- Технология и оборудование сварки давлением. Лекция №3

Содержание
- 2. СОДЕРЖАНИЕ ЛЕКЦИИ №3 Тема 3. Характеристики способов сварки Классификация способов сварки давлением по основным параметрам процесса
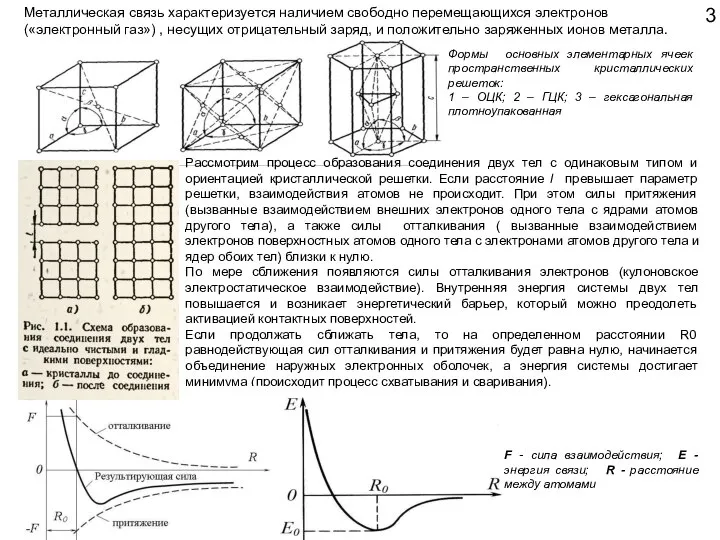
- 3. Формы основных элементарных ячеек пространственных кристаллических решеток: 1 – ОЦК; 2 – ГЦК; 3 – гексагональная
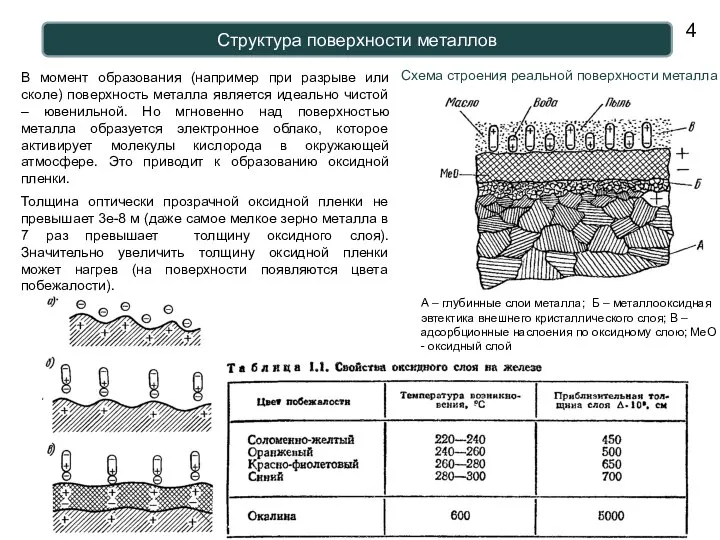
- 4. Структура поверхности металлов А – глубинные слои металла; Б – металлооксидная эвтектика внешнего кристаллического слоя; В
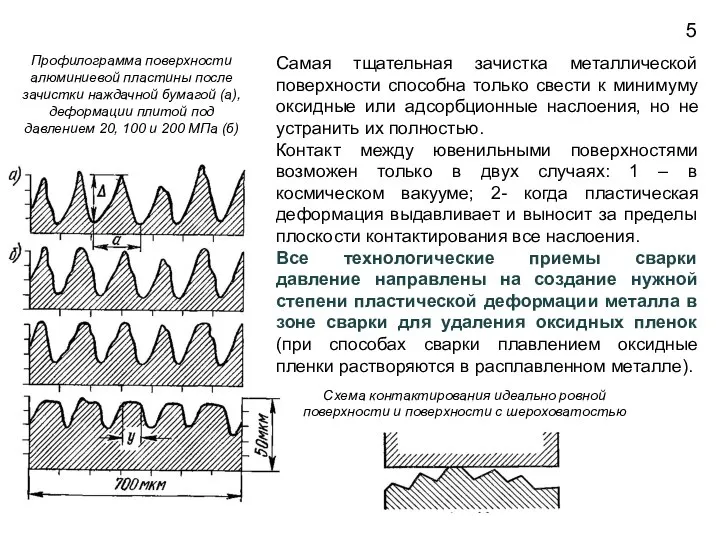
- 5. Схема контактирования идеально ровной поверхности и поверхности с шероховатостью Профилограмма поверхности алюминиевой пластины после зачистки наждачной
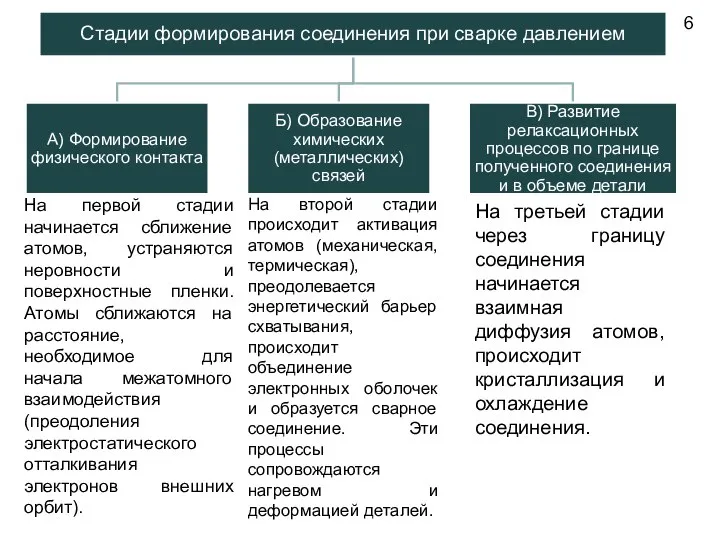
- 6. На первой стадии начинается сближение атомов, устраняются неровности и поверхностные пленки. Атомы сближаются на расстояние, необходимое
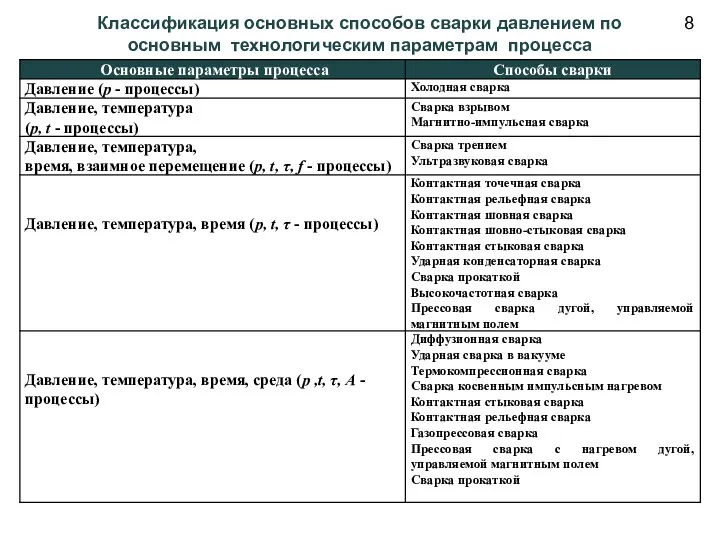
- 8. Классификация основных способов сварки давлением по основным технологическим параметрам процесса
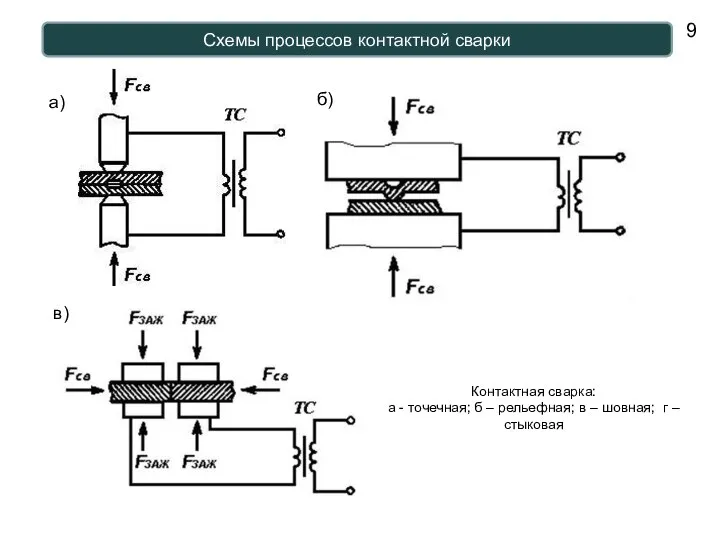
- 9. Схемы процессов контактной сварки Контактная сварка: а - точечная; б – рельефная; в – шовная; г
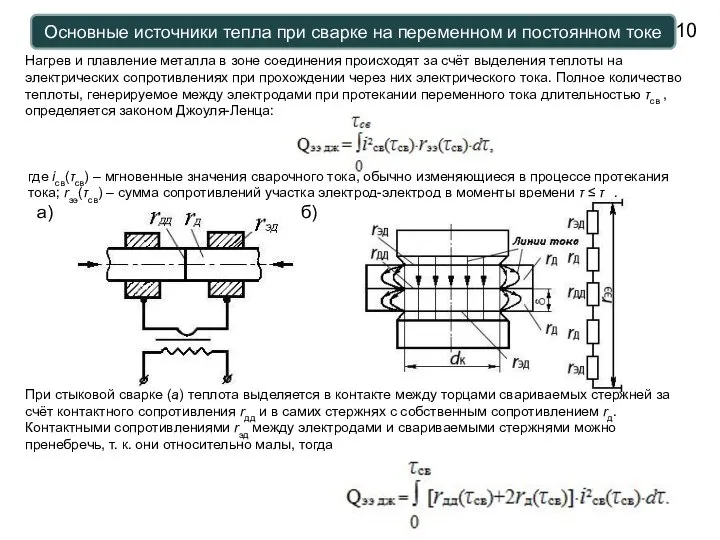
- 10. Основные источники тепла при сварке на переменном и постоянном токе Нагрев и плавление металла в зоне
- 11. Основные источники тепла при сварке на переменном и постоянном токе Явлением Пельтье называется выделение или поглощение
- 12. Электрическое сопротивление зоны нагрева. Под контактными сопротивлениями при различных способах контактной сварки понимают сопротивления, сосредоточенные в
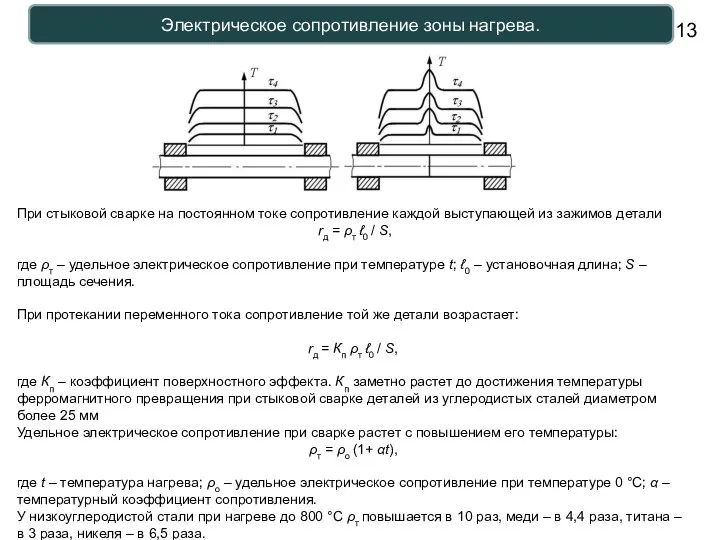
- 13. Электрическое сопротивление зоны нагрева. При стыковой сварке на постоянном токе сопротивление каждой выступающей из зажимов детали
- 14. r-u характеристики свариваемых контактов Зависимость сопротивления контакта rк от падения напряжения на нем называется r-u характеристикой.
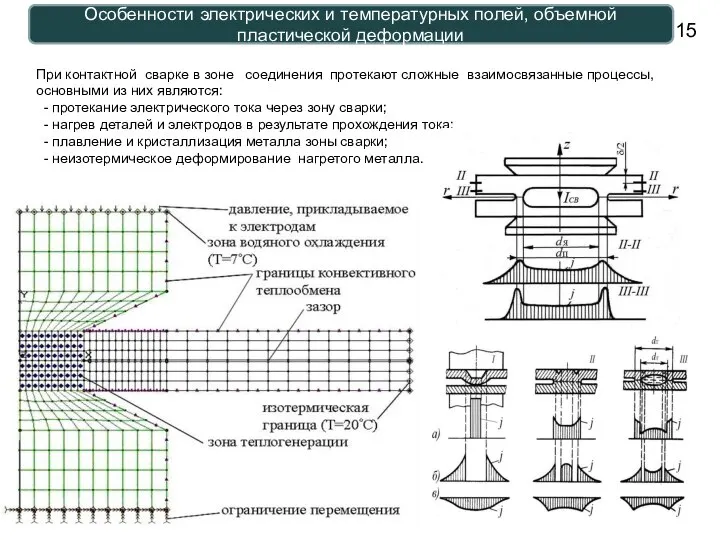
- 15. Особенности электрических и температурных полей, объемной пластической деформации При контактной сварке в зоне соединения протекают сложные
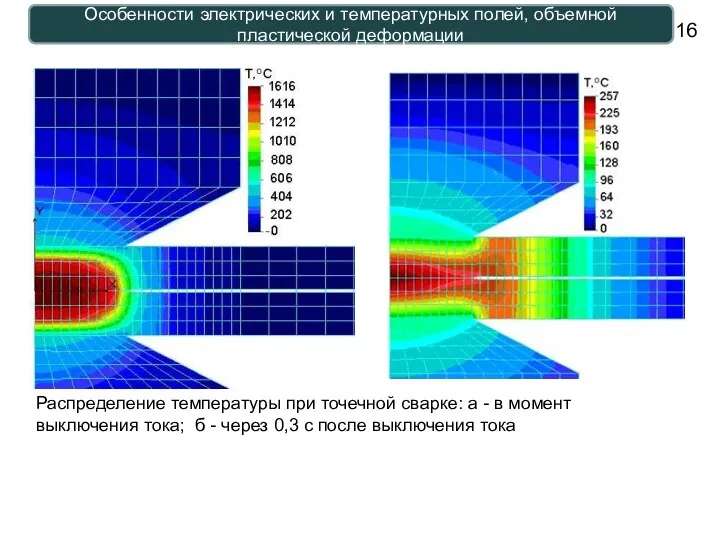
- 16. Особенности электрических и температурных полей, объемной пластической деформации Распределение температуры при точечной сварке: а - в
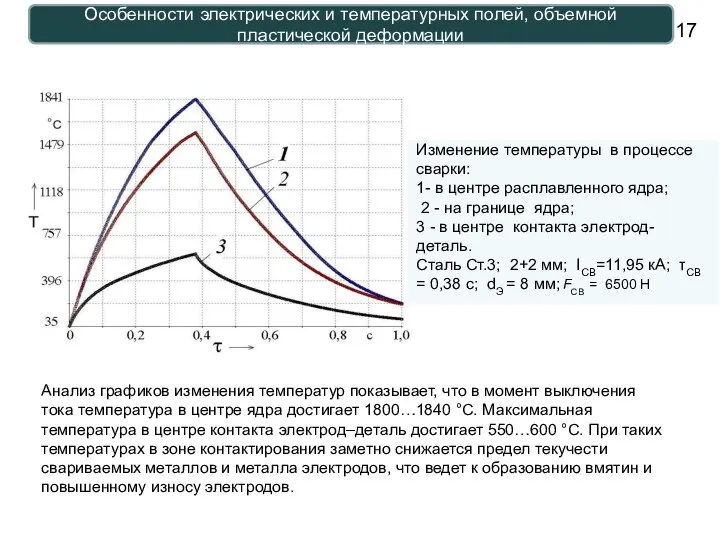
- 17. Особенности электрических и температурных полей, объемной пластической деформации Анализ графиков изменения температур показывает, что в момент
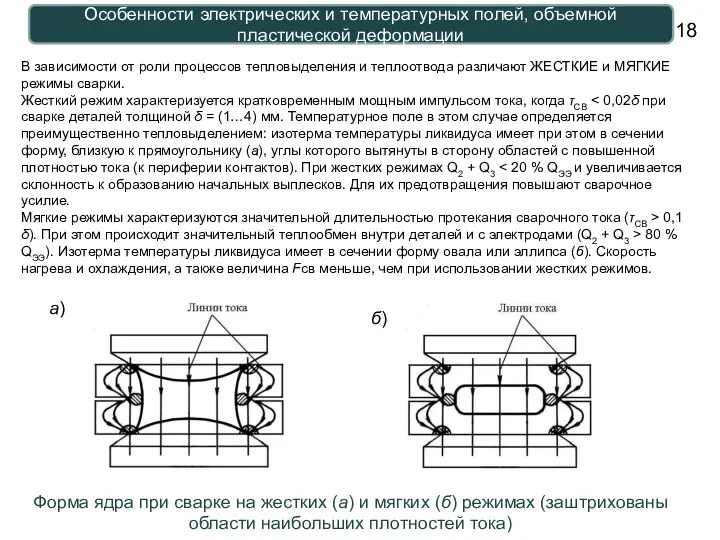
- 18. Особенности электрических и температурных полей, объемной пластической деформации В зависимости от роли процессов тепловыделения и теплоотвода
- 20. Скачать презентацию
Слайд 2СОДЕРЖАНИЕ ЛЕКЦИИ №3
Тема 3. Характеристики способов сварки
Классификация способов сварки давлением по основным
СОДЕРЖАНИЕ ЛЕКЦИИ №3
Тема 3. Характеристики способов сварки
Классификация способов сварки давлением по основным
Слайд 3Формы основных элементарных ячеек пространственных кристаллических решеток:
1 – ОЦК; 2 – ГЦК;
Формы основных элементарных ячеек пространственных кристаллических решеток:
1 – ОЦК; 2 – ГЦК;
Слайд 4Структура поверхности металлов
А – глубинные слои металла; Б – металлооксидная эвтектика внешнего
Структура поверхности металлов
А – глубинные слои металла; Б – металлооксидная эвтектика внешнего
Слайд 5Схема контактирования идеально ровной поверхности и поверхности с шероховатостью
Профилограмма поверхности алюминиевой пластины
Схема контактирования идеально ровной поверхности и поверхности с шероховатостью
Профилограмма поверхности алюминиевой пластины
Слайд 6На первой стадии начинается сближение атомов, устраняются неровности и поверхностные пленки. Атомы
На первой стадии начинается сближение атомов, устраняются неровности и поверхностные пленки. Атомы
Слайд 8Классификация основных способов сварки давлением по основным технологическим параметрам процесса
Классификация основных способов сварки давлением по основным технологическим параметрам процесса
Слайд 9Схемы процессов контактной сварки
Контактная сварка:
а - точечная; б – рельефная; в
Схемы процессов контактной сварки
Контактная сварка:
а - точечная; б – рельефная; в
Слайд 10Основные источники тепла при сварке на переменном и постоянном токе
Нагрев и плавление
Основные источники тепла при сварке на переменном и постоянном токе
Нагрев и плавление
Слайд 11Основные источники тепла при сварке на переменном и постоянном токе
Явлением Пельтье называется
Основные источники тепла при сварке на переменном и постоянном токе
Явлением Пельтье называется
Слайд 12Электрическое сопротивление зоны нагрева.
Под контактными сопротивлениями при различных способах контактной сварки
Электрическое сопротивление зоны нагрева.
Под контактными сопротивлениями при различных способах контактной сварки

Слайд 13Электрическое сопротивление зоны нагрева.
При стыковой сварке на постоянном токе сопротивление каждой
Электрическое сопротивление зоны нагрева.
При стыковой сварке на постоянном токе сопротивление каждой
Слайд 14r-u характеристики свариваемых контактов
Зависимость сопротивления контакта rк от падения напряжения на нем
r-u характеристики свариваемых контактов
Зависимость сопротивления контакта rк от падения напряжения на нем

Слайд 15Особенности электрических и температурных полей, объемной пластической деформации
При контактной сварке в зоне
Особенности электрических и температурных полей, объемной пластической деформации
При контактной сварке в зоне
Слайд 16Особенности электрических и температурных полей, объемной пластической деформации
Распределение температуры при точечной сварке:
Особенности электрических и температурных полей, объемной пластической деформации
Распределение температуры при точечной сварке:
Слайд 17Особенности электрических и температурных полей, объемной пластической деформации
Анализ графиков изменения температур показывает,
Особенности электрических и температурных полей, объемной пластической деформации
Анализ графиков изменения температур показывает,
Слайд 18Особенности электрических и температурных полей, объемной пластической деформации
В зависимости от роли процессов
Особенности электрических и температурных полей, объемной пластической деформации
В зависимости от роли процессов
 Голубь мира
Голубь мира Храм книги. Необыкновенные библиотеки. Виртуальная экскурсия
Храм книги. Необыкновенные библиотеки. Виртуальная экскурсия Презентация (1) (1)
Презентация (1) (1) Прогрессивное налогообложение в разных странах
Прогрессивное налогообложение в разных странах Путешествие с приключениями во рту
Путешествие с приключениями во рту СОЗДАНИЕ РАДИОПРОГРАММкак социальной рекламы
СОЗДАНИЕ РАДИОПРОГРАММкак социальной рекламы Евгений Онегин
Евгений Онегин Особенности рельефа России
Особенности рельефа России Презентация на тему Групповая дифференциация и лидерство
Презентация на тему Групповая дифференциация и лидерство Подвиг в тылу
Подвиг в тылу Искусство первобытного человека
Искусство первобытного человека Компьютерное тестирование
Компьютерное тестирование Всероссийская электронная музыкальная библиотека LibMusicЗадачи первого этапа разработки
Всероссийская электронная музыкальная библиотека LibMusicЗадачи первого этапа разработки Тренажёр по английскому языку "Найди рифму"
Тренажёр по английскому языку "Найди рифму" Leadership styles
Leadership styles Зіставна лінгвістика як наука і навчальна дисципліна
Зіставна лінгвістика як наука і навчальна дисципліна Презентация к уроку литературного чтения по теме: В.Ю.Драгунский «Что любит Мишка»
Презентация к уроку литературного чтения по теме: В.Ю.Драгунский «Что любит Мишка» Символика Краснодарского края
Символика Краснодарского края Цвета на грядке
Цвета на грядке Вода-вещество №1
Вода-вещество №1 Фотографии
Фотографии ОСВЕЩЕНИЕ. СВЕТ И ТЕНЬ
ОСВЕЩЕНИЕ. СВЕТ И ТЕНЬ Программируем в Windows Forms
Программируем в Windows Forms  Памяти нашей мамочки посвящается
Памяти нашей мамочки посвящается Анализ учебно-воспитательной работы МОУ « СОШ № 108»
Анализ учебно-воспитательной работы МОУ « СОШ № 108» Финансовая грамотность в event, сметы и планирование
Финансовая грамотность в event, сметы и планирование Выполнила: Лупанова Эмилия ученица 4 «В» класса Руководитель: Кириченко Н. М. Муниципальное общеобразовательное учреждение «Гимна
Выполнила: Лупанова Эмилия ученица 4 «В» класса Руководитель: Кириченко Н. М. Муниципальное общеобразовательное учреждение «Гимна Госпожа Метелиця
Госпожа Метелиця