- Сварка стыковых и угловых швов в нижнем положении

Содержание
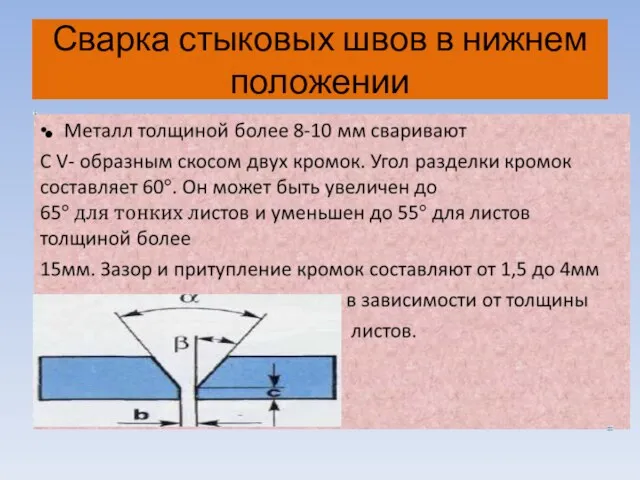
- 2. Сварка стыковых швов в нижнем положении
- 3. Сварка стыковых швов в нижнем положении
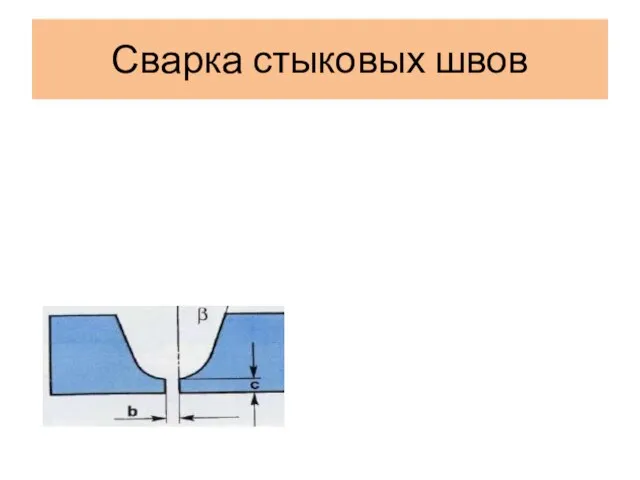
- 4. Сварка стыковых швов Листы толщиной 12мм и более соединяются в стык с двумя симметричными скосами двух
- 5. Сварка стыковых швов Стыковые швы листов большей толшины ( более 20мм) целесообразно сваривать с криволинейным скосом
- 6. Сварка угловых швов в нижнем положении
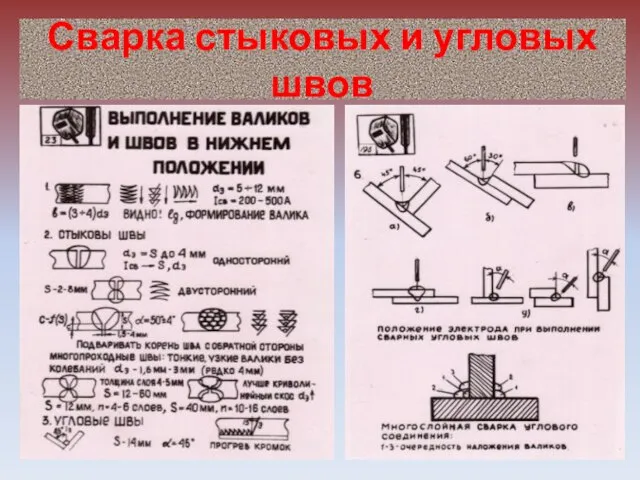
- 7. Сварка стыковых и угловых швов
- 9. Скачать презентацию

Слайд 3Сварка стыковых швов в нижнем
положении
Сварка стыковых швов в нижнем
положении
Слайд 4Сварка стыковых швов
Листы толщиной 12мм и более соединяются в стык с двумя
Сварка стыковых швов
Листы толщиной 12мм и более соединяются в стык с двумя

Слайд 5Сварка стыковых швов
Стыковые швы листов большей толшины
( более 20мм) целесообразно сваривать
Сварка стыковых швов
Стыковые швы листов большей толшины
( более 20мм) целесообразно сваривать
Слайд 6Сварка угловых швов в нижнем положении
Сварка угловых швов в нижнем положении

Слайд 7Сварка стыковых и угловых швов
Сварка стыковых и угловых швов
 Приготовление бутербродов
Приготовление бутербродов Стандарты для оформления чертежей к дипломному проекту
Стандарты для оформления чертежей к дипломному проекту Деликты и вина
Деликты и вина Паницков Денис Владимирович
Паницков Денис Владимирович Проект СОРОЧИНСКАЯ ЯРМАРКА200-ЛЕТИЮ Н.В. ГОГОЛЯПОСВЯЩАЕТСЯ
Проект СОРОЧИНСКАЯ ЯРМАРКА200-ЛЕТИЮ Н.В. ГОГОЛЯПОСВЯЩАЕТСЯ Парк покорителей космоса
Парк покорителей космоса Применение современных технологий в пищевой промышленности
Применение современных технологий в пищевой промышленности Валяние из шерсти. История и виды
Валяние из шерсти. История и виды Презентация на тему Дыхание. Органы дыхательной системы. Легкие
Презентация на тему Дыхание. Органы дыхательной системы. Легкие  Lego - аэроплан
Lego - аэроплан Римский скульптурный портрет
Римский скульптурный портрет Архитектуры многопроцессорных вычислительных систем
Архитектуры многопроцессорных вычислительных систем  Презентация учащихся 6 класса Сирождиновой Иры и Суриной Тани
Презентация учащихся 6 класса Сирождиновой Иры и Суриной Тани Курсовое проектирование
Курсовое проектирование Tema_2
Tema_2 Презентация на тему Галичья гора
Презентация на тему Галичья гора  food butter cheese curd
food butter cheese curd Экосистемы арктических пустынь и тундры
Экосистемы арктических пустынь и тундры Модели речепорождения и речевосприятия
Модели речепорождения и речевосприятия Презентация на тему Все мы разные
Презентация на тему Все мы разные Педагогическая мастерская
Педагогическая мастерская Личностно-ориентированное обучение.
Личностно-ориентированное обучение. Сценарии развития Восточной Сибири и Дальнего Востока в контексте политической и экономической динамики Азиатско-Тихоокеанского
Сценарии развития Восточной Сибири и Дальнего Востока в контексте политической и экономической динамики Азиатско-Тихоокеанского Загадки про животных
Загадки про животных КонсультантПлюс Технология ТОП: твой оптимальный профиль
КонсультантПлюс Технология ТОП: твой оптимальный профиль Презентация на тему Адаптация первоклассника в школе
Презентация на тему Адаптация первоклассника в школе Виды Смоленска
Виды Смоленска Внешние силы изменяющие рельеф
Внешние силы изменяющие рельеф