- Сварка. Технологический процесс сварки труб

Содержание
- 2. « Волну встречают грудью корабли, Гудят мосты под ветрами натруженно, Уходят в космос спутники Земли… И
- 3. Цель исследования: найти оптимальные пути получения качественных сварных швов. Задача исследования: произвести сварку трубопровода. Гипотеза: качество
- 4. Технологический процесс сварки труб. В настоящее время сваривают материалы толщиной от несколько микрон (в микро -
- 5. Чаще всего трубы соединяются в стык, так как стыковое соединение считается наиболее простым и надёжным. Сварка
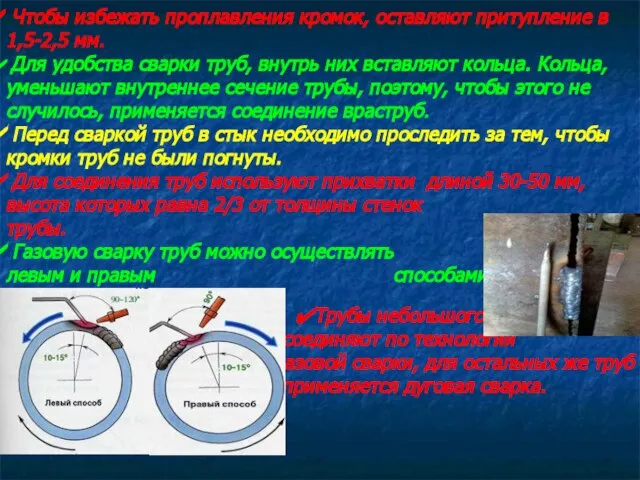
- 6. Чтобы избежать проплавления кромок, оставляют притупление в 1,5-2,5 мм. Для удобства сварки труб, внутрь них вставляют
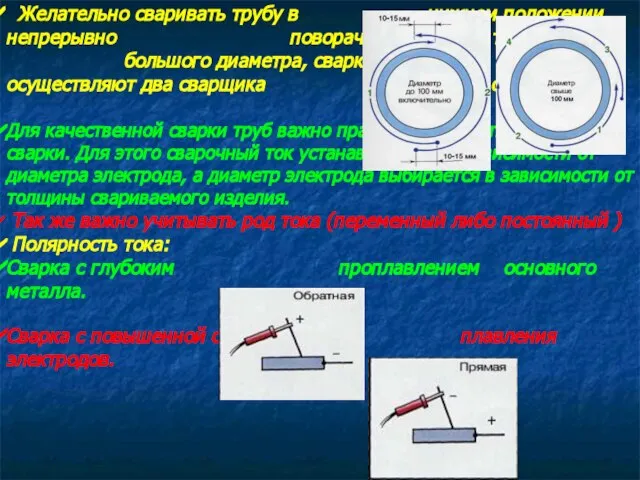
- 7. Желательно сваривать трубу в нижнем положении, непрерывно поворачивая её. Если труба большого диаметра, сварку труб осуществляют
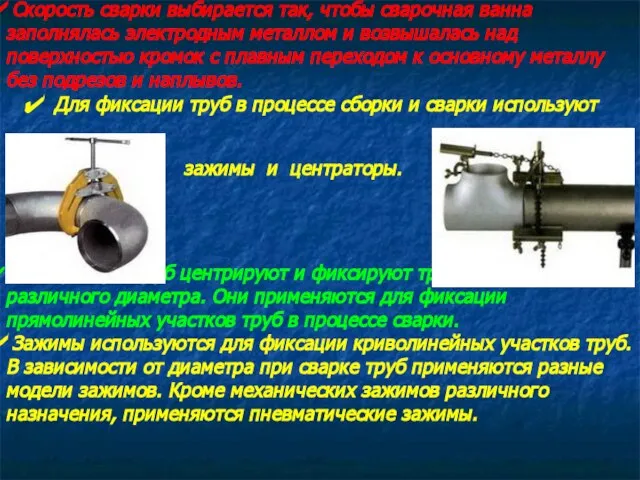
- 8. Скорость сварки выбирается так, чтобы сварочная ванна заполнялась электродным металлом и возвышалась над поверхностью кромок с
- 9. Для контроля качества сварного шва используется рентгеновская дефекто-скопия, при которой есть возможность быстро обнаружить дефекты и
- 10. Данный метод дает возможность быстро обнаружить и максимально точно обнаружить дефекты сварного шва при помощи различного
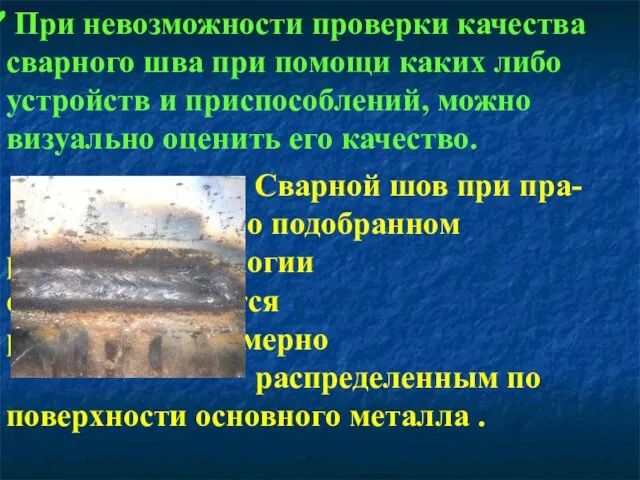
- 11. При невозможности проверки качества сварного шва при помощи каких либо устройств и приспособлений, можно визуально оценить
- 12. Вывод: На практике опробовав различные приемы и методы сварки труб, путем ошибок и стараний я добился
- 14. Скачать презентацию
Слайд 3Цель исследования: найти оптимальные пути получения качественных сварных швов.
Задача исследования: произвести сварку
Цель исследования: найти оптимальные пути получения качественных сварных швов.
Задача исследования: произвести сварку
Слайд 4Технологический процесс сварки труб.
В настоящее время сваривают материалы толщиной от несколько микрон
Технологический процесс сварки труб.
В настоящее время сваривают материалы толщиной от несколько микрон
В настоящее время сваривают материалы толщиной от несколько микрон
Слайд 5Чаще всего трубы соединяются в стык, так как стыковое соединение считается наиболее
Чаще всего трубы соединяются в стык, так как стыковое соединение считается наиболее

Слайд 6Чтобы избежать проплавления кромок, оставляют притупление в 1,5-2,5 мм.
Для удобства
Чтобы избежать проплавления кромок, оставляют притупление в 1,5-2,5 мм.
Для удобства
Для удобства
Слайд 7Желательно сваривать трубу в нижнем положении, непрерывно поворачивая её. Если труба большого
Желательно сваривать трубу в нижнем положении, непрерывно поворачивая её. Если труба большого
Слайд 8 Скорость сварки выбирается так, чтобы сварочная ванна заполнялась электродным металлом и
Скорость сварки выбирается так, чтобы сварочная ванна заполнялась электродным металлом и
Слайд 9 Для контроля качества сварного шва используется рентгеновская дефекто-скопия, при которой есть
Для контроля качества сварного шва используется рентгеновская дефекто-скопия, при которой есть
Слайд 10 Данный метод дает возможность быстро обнаружить и максимально точно обнаружить дефекты
Данный метод дает возможность быстро обнаружить и максимально точно обнаружить дефекты

Слайд 11 При невозможности проверки качества сварного шва при помощи каких либо устройств
При невозможности проверки качества сварного шва при помощи каких либо устройств
Слайд 12Вывод: На практике опробовав различные приемы и методы сварки труб, путем ошибок
Вывод: На практике опробовав различные приемы и методы сварки труб, путем ошибок
 Ручные стежки
Ручные стежки Презентация на тему Творчество Есенина
Презентация на тему Творчество Есенина Презентация на тему Влажность воздуха (8 класс)
Презентация на тему Влажность воздуха (8 класс) Полководцы красной армии
Полководцы красной армии Тема проекта: «Москва начала XIXвека в комедии А.С.Грибоедова «Горе от ума» »
Тема проекта: «Москва начала XIXвека в комедии А.С.Грибоедова «Горе от ума» » «Молекулярная физика»
«Молекулярная физика» Соединение деталей из древесины на клею
Соединение деталей из древесины на клею Праця неповнолітніх
Праця неповнолітніх Презентация на тему Новогодние загадки
Презентация на тему Новогодние загадки  Зоология и экология животных Вышневолоцкого района Тверской области
Зоология и экология животных Вышневолоцкого района Тверской области Курс лекций по дисциплине Экология
Курс лекций по дисциплине Экология Формы, методы и приемы организации индивидуальной работы с семьями, нуждающимися в социально-педагогической поддержки
Формы, методы и приемы организации индивидуальной работы с семьями, нуждающимися в социально-педагогической поддержки Использование активных форм спортивно-оздоровительной работы в школе
Использование активных форм спортивно-оздоровительной работы в школе Вышивка швом узелок и рококо
Вышивка швом узелок и рококо Презентация
Презентация ИСТОРИЯ ШКОЛЫ
ИСТОРИЯ ШКОЛЫ Лахтионова Ольга Львовна ведущий специалист отдела управления качеством ЯрГУ
Лахтионова Ольга Львовна ведущий специалист отдела управления качеством ЯрГУ Наведите порядок в программном обеспечении
Наведите порядок в программном обеспечении «А.П.Чехов. Слово о писателе»
«А.П.Чехов. Слово о писателе» Прощай, Азбука
Прощай, Азбука Типы проектов. Структура индивидуального проекта
Типы проектов. Структура индивидуального проекта Студия персональных тренировок Fit studio Nv
Студия персональных тренировок Fit studio Nv Инициативы Microsoft в области образования
Инициативы Microsoft в области образования НОВЫЕ ГОРОДА ВОИНСКОЙ СЛАВЫ
НОВЫЕ ГОРОДА ВОИНСКОЙ СЛАВЫ onlayn
onlayn Положительные и отрицательные стороны использование на занятиях учителя- логопеда информационных технологий.
Положительные и отрицательные стороны использование на занятиях учителя- логопеда информационных технологий. Политический режим
Политический режим Новогодняя викторина
Новогодняя викторина