- Технология производства полимерных труб

Содержание
- 2. Изготовление труб, шлангов, профилей Процесс получения гладких, перфорированных, армированных, гофрированных труб, шлангов, изоляции кабелей и профилей
- 3. Полимеры для производства труб, преимущества Трубы изготовляют из высоковязких сортов полимеров. Для их производства применяют полиэтилен
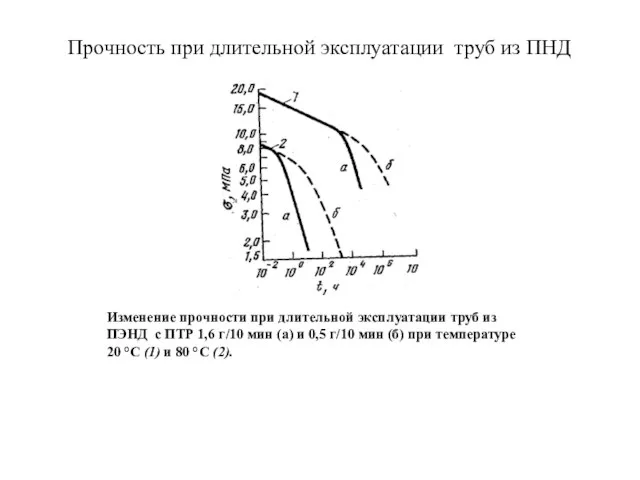
- 4. Прочность при длительной эксплуатации труб из ПНД Изменение прочности при длительной эксплуатации труб из ПЭНД с
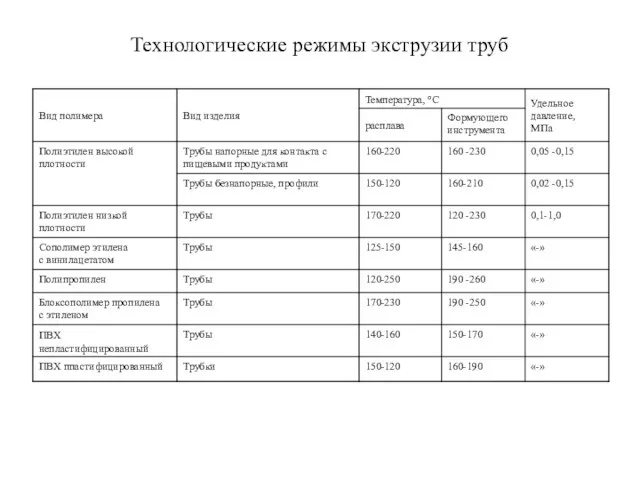
- 5. Технологические режимы экструзии труб
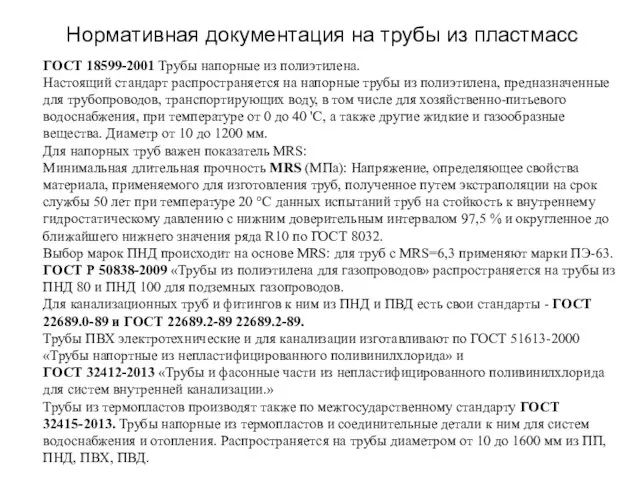
- 6. Нормативная документация на трубы из пластмасс ГОСТ 18599-2001 Трубы напорные из полиэтилена. Настоящий стандарт распространяется на
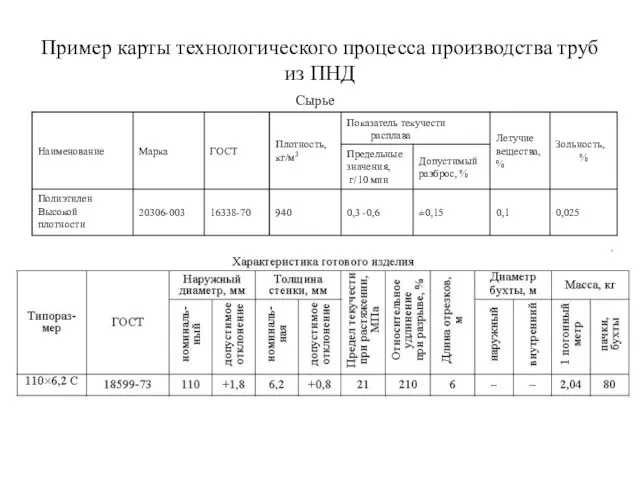
- 7. Пример карты технологического процесса производства труб из ПНД Сырье
- 8. Процесс производства полимерных труб Гранулированный полимерный материал пневмозагрузчиком подается в бункер экструдера, нагревается, пластицируется и в
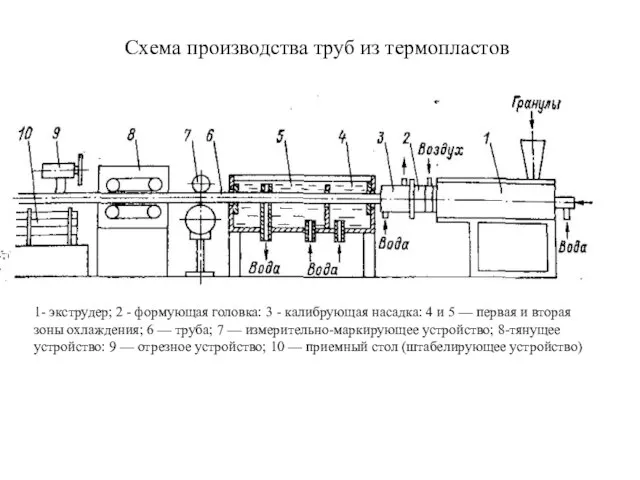
- 9. Схема производства труб из термопластов 1- экструдер; 2 - формующая головка: 3 - калибрующая насадка: 4
- 10. Охлаждение трубы в водяной ванне Охлаждение труб проводится орошением их водой или пропусканием через водяную ванну.
- 11. Тянущее устройство Тянущее устройство предназначено для отвода изделия от формующей головки и перемещения его через охлаждающую
- 12. Резка труб или намотка Резка труб осуществляется пилами различной конструкции (циркульной, ленточной). В процессе резки пила
- 13. Экструдеры в трубной линии Используют в основном одношнековые экструдеры с длиной шнека (25-30)D. Применение длинных шнеков
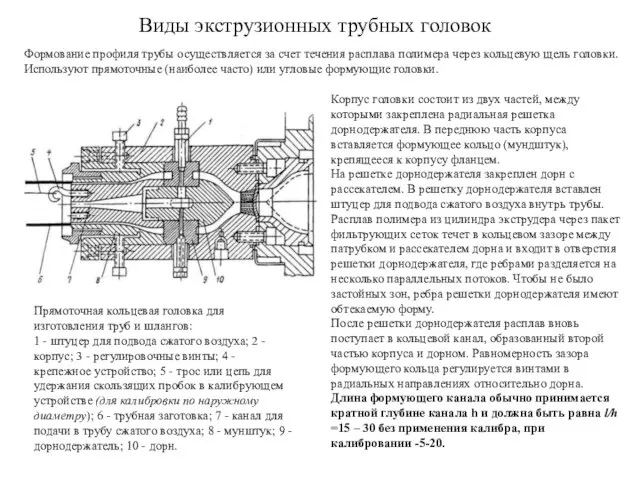
- 14. Виды экструзионных трубных головок Корпус головки состоит из двух частей, между которыми закреплена радиальная решетка дорнодержателя.
- 15. Трубная головка для ПЭ труб большого диаметра Конструкции формующих головок должны удовлетворять следующим общим требованиям: 1)
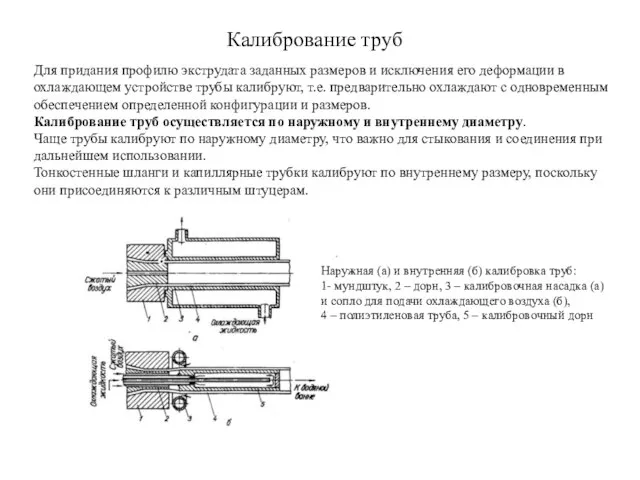
- 16. Калибрование труб Для придания профилю экструдата заданных размеров и исключения его деформации в охлаждающем устройстве трубы
- 17. Необходимость калибрования труб Для придания калибруемому изделию требуемой формы с последующим ее сохранением процесс должен начинаться
- 18. Калибрование сжатым воздухом При калибровании по наружному диаметру с использованием сжатого воздуха трубчатая заготовка поступает внутрь
- 19. Параметры калибрования труб Давление воздуха Избыточное давление калибрующего воздуха (МПа) – (0,08…0,1)/(0,1…0,12). Давление расплава в головке
- 20. Калибрование вакуумом При калибровании вакуумом необходимо обеспечить герметичность между зкструдатом и гильзой (стенкой калибратора) на входе,
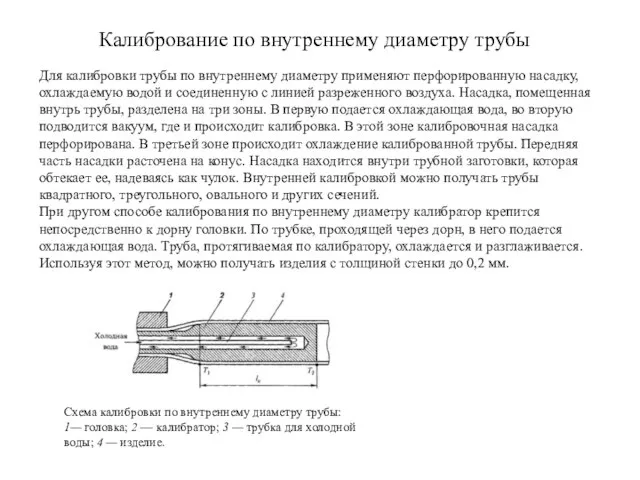
- 21. Калибрование по внутреннему диаметру трубы Для калибровки трубы по внутреннему диаметру применяют перфорированную насадку, охлаждаемую водой
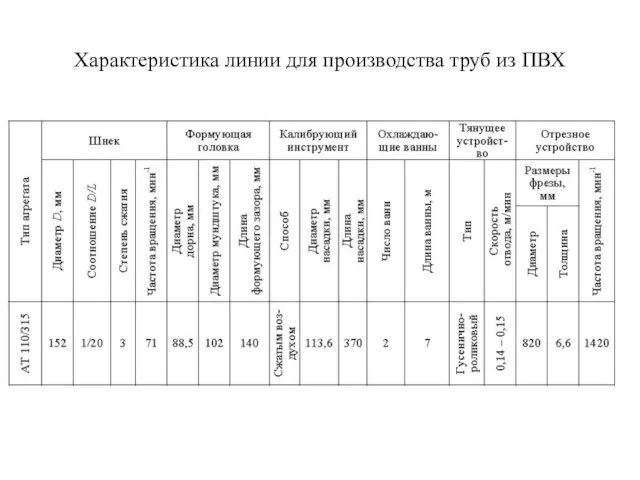
- 22. Характеристика линии для производства труб из ПВХ
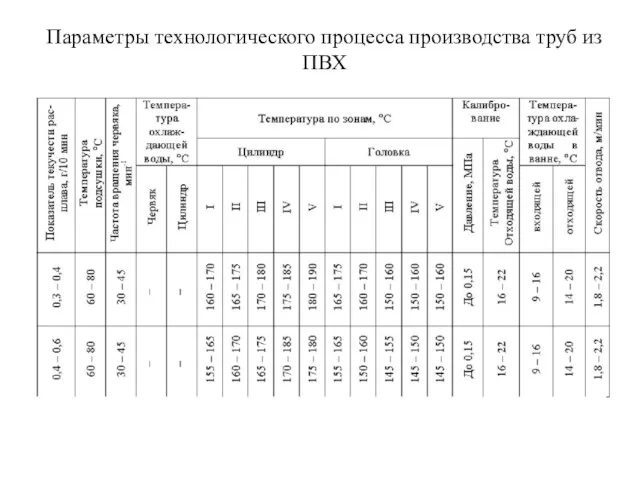
- 23. Параметры технологического процесса производства труб из ПВХ
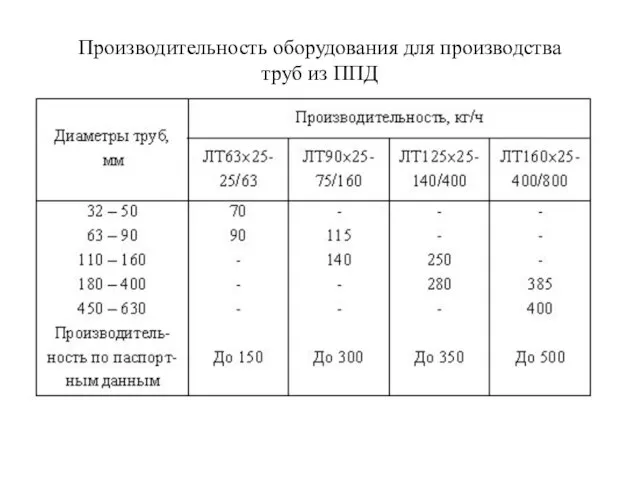
- 24. Производительность оборудования для производства труб из ППД
- 25. Соответствие трубной продукции из ПНД нормативной документации Вся трубная продукция должна соответствовать ГОСТ 18599-2001 (водоснабжение), ГОСТ
- 26. Трубы из ПЭ 80 и ПЭ 100 Различие между полиэтиленами ПЭ100 и ПЭ80 Если не переходить
- 27. Виды брака Виды брака при производстве труб. Шероховатая наружная или внутренняя поверхность труб получается: • при
- 29. Скачать презентацию
Слайд 2Изготовление труб, шлангов, профилей
Процесс получения гладких, перфорированных, армированных, гофрированных труб, шлангов,
Изготовление труб, шлангов, профилей
Процесс получения гладких, перфорированных, армированных, гофрированных труб, шлангов,
Слайд 3Полимеры для производства труб, преимущества
Трубы изготовляют из высоковязких сортов полимеров. Для их
Полимеры для производства труб, преимущества
Трубы изготовляют из высоковязких сортов полимеров. Для их
Слайд 4Прочность при длительной эксплуатации труб из ПНД
Изменение прочности при длительной эксплуатации труб
Прочность при длительной эксплуатации труб из ПНД
Изменение прочности при длительной эксплуатации труб
Слайд 5Технологические режимы экструзии труб
Технологические режимы экструзии труб
Слайд 6Нормативная документация на трубы из пластмасс
ГОСТ 18599-2001 Трубы напорные из полиэтилена.
Настоящий стандарт
Нормативная документация на трубы из пластмасс
ГОСТ 18599-2001 Трубы напорные из полиэтилена.
Настоящий стандарт
Слайд 7Пример карты технологического процесса производства труб из ПНД
Сырье
Пример карты технологического процесса производства труб из ПНД
Сырье
Слайд 8Процесс производства полимерных труб
Гранулированный полимерный материал пневмозагрузчиком подается в бункер экструдера, нагревается,
Процесс производства полимерных труб
Гранулированный полимерный материал пневмозагрузчиком подается в бункер экструдера, нагревается,

Слайд 9Схема производства труб из термопластов
1- экструдер; 2 - формующая головка: 3 -
Схема производства труб из термопластов
1- экструдер; 2 - формующая головка: 3 -
Слайд 10Охлаждение трубы в водяной ванне
Охлаждение труб проводится орошением их водой или пропусканием через
Охлаждение трубы в водяной ванне
Охлаждение труб проводится орошением их водой или пропусканием через

Слайд 11Тянущее устройство
Тянущее устройство предназначено для отвода изделия от формующей головки и перемещения его
Тянущее устройство
Тянущее устройство предназначено для отвода изделия от формующей головки и перемещения его

Слайд 12Резка труб или намотка
Резка труб осуществляется пилами различной конструкции (циркульной, ленточной). В процессе
Резка труб или намотка
Резка труб осуществляется пилами различной конструкции (циркульной, ленточной). В процессе

Слайд 13Экструдеры в трубной линии
Используют в основном одношнековые экструдеры с длиной шнека (25-30)D.
Экструдеры в трубной линии
Используют в основном одношнековые экструдеры с длиной шнека (25-30)D.

Слайд 14Виды экструзионных трубных головок
Корпус головки состоит из двух частей, между которыми закреплена
Виды экструзионных трубных головок
Корпус головки состоит из двух частей, между которыми закреплена
Слайд 15Трубная головка для ПЭ труб большого диаметра
Конструкции формующих головок должны удовлетворять следующим
Трубная головка для ПЭ труб большого диаметра
Конструкции формующих головок должны удовлетворять следующим

Слайд 16Калибрование труб
Для придания профилю экструдата заданных размеров и исключения его деформации в
Калибрование труб
Для придания профилю экструдата заданных размеров и исключения его деформации в
Слайд 17Необходимость калибрования труб
Для придания калибруемому изделию требуемой формы с последующим ее сохранением
Необходимость калибрования труб
Для придания калибруемому изделию требуемой формы с последующим ее сохранением
Слайд 18Калибрование сжатым воздухом
При калибровании по наружному диаметру с использованием сжатого воздуха трубчатая
Калибрование сжатым воздухом
При калибровании по наружному диаметру с использованием сжатого воздуха трубчатая

Слайд 19Параметры калибрования труб
Давление воздуха
Избыточное давление калибрующего воздуха (МПа) – (0,08…0,1)/(0,1…0,12).
Давление
Параметры калибрования труб
Давление воздуха
Избыточное давление калибрующего воздуха (МПа) – (0,08…0,1)/(0,1…0,12).
Давление
Слайд 20Калибрование вакуумом
При калибровании вакуумом необходимо обеспечить герметичность между зкструдатом и гильзой (стенкой
Калибрование вакуумом
При калибровании вакуумом необходимо обеспечить герметичность между зкструдатом и гильзой (стенкой

Слайд 21Калибрование по внутреннему диаметру трубы
Для калибровки трубы по внутреннему диаметру применяют перфорированную
Калибрование по внутреннему диаметру трубы
Для калибровки трубы по внутреннему диаметру применяют перфорированную
Слайд 22Характеристика линии для производства труб из ПВХ
Характеристика линии для производства труб из ПВХ
Слайд 23Параметры технологического процесса производства труб из ПВХ
Параметры технологического процесса производства труб из ПВХ
Слайд 24Производительность оборудования для производства
труб из ППД
Производительность оборудования для производства
труб из ППД
Слайд 25Соответствие трубной продукции из ПНД нормативной документации
Вся трубная продукция должна соответствовать ГОСТ
Соответствие трубной продукции из ПНД нормативной документации
Вся трубная продукция должна соответствовать ГОСТ
Слайд 26Трубы из ПЭ 80 и ПЭ 100
Различие между полиэтиленами ПЭ100 и ПЭ80
Если
Трубы из ПЭ 80 и ПЭ 100
Различие между полиэтиленами ПЭ100 и ПЭ80
Если
Слайд 27Виды брака
Виды брака при производстве труб.
Шероховатая наружная или внутренняя поверхность труб
Виды брака
Виды брака при производстве труб.
Шероховатая наружная или внутренняя поверхность труб
 Вода - главный источник жизни
Вода - главный источник жизни Презентация на тему Все про медведей
Презентация на тему Все про медведей Интерактивная игра-викторина О чем расскажет памятник…
Интерактивная игра-викторина О чем расскажет памятник… ustanovka_denvera
ustanovka_denvera День Конституции. Интерактивная викторина - раскраска
День Конституции. Интерактивная викторина - раскраска Все народы воспевают материнство
Все народы воспевают материнство Понятие и виды временной нетрудоспособности. Пособия
Понятие и виды временной нетрудоспособности. Пособия Презентация на тему Урок Photoshop
Презентация на тему Урок Photoshop Семейный бюджет
Семейный бюджет 1136315
1136315 Презентация на тему Чудеса архитектуры
Презентация на тему Чудеса архитектуры  Создание единого китайского государства
Создание единого китайского государства Анималистика в творчестве Л. В. Позена
Анималистика в творчестве Л. В. Позена СИСТЕМА РАБОТЫ МОУ ГИМНАЗИЯ №5 ПО ДУХОВНО-НРАВСТВЕННОМУ ВОСПИТАНИЮ И РЕЛИГИОВЕДЧЕСКОМУ ОБРАЗОВАНИЮ2011г.
СИСТЕМА РАБОТЫ МОУ ГИМНАЗИЯ №5 ПО ДУХОВНО-НРАВСТВЕННОМУ ВОСПИТАНИЮ И РЕЛИГИОВЕДЧЕСКОМУ ОБРАЗОВАНИЮ2011г. Основные направления введения нормативно-подушевого финансирования и новой системы оплаты труда педагогических работников
Основные направления введения нормативно-подушевого финансирования и новой системы оплаты труда педагогических работников Справочник колориста. Описание цветных компонентов
Справочник колориста. Описание цветных компонентов Тестируем производительность: результаты нагрузочного тестирования, выполненного компаниями «1С-Битрикс», «Онтико» и .masterhost
Тестируем производительность: результаты нагрузочного тестирования, выполненного компаниями «1С-Битрикс», «Онтико» и .masterhost Проведение капитального ремонта на участке железной дороги, содержащем водопропускные сооружения
Проведение капитального ремонта на участке железной дороги, содержащем водопропускные сооружения Менеджмент. Основные понятия
Менеджмент. Основные понятия Внимание!
Внимание! ПЕДАГОГИЧЕСКИЙ СОВЕТНА ТЕМУ
ПЕДАГОГИЧЕСКИЙ СОВЕТНА ТЕМУ МедСофт 2009 Андрей Хаустов Менеджер по развитию бизнеса Департамент комплексных мобильных решений Email:
МедСофт 2009 Андрей Хаустов Менеджер по развитию бизнеса Департамент комплексных мобильных решений Email:  Создание проекта Zend
Создание проекта Zend План муниципальной площадки по образовательной области Физическое развития для инструкторов ФИЗО г. Чебоксары
План муниципальной площадки по образовательной области Физическое развития для инструкторов ФИЗО г. Чебоксары Цветовое решение интерьера гостиничных номеров. Практическая № 19
Цветовое решение интерьера гостиничных номеров. Практическая № 19 Теории научения в современной психологии
Теории научения в современной психологии Приемная кампания 2012
Приемная кампания 2012 Конкурскультурно-образовательных инициатив
Конкурскультурно-образовательных инициатив