- Сварка секции ограждения

Содержание
- 2. Лестницы бывают различных видов – деревянные, каменные, металлические – но их всех объединяет одно назначение –
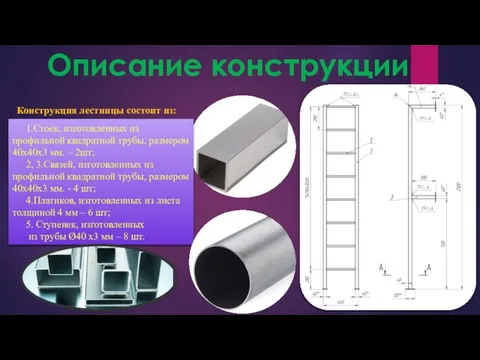
- 3. Описание конструкции Конструкция лестницы состоит из: 1.Стоек, изготовленных из профильной квадратной трубы, размером 40х40х3 мм. –
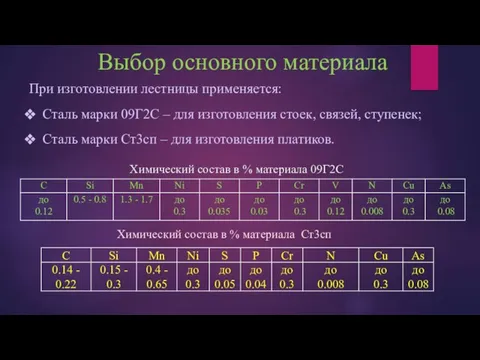
- 4. Выбор основного материала При изготовлении лестницы применяется: Сталь марки 09Г2С – для изготовления стоек, связей, ступенек;
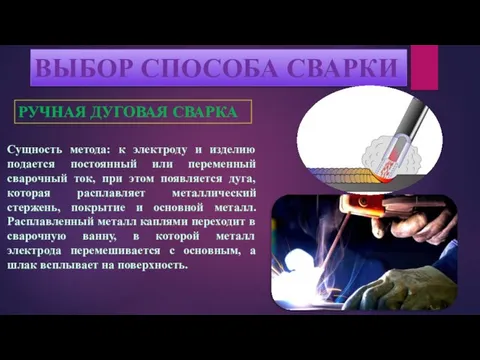
- 5. ВЫБОР СПОСОБА СВАРКИ Сущность метода: к электроду и изделию подается постоянный или переменный сварочный ток, при
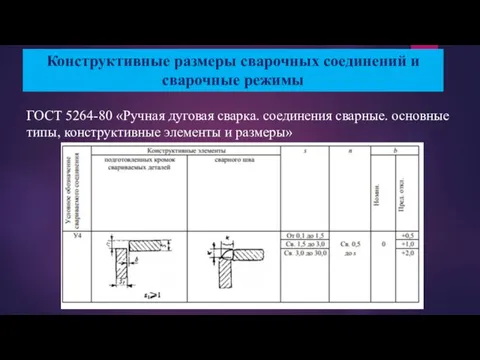
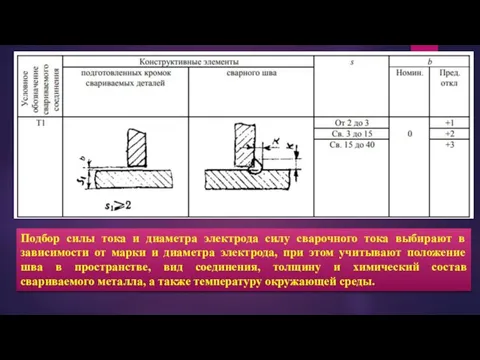
- 6. Конструктивные размеры сварочных соединений и сварочные режимы ГОСТ 5264-80 «Ручная дуговая сварка. соединения сварные. основные типы,
- 7. Подбор силы тока и диаметра электрода силу сварочного тока выбирают в зависимости от марки и диаметра
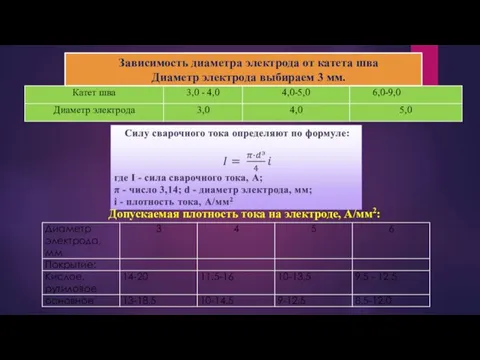
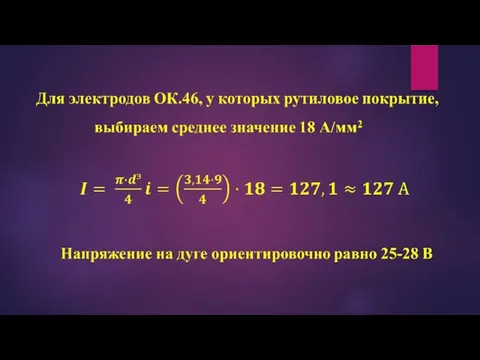
- 8. Зависимость диаметра электрода от катета шва Диаметр электрода выбираем 3 мм. Допускаемая плотность тока на электроде,
- 10. Выбор сварочного оборудования Сварог REAL ARC 220 УШМ BWS-905-R Тип машины - угловая Потребляемая мощность -
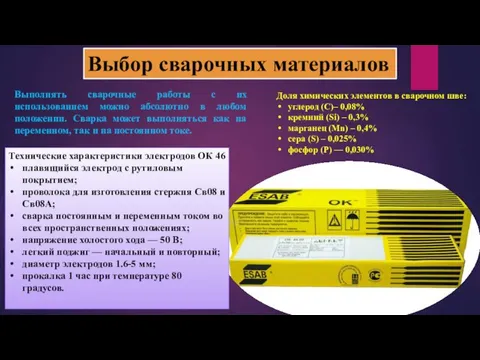
- 11. Выбор сварочных материалов Технические характеристики электродов ОК 46 плавящийся электрод с рутиловым покрытием; проволока для изготовления
- 12. Подготовка металла к сварке Резка Зачистка Разметка
- 13. Технология сборочно – сварочных работ
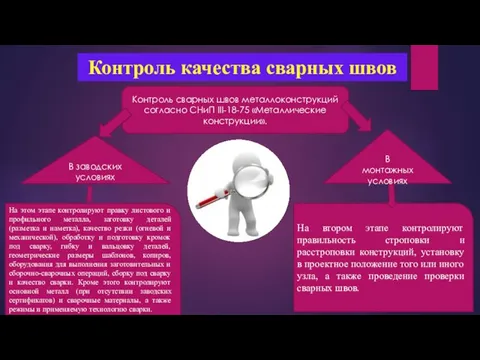
- 14. Контроль качества сварных швов Контроль сварных швов металлоконструкций согласно СНиП III-18-75 «Металлические конструкции». В заводских условиях
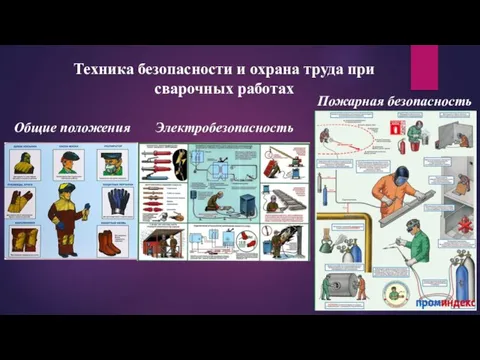
- 15. Техника безопасности и охрана труда при сварочных работах Общие положения Электробезопасность Пожарная безопасность
- 17. Скачать презентацию

Слайд 3Описание конструкции
Конструкция лестницы состоит из:
1.Стоек, изготовленных из профильной квадратной трубы, размером 40х40х3
Описание конструкции
Конструкция лестницы состоит из:
1.Стоек, изготовленных из профильной квадратной трубы, размером 40х40х3
Слайд 4Выбор основного материала
При изготовлении лестницы применяется:
Сталь марки 09Г2С – для изготовления стоек,
Выбор основного материала
При изготовлении лестницы применяется:
Сталь марки 09Г2С – для изготовления стоек,
Слайд 5ВЫБОР СПОСОБА СВАРКИ
Сущность метода: к электроду и изделию подается постоянный или переменный
ВЫБОР СПОСОБА СВАРКИ
Сущность метода: к электроду и изделию подается постоянный или переменный
Слайд 6Конструктивные размеры сварочных соединений и сварочные режимы
ГОСТ 5264-80 «Ручная дуговая сварка. соединения
Конструктивные размеры сварочных соединений и сварочные режимы
ГОСТ 5264-80 «Ручная дуговая сварка. соединения
Слайд 7Подбор силы тока и диаметра электрода силу сварочного тока выбирают в зависимости
Подбор силы тока и диаметра электрода силу сварочного тока выбирают в зависимости
Слайд 8Зависимость диаметра электрода от катета шва
Диаметр электрода выбираем 3 мм.
Допускаемая плотность тока
Зависимость диаметра электрода от катета шва
Диаметр электрода выбираем 3 мм.
Допускаемая плотность тока
Слайд 10Выбор сварочного оборудования
Сварог REAL ARC 220
УШМ BWS-905-R
Тип машины - угловая
Потребляемая мощность
Выбор сварочного оборудования
Сварог REAL ARC 220
УШМ BWS-905-R
Тип машины - угловая
Потребляемая мощность

Слайд 11Выбор сварочных материалов
Технические характеристики электродов ОК 46
плавящийся электрод с рутиловым покрытием;
проволока для
Выбор сварочных материалов
Технические характеристики электродов ОК 46
плавящийся электрод с рутиловым покрытием;
проволока для
Слайд 12Подготовка металла к сварке
Резка
Зачистка
Разметка
Подготовка металла к сварке
Резка
Зачистка
Разметка

Слайд 13Технология сборочно – сварочных работ
Технология сборочно – сварочных работ

Слайд 14Контроль качества сварных швов
Контроль сварных швов металлоконструкций
согласно СНиП III-18-75 «Металлические конструкции».
В
Контроль качества сварных швов
Контроль сварных швов металлоконструкций
согласно СНиП III-18-75 «Металлические конструкции».
В
Слайд 15Техника безопасности и охрана труда при сварочных работах
Общие положения
Электробезопасность
Пожарная безопасность
Техника безопасности и охрана труда при сварочных работах
Общие положения
Электробезопасность
Пожарная безопасность
 Иллюстрации к комедии Н.В.Гоголя «Ревизор»
Иллюстрации к комедии Н.В.Гоголя «Ревизор» Немецкое оружие Второй Мировой Войны
Немецкое оружие Второй Мировой Войны Мозаика. Монументально-декоративное искусство Сибири
Мозаика. Монументально-декоративное искусство Сибири Рейтинг
Рейтинг The difference between British and American versions of the English language
The difference between British and American versions of the English language  Презентация на тему Основы электрофизиологии
Презентация на тему Основы электрофизиологии  Складання журналу ордеру №1 і відомості №1 по касі
Складання журналу ордеру №1 і відомості №1 по касі Дом детского творчества
Дом детского творчества Мобильные угрозы. Вчера, сегодня, завтра
Мобильные угрозы. Вчера, сегодня, завтра Презентация на тему Чехов "Злоумышленник" 7 класс
Презентация на тему Чехов "Злоумышленник" 7 класс BLOGGING .Одно из пяти направлений в бизнесе. Является самым молодым
BLOGGING .Одно из пяти направлений в бизнесе. Является самым молодым Civil list
Civil list Презентация на тему Олимпиада в Сочи
Презентация на тему Олимпиада в Сочи Туры Фрирайд. Лужба. Поднебесные зубья
Туры Фрирайд. Лужба. Поднебесные зубья Грызуны
Грызуны Актуальные стратегии продаж Вконтакте от А до Я
Актуальные стратегии продаж Вконтакте от А до Я Охрана природы осенью (2 класс)
Охрана природы осенью (2 класс) Родительское собрание.Жизненные цели подростков.
Родительское собрание.Жизненные цели подростков. «Права и свободы человека и гражданина в Российской Федерации».
«Права и свободы человека и гражданина в Российской Федерации». Неправильное управление энергией:и что регуляторы могут предпринять в этой связи
Неправильное управление энергией:и что регуляторы могут предпринять в этой связи Организационно-правовые формы предприятий
Организационно-правовые формы предприятий Вятские потешки
Вятские потешки Золотое кольцо России
Золотое кольцо России Как помочь ребёнку учиться
Как помочь ребёнку учиться Организационные формы обучения в профессиональном образовании
Организационные формы обучения в профессиональном образовании Памятники архитектуры Нового Оскола
Памятники архитектуры Нового Оскола Презентация на тему Словарный диктант в картинках "Существительные на -ЦИЯ"
Презентация на тему Словарный диктант в картинках "Существительные на -ЦИЯ" Юбилей 60 лет. Фотоальбом
Юбилей 60 лет. Фотоальбом