- Технология и оборудование газопламенной сварки

Содержание
- 2. Газосварочное оборудование Редукторы – это устройства, которые служат для понижения давления газа, отбираемого из баллона
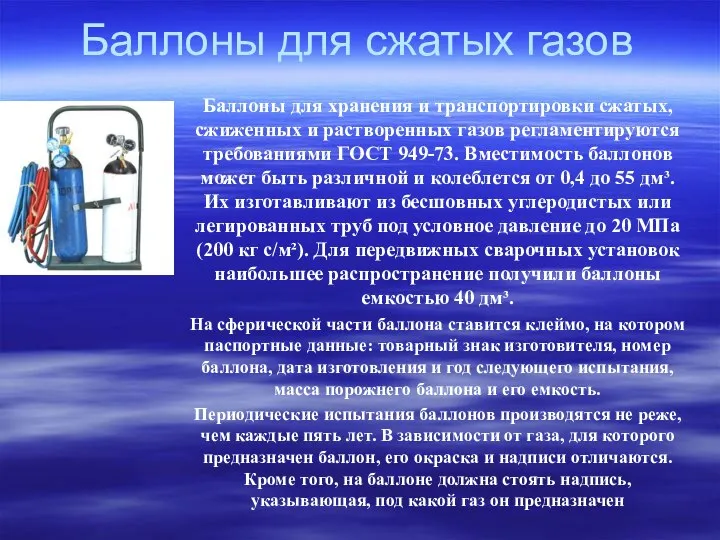
- 3. Баллоны для сжатых газов Баллоны для хранения и транспортировки сжатых, сжиженных и растворенных газов регламентируются требованиями
- 4. Горелки сварочные малой мощности Горелка- это устройство, которое служит для смешивания горючего газа с кислородом и
- 5. Рукава Рукава для газовой сварки (их также называют шлангами) нужды для того, чтобы подводить в горелку
- 6. Схема — технология газовой сварки
- 7. Технология газовой сварки предполагает, что в одной руке сварщик будет держать горелку, а в другой –
- 8. Конкретные режимы газовой сварки определяются в зависимости от: - скорости сварки; - мощности пламени; - диаметра
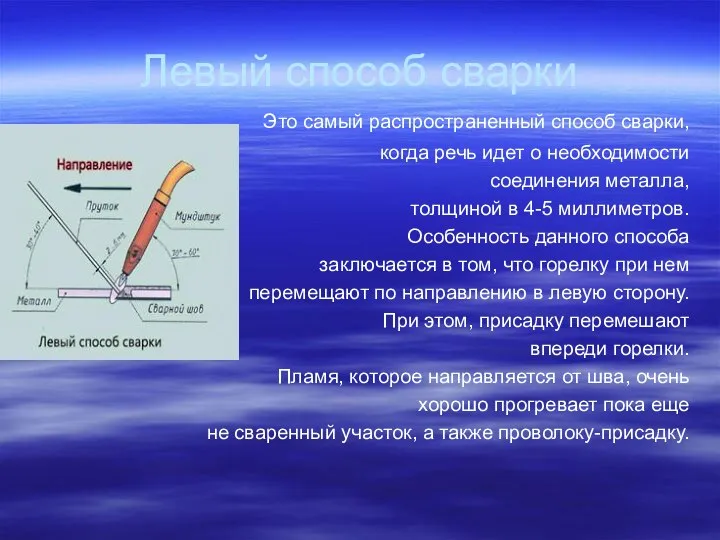
- 9. Левый способ сварки Это самый распространенный способ сварки, когда речь идет о необходимости соединения металла, толщиной
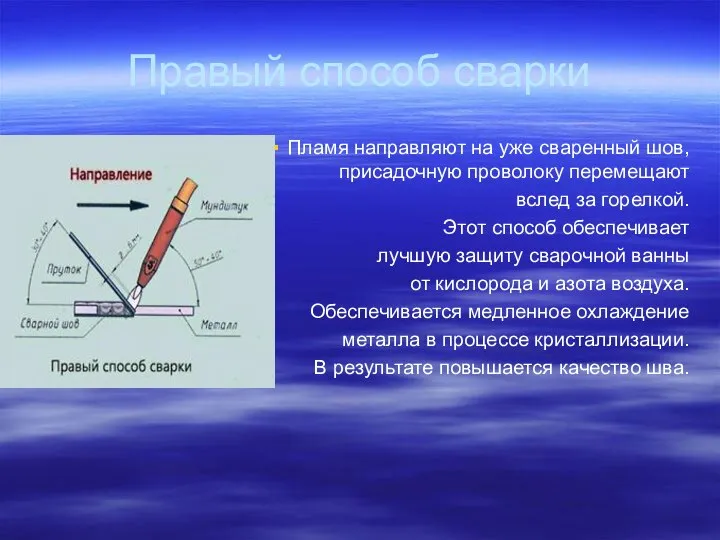
- 10. Правый способ сварки Пламя направляют на уже сваренный шов, присадочную проволоку перемещают вслед за горелкой. Этот
- 12. Скачать презентацию
Слайд 2Газосварочное оборудование
Редукторы –
это устройства,
которые служат
для понижения
давления газа,
отбираемого
Газосварочное оборудование
Редукторы –
это устройства,
которые служат
для понижения
давления газа,
отбираемого

Слайд 3Баллоны для сжатых газов
Баллоны для хранения и транспортировки сжатых, сжиженных и растворенных
Баллоны для сжатых газов
Баллоны для хранения и транспортировки сжатых, сжиженных и растворенных
Слайд 4Горелки сварочные малой мощности
Горелка- это устройство,
которое служит
для смешивания
горючего газа
Горелки сварочные малой мощности
Горелка- это устройство,
которое служит
для смешивания
горючего газа

Слайд 5Рукава
Рукава для газовой сварки (их также называют шлангами) нужды для того,
Рукава
Рукава для газовой сварки (их также называют шлангами) нужды для того,
Слайд 6Схема — технология газовой сварки
Схема — технология газовой сварки

Слайд 7
Технология газовой сварки предполагает, что в одной руке сварщик будет держать горелку,
Технология газовой сварки предполагает, что в одной руке сварщик будет держать горелку,
Слайд 8Конкретные режимы газовой сварки определяются в зависимости от:
- скорости сварки;
- мощности пламени;
-
Конкретные режимы газовой сварки определяются в зависимости от: - скорости сварки; - мощности пламени; -
Слайд 9Левый способ сварки
Это самый распространенный способ сварки,
когда речь идет о необходимости
Левый способ сварки
Это самый распространенный способ сварки,
когда речь идет о необходимости
Слайд 10Правый способ сварки
Пламя направляют на уже сваренный шов, присадочную проволоку перемещают
вслед
Правый способ сварки
Пламя направляют на уже сваренный шов, присадочную проволоку перемещают
вслед
 Лл
Лл Человек. Мода. Стиль
Человек. Мода. Стиль Социальная биржа «Взаимопомощь» Описание проекта
Социальная биржа «Взаимопомощь» Описание проекта Белокуриха. Фотографии
Белокуриха. Фотографии Планирование мероприятий гражданской обороны
Планирование мероприятий гражданской обороны Федеральное Собрание Российской Федерации. Тема 14
Федеральное Собрание Российской Федерации. Тема 14 Содружество Независимых Государств
Содружество Независимых Государств Термины и основные понятия
Термины и основные понятия Экскурсионный тур По закоулкам творческой души
Экскурсионный тур По закоулкам творческой души Презентация на тему Внешнеэкономические связи ведущих развитых стран
Презентация на тему Внешнеэкономические связи ведущих развитых стран 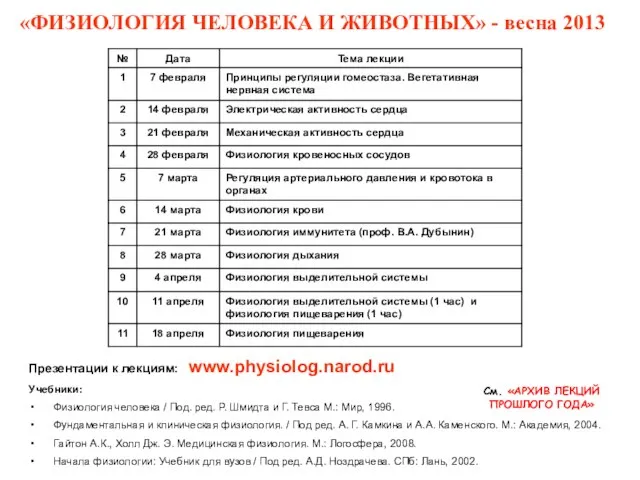 Физиология человека и животных
Физиология человека и животных
 Вакуумный выключатель среднего напряжения VD4
Вакуумный выключатель среднего напряжения VD4 ГОУ СОШ № 1913
ГОУ СОШ № 1913 руднева кабутова
руднева кабутова Механизм правового регулирования
Механизм правового регулирования Волшебство сказки
Волшебство сказки Даржаева
Даржаева Техники продаж
Техники продаж Порядок рассмотрения обращений в организациях системы жилищно-коммунального хозяйства
Порядок рассмотрения обращений в организациях системы жилищно-коммунального хозяйства Новый Passat – Салон Комплектация
Новый Passat – Салон Комплектация  Тема: «Обобщение знаний о падежах»
Тема: «Обобщение знаний о падежах» Развитие интеллектуальных способностей учащихся через использование технологий развития критического мышления
Развитие интеллектуальных способностей учащихся через использование технологий развития критического мышления Animaker_Вводный_модуль_2022
Animaker_Вводный_модуль_2022 Политическая партия Жас қанат
Политическая партия Жас қанат Тема: общая характеристика природы Яльчикского района
Тема: общая характеристика природы Яльчикского района Растительный и животный мир
Растительный и животный мир Психология и творчество
Психология и творчество Как и где получить финансы на развитие экоклуба
Как и где получить финансы на развитие экоклуба