- Технологический процесс ручной дуговой сварки листовых конструкций из стали (ст-3пс)

Содержание
- 2. Цель работы: Описание технологического процесса сборки под сварку и сварки листовых конструкций из стали (ст-3пс). Задачи:
- 3. ВВЕДЕНИЕ Сварка – процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями при
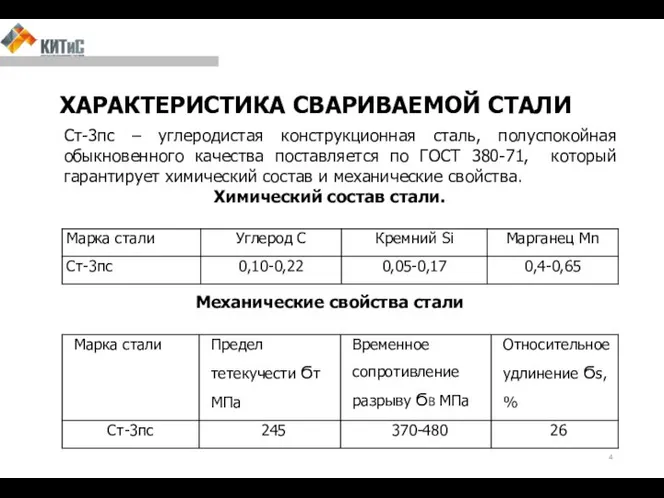
- 4. ХАРАКТЕРИСТИКА СВАРИВАЕМОЙ СТАЛИ Ст-3пс – углеродистая конструкционная сталь, полуспокойная обыкновенного качества поставляется по ГОСТ 380-71, который
- 5. ВЫБОР И ХАРАКТЕРИСТИКА СВАРОЧНЫХ МАТЕРИАЛОВ Для ручной дуговой сварки сварочными материалом является электрод. По пределу прочности
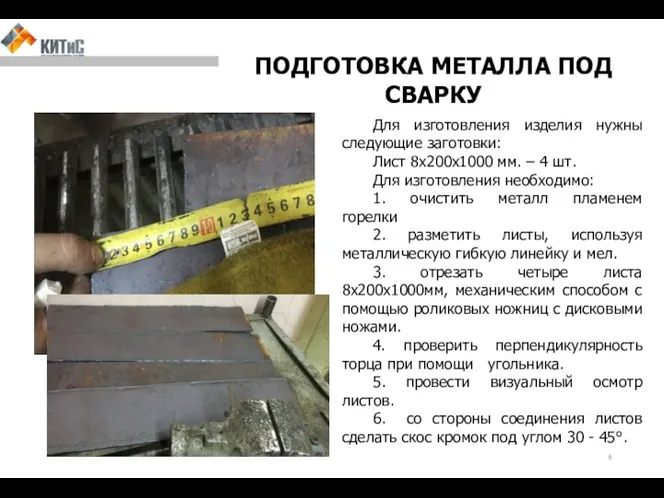
- 6. ПОДГОТОВКА МЕТАЛЛА ПОД СВАРКУ Для изготовления изделия нужны следующие заготовки: Лист 8х200х1000 мм. – 4 шт.
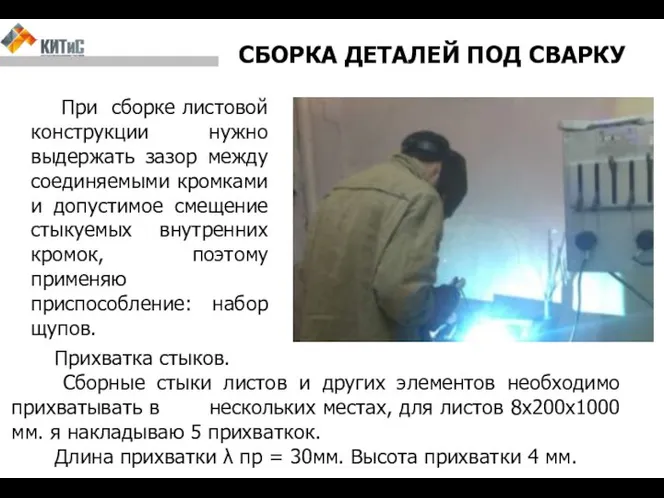
- 7. СБОРКА ДЕТАЛЕЙ ПОД СВАРКУ При сборке листовой конструкции нужно выдержать зазор между соединяемыми кромками и допустимое
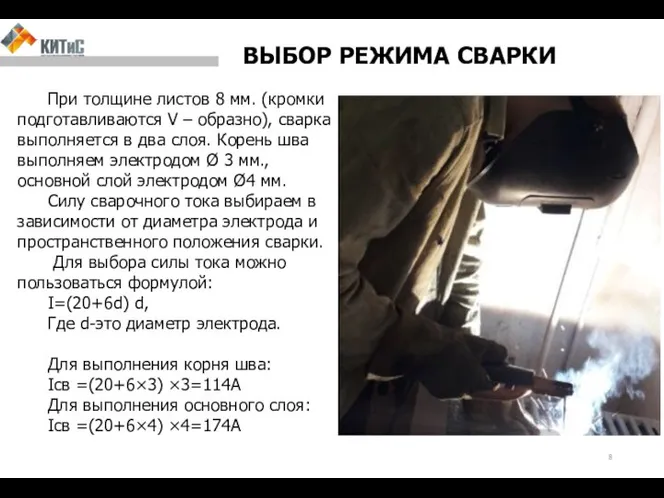
- 8. ВЫБОР РЕЖИМА СВАРКИ При толщине листов 8 мм. (кромки подготавливаются V – образно), сварка выполняется в
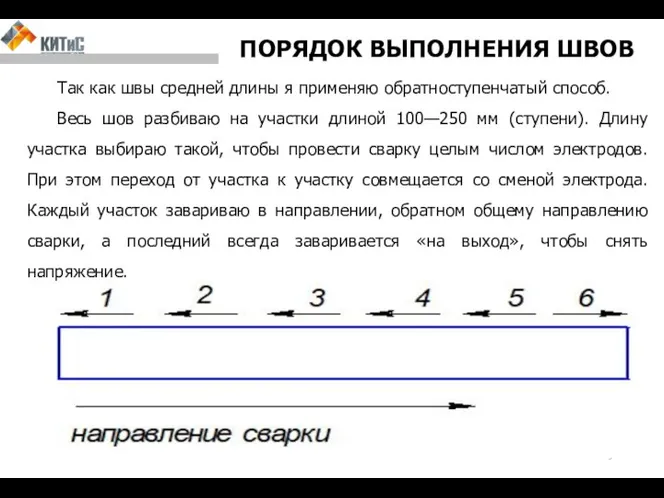
- 9. ПОРЯДОК ВЫПОЛНЕНИЯ ШВОВ Так как швы средней длины я применяю обратноступенчатый способ. Весь шов разбиваю на
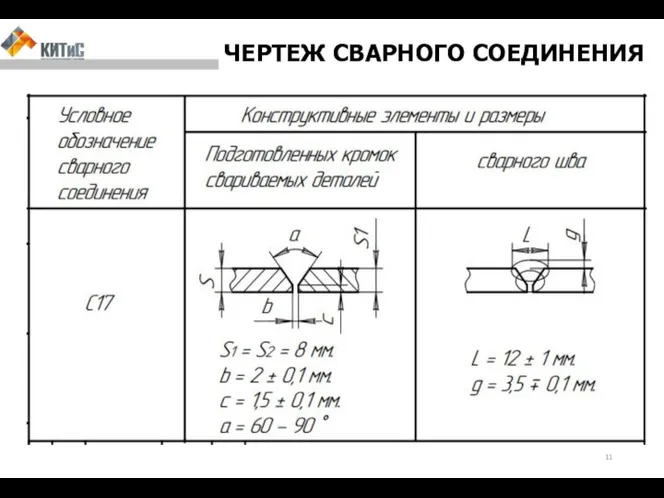
- 10. ЧЕРТЕЖ СВАРНОГО СОЕДИНЕНИЯ
- 11. ЧЕРТЕЖ СВАРНОГО СОЕДИНЕНИЯ
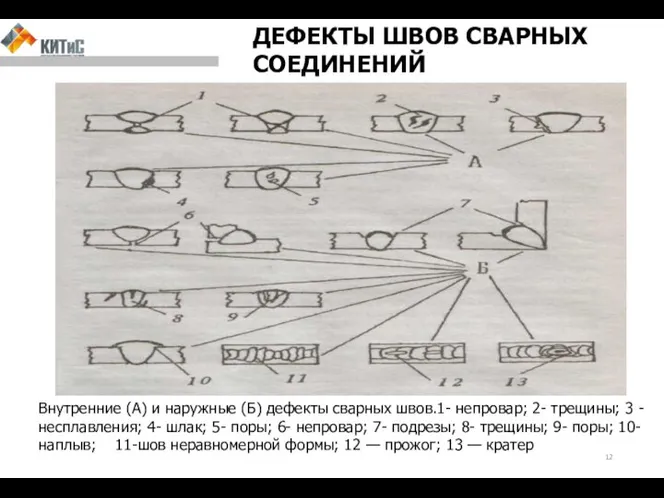
- 12. ДЕФЕКТЫ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ Внутренние (А) и наружные (Б) дефекты сварных швов.1- непровар; 2- трещины; 3
- 13. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ ШВОВ Контроль качества сварных швов – необходимая процедура для определения качества металлоконструкции. Если
- 14. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА Для питания дуги постоянным током я применяю многопостовой выпрямитель ВД-301, Выпрямитель ВД-301 имеет
- 15. БЕЗОПАСНЫЕ ПРИЕМЫ ВЕДЕНИЯ РАБОТ
- 16. ЗАКЛЮЧЕНИЕ В ходе проделанной работы был описан и разработан процесс сборки под сварку листовых конструкций из
- 18. Скачать презентацию
Слайд 2Цель работы:
Описание технологического процесса сборки под сварку и сварки листовых конструкций
Цель работы: Описание технологического процесса сборки под сварку и сварки листовых конструкций
Слайд 3ВВЕДЕНИЕ
Сварка – процесс получения неразъемных соединений материалов посредством установления межатомных связей
ВВЕДЕНИЕ
Сварка – процесс получения неразъемных соединений материалов посредством установления межатомных связей
Слайд 4ХАРАКТЕРИСТИКА СВАРИВАЕМОЙ СТАЛИ
Ст-3пс – углеродистая конструкционная сталь, полуспокойная обыкновенного качества поставляется по
ХАРАКТЕРИСТИКА СВАРИВАЕМОЙ СТАЛИ
Ст-3пс – углеродистая конструкционная сталь, полуспокойная обыкновенного качества поставляется по
Слайд 5ВЫБОР И ХАРАКТЕРИСТИКА СВАРОЧНЫХ МАТЕРИАЛОВ
Для ручной дуговой сварки сварочными материалом является электрод.
По
ВЫБОР И ХАРАКТЕРИСТИКА СВАРОЧНЫХ МАТЕРИАЛОВ
Для ручной дуговой сварки сварочными материалом является электрод.
По
Слайд 6ПОДГОТОВКА МЕТАЛЛА ПОД СВАРКУ
Для изготовления изделия нужны следующие заготовки:
Лист 8х200х1000 мм. –
ПОДГОТОВКА МЕТАЛЛА ПОД СВАРКУ
Для изготовления изделия нужны следующие заготовки:
Лист 8х200х1000 мм. –
Слайд 7СБОРКА ДЕТАЛЕЙ ПОД СВАРКУ
При сборке листовой конструкции нужно выдержать зазор между соединяемыми
СБОРКА ДЕТАЛЕЙ ПОД СВАРКУ
При сборке листовой конструкции нужно выдержать зазор между соединяемыми
Слайд 8ВЫБОР РЕЖИМА СВАРКИ
При толщине листов 8 мм. (кромки подготавливаются V – образно),
ВЫБОР РЕЖИМА СВАРКИ
При толщине листов 8 мм. (кромки подготавливаются V – образно),
Слайд 9ПОРЯДОК ВЫПОЛНЕНИЯ ШВОВ
Так как швы средней длины я применяю обратноступенчатый способ.
Весь
ПОРЯДОК ВЫПОЛНЕНИЯ ШВОВ
Так как швы средней длины я применяю обратноступенчатый способ.
Весь
Слайд 10ЧЕРТЕЖ СВАРНОГО СОЕДИНЕНИЯ
ЧЕРТЕЖ СВАРНОГО СОЕДИНЕНИЯ

Слайд 11ЧЕРТЕЖ СВАРНОГО СОЕДИНЕНИЯ
ЧЕРТЕЖ СВАРНОГО СОЕДИНЕНИЯ
Слайд 12ДЕФЕКТЫ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
Внутренние (А) и наружные (Б) дефекты сварных швов.1- непровар;
ДЕФЕКТЫ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
Внутренние (А) и наружные (Б) дефекты сварных швов.1- непровар;
Слайд 13КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ ШВОВ
Контроль качества сварных швов – необходимая процедура для определения
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ ШВОВ
Контроль качества сварных швов – необходимая процедура для определения
Слайд 14ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
Для питания дуги постоянным током я применяю многопостовой выпрямитель
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
Для питания дуги постоянным током я применяю многопостовой выпрямитель

Слайд 15БЕЗОПАСНЫЕ ПРИЕМЫ ВЕДЕНИЯ РАБОТ
БЕЗОПАСНЫЕ ПРИЕМЫ ВЕДЕНИЯ РАБОТ

Слайд 16ЗАКЛЮЧЕНИЕ
В ходе проделанной работы был описан и разработан процесс сборки под сварку
ЗАКЛЮЧЕНИЕ
В ходе проделанной работы был описан и разработан процесс сборки под сварку

 Презентация на тему Что растет на клумбе (1 класс)
Презентация на тему Что растет на клумбе (1 класс) Как диагностировать и лечить инфекцию Helicobacter pylori
Как диагностировать и лечить инфекцию Helicobacter pylori Алексей Константинович Толстой
Алексей Константинович Толстой Презентация на тему Однокоренные слова 1 класс
Презентация на тему Однокоренные слова 1 класс 4 фактори успішного дослідження ринку в охороні здоров’я Павло ковтонюк
4 фактори успішного дослідження ринку в охороні здоров’я Павло ковтонюк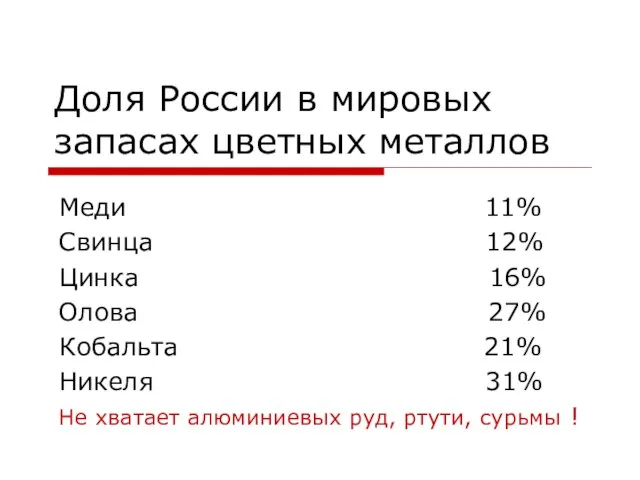 Доля России в мировых запасах цветных металлов
Доля России в мировых запасах цветных металлов Һәр әйбернең үз үрыны бар
Һәр әйбернең үз үрыны бар game-4
game-4 Наблюдения за погодой природные явления Сила и направление ветра Урок-обобщение
Наблюдения за погодой природные явления Сила и направление ветра Урок-обобщение Презентация на тему Морфемика и словообразование
Презентация на тему Морфемика и словообразование ИРЦ по модели «Информационно – культурный центр как средство для обеспечения доступности и открытости образования»
ИРЦ по модели «Информационно – культурный центр как средство для обеспечения доступности и открытости образования» Деревья
Деревья ОСНОВНІ ПРАВИЛА НАБОРУ ТЕКСТУ В ТЕКСТОВОМУ РЕДАКТОРІ Microsoft Word. - презентация
ОСНОВНІ ПРАВИЛА НАБОРУ ТЕКСТУ В ТЕКСТОВОМУ РЕДАКТОРІ Microsoft Word. - презентация Кристина Кузьмина 10а. - презентация
Кристина Кузьмина 10а. - презентация Sun-Moon-and-Earth-Overview-Differentiated-Lesson
Sun-Moon-and-Earth-Overview-Differentiated-Lesson Merger Samara State National Research University
Merger Samara State National Research University О работе исполнительной дирекции и финансовой деятельности АСДГ в 2009 году. О плане работы и проекте бюджета на 2010 год
О работе исполнительной дирекции и финансовой деятельности АСДГ в 2009 году. О плане работы и проекте бюджета на 2010 год RPR_1-1
RPR_1-1 «Блог - инструментарий популярности или продаж? Реальность и мифы о UGC»
«Блог - инструментарий популярности или продаж? Реальность и мифы о UGC» Статус систем синхротронов У70 / У1.5, существенных для ускорения пучка p?
Статус систем синхротронов У70 / У1.5, существенных для ускорения пучка p? Time management
Time management Презентация на тему ПЕРВОБЫТНОЕ ИСКУССТВО На заре человечества
Презентация на тему ПЕРВОБЫТНОЕ ИСКУССТВО На заре человечества  А ЗА ОКНАМИ ТЕМНО…(((... --- …)))
А ЗА ОКНАМИ ТЕМНО…(((... --- …))) оптимизация минерального питания озимой пшеницы в весенний период 2012 года с учетом агрохимических показателей почв
оптимизация минерального питания озимой пшеницы в весенний период 2012 года с учетом агрохимических показателей почв Современный стратегический анализ
Современный стратегический анализ Кляксография и монотипия
Кляксография и монотипия Тема учебного проекта: Светофор
Тема учебного проекта: Светофор ООО Теплоконструктор
ООО Теплоконструктор