- Технология сварки ТИГ

Содержание
- 2. ТИГ сварка Повторение основной теории.
- 4. Часть 1 https://www.youtube.com/watch?v=YJTT65jFXzg&feature=emb_logo В видео: Что такое аргонодуговая сварка, где и для чего она применяется. Преимущества
- 5. Часть 2 https://www.youtube.com/watch?v=OQZE-tBPKv4 чем отличаются друг от друга TIG горелки и какая нужна именно вам, Какой
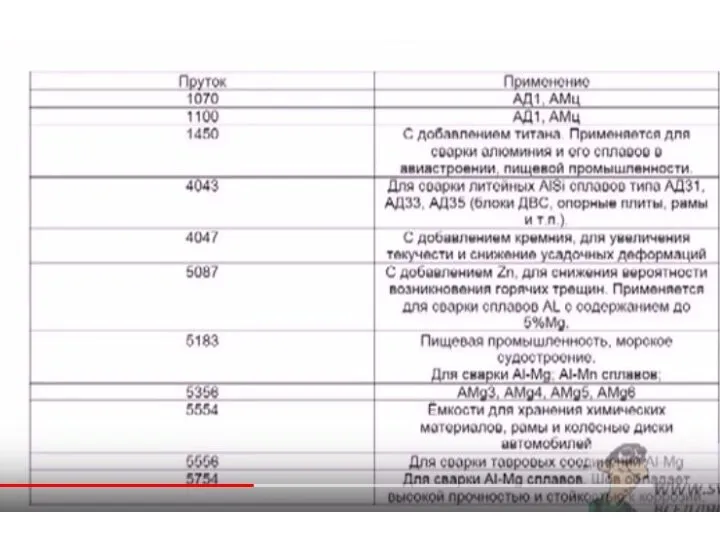
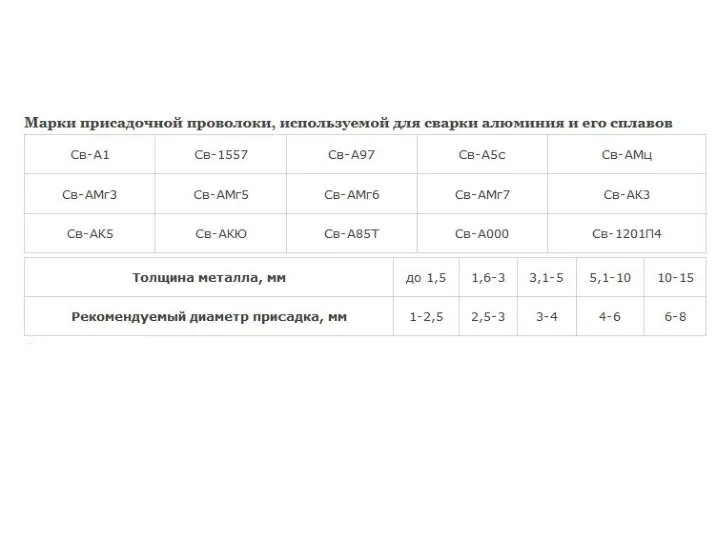
- 6. Часть 3 https://www.youtube.com/watch?v=3K4JTvdbU0U&t=52s В видео: Как выбрать присадочный пруток для TIG сварки. Состав прутка и его
- 7. Технология сварки высоколегированных (нержавеющих) и жаропрочных сталей и сплавов
- 8. Высоколегированная нержавеющая сталь – один из самых сложных металлов для сварочных работ Что такое сталь: это
- 9. Высоколегированные нержавеющие стали широко применяются в пищевой, химической, авиационно-космической, электротехнической промышленности
- 10. У нержавейки теплопроводность ниже, чем у других видов стали. Поэтому ее приходится прогревать намного дольше, а
- 11. https://www.youtube.com/watch?v=sGO3TbX8u6w 00:05 Выбор источника тока для ТИГ сварки нержавейки. 00:28 Бесконтактный поджиг и функция заварки кратера.
- 12. 00:06 TIG сварка труб из нержавеющей стали. Защита шва аргоном. 01:54 ТИГ сварка массивных заготовок из
- 13. Технология сварки высоколегированных (нержавеющих) и жаропрочных сталей и сплавов https://weldering.com/tehnologiya-svarki-vysokolegirovannyh-nerzhaveyushchih-zharoprochnyh-staley-splavov
- 15. Трудности при сварке Защитный газ необходимо предварительно просушить или добавить к нему 2-5% кислорода. Это обеспечит
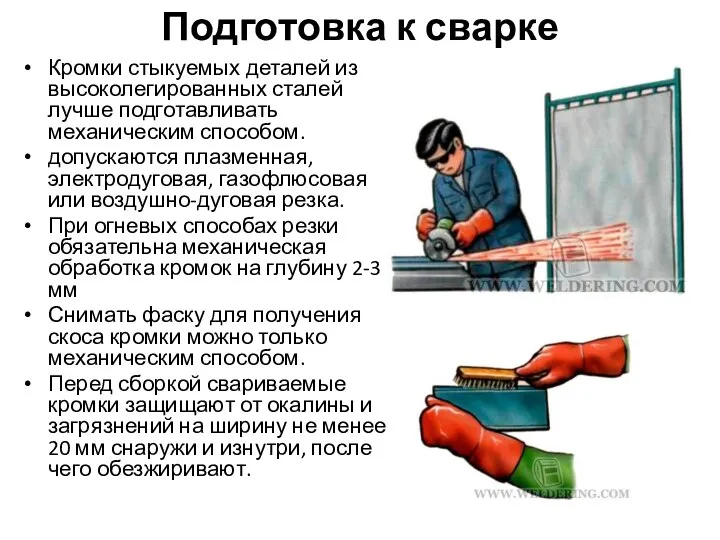
- 16. Подготовка к сварке Кромки стыкуемых деталей из высоколегированных сталей лучше подготавливать механическим способом. допускаются плазменная, электродуговая,
- 17. Сборка стыков выполняют либо в инвентарных приспособлениях, либо с помощью прихваток. При этом необходимо учесть возможную
- 18. Выбор параметров режима Основные рекомендации те же, что при сварке углеродистых и низколегированных сталей. Главная особенность
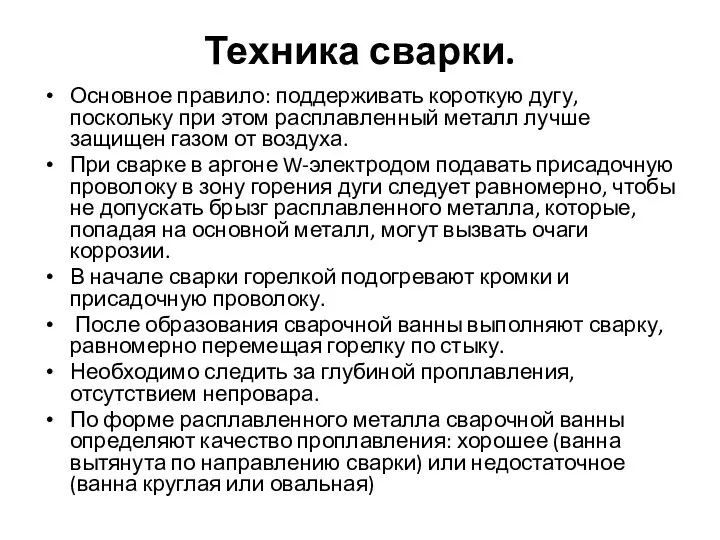
- 19. Техника сварки. Основное правило: поддерживать короткую дугу, поскольку при этом расплавленный металл лучше защищен газом от
- 20. Значение сварочного тока уточняют при сварке пробных стыков Окисленный конец проволоки удаляют кусачками или пассатижами
- 21. Технология сварки алюминия и его сплавов
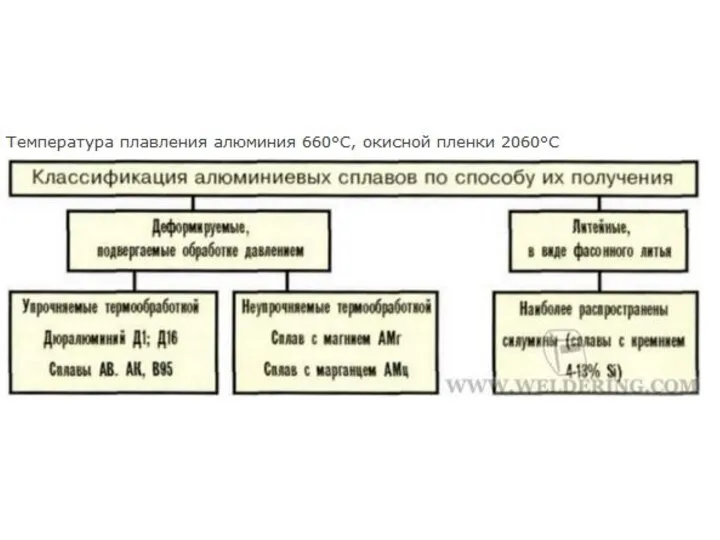
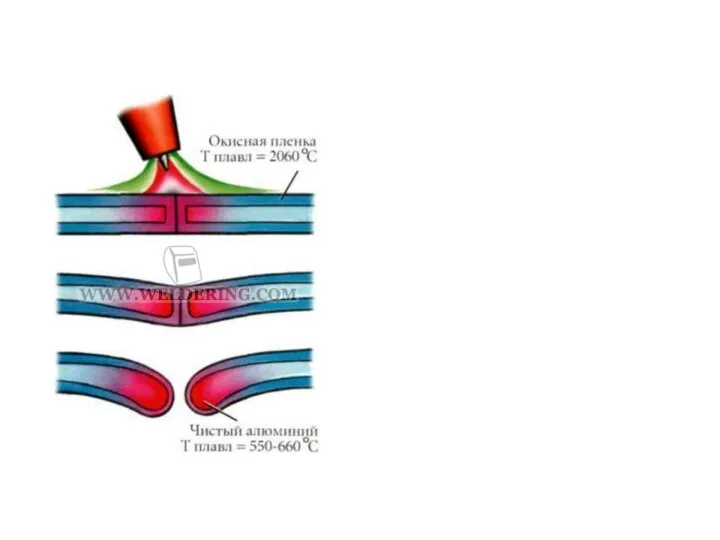
- 26. Трудности при сварке Температура плавления окисной пленки значительно выше, чем алюминия, и она расплавляется позже. Высокая
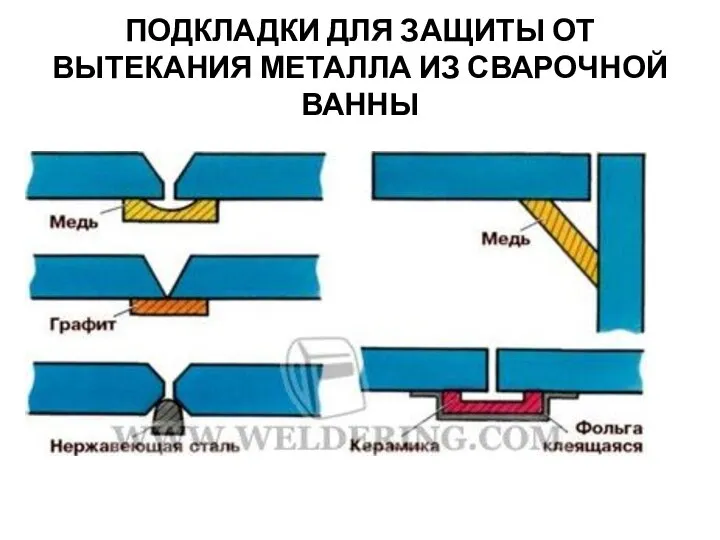
- 28. ПОДКЛАДКИ ДЛЯ ЗАЩИТЫ ОТ ВЫТЕКАНИЯ МЕТАЛЛА ИЗ СВАРОЧНОЙ ВАННЫ
- 29. Подготовка к сварке. Резка и подготовка кромок ведутся механическим способом. На ширину 100-150 мм их обезжиривают
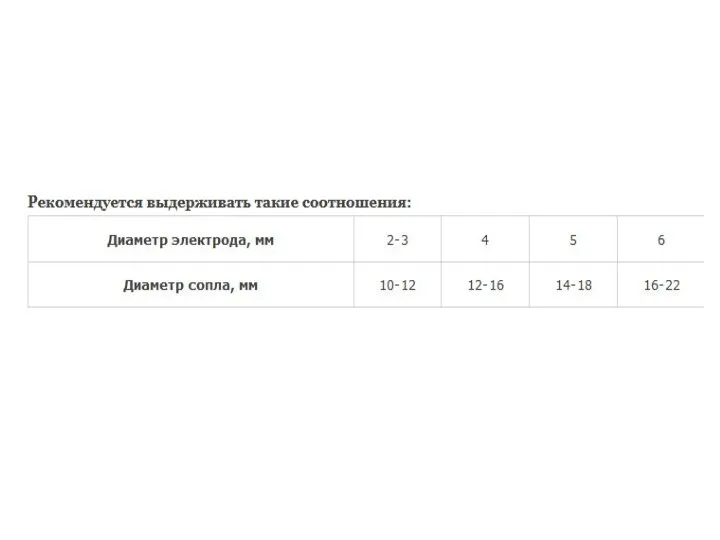
- 30. Выбор параметров режима Метод сварки неплавящимся электродом применяют для изделий из алюминиевых сплавов толщиной до 12
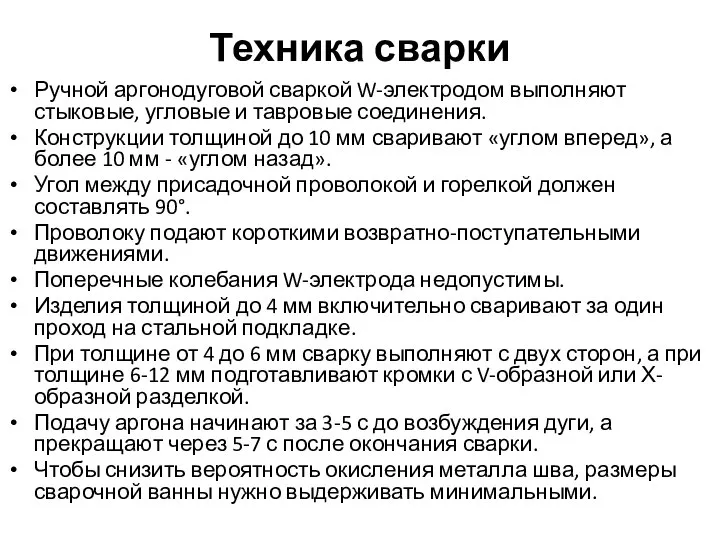
- 32. Техника сварки Ручной аргонодуговой сваркой W-электродом выполняют стыковые, угловые и тавровые соединения. Конструкции толщиной до 10
- 33. https://www.youtube.com/watch?v=_Z51mUKRGkI TIG сварка алюминия. Основы аргонодуговой сварки для начинающих.
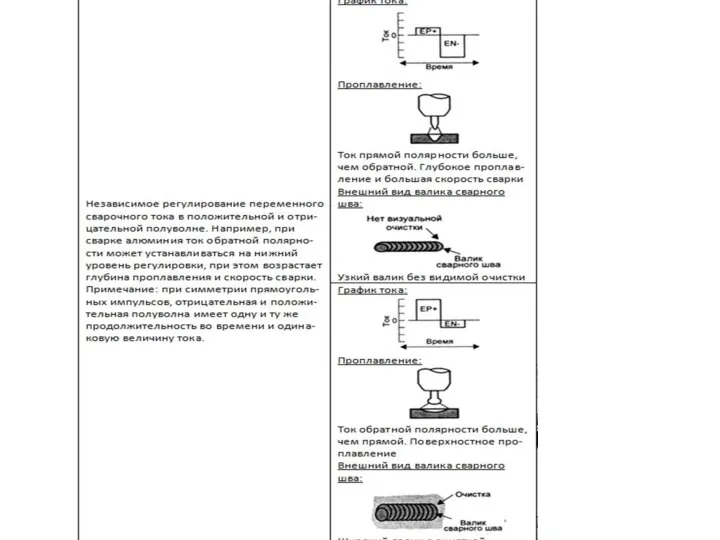
- 34. Основные независимые регулировки установок ТИГ сварки на переменном токе 1) баланс (процент времени отрицательной полярности электрода);
- 35. параметры при сварке на переменном токе АС Frequency - частота на переменном токе; АС Balance -
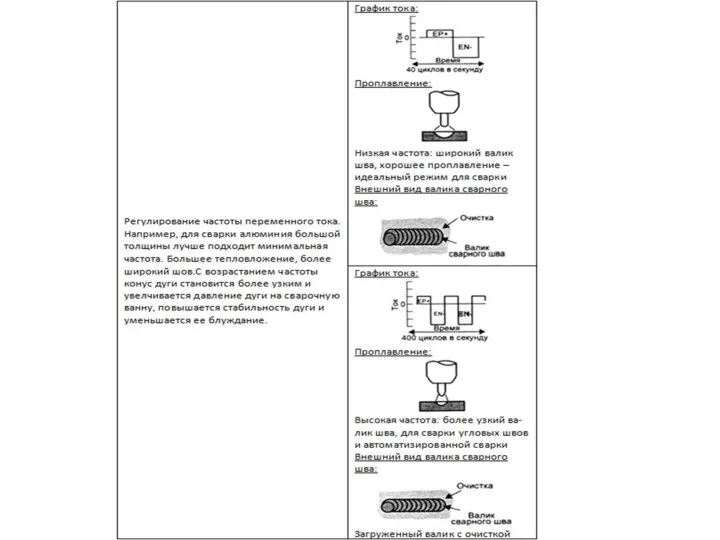
- 36. Регулировка частоты С повышением частоты увеличивается давление дуги на сварочную ванну, повышается стабильность горения дуги, и
- 37. Регулировка частоты на переменном токе Регулировка частоты(Hz) позволяет контролировать амплитуду дуги: чем выше частота, тем уже
- 38. https://www.youtube.com/watch?v=wCwPc3TtCHU Подробно про баланс переменного тока. (AC Balance) TIG сварка алюминия.
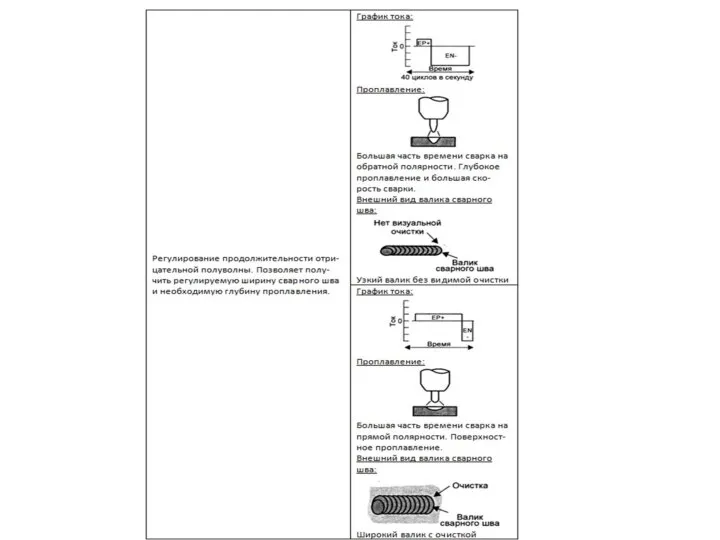
- 39. Установка баланса полуволны переменного тока Эта функция активна только на переменном токе. С увеличением баланса полуволны
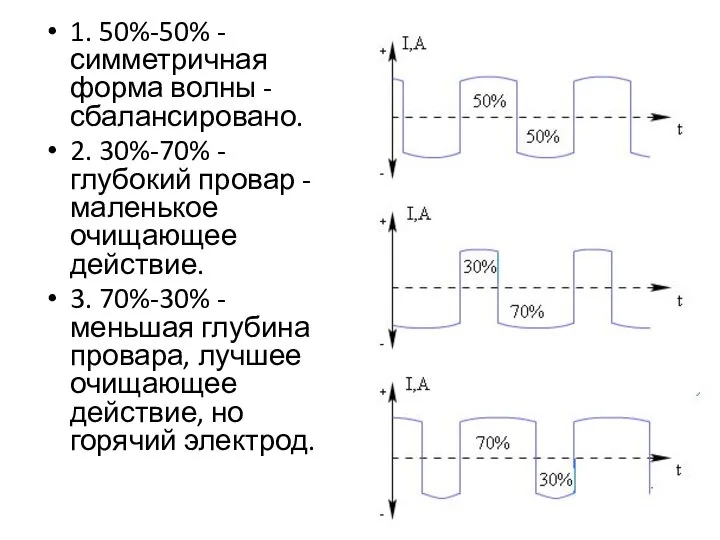
- 40. Максимальное проплавление при сварке на переменном токе достигается при максимальной продолжительности отрицательной полуволны (минус на электроде)
- 41. 1. 50%-50% - симметричная форма волны - сбалансировано. 2. 30%-70% - глубокий провар - маленькое очищающее
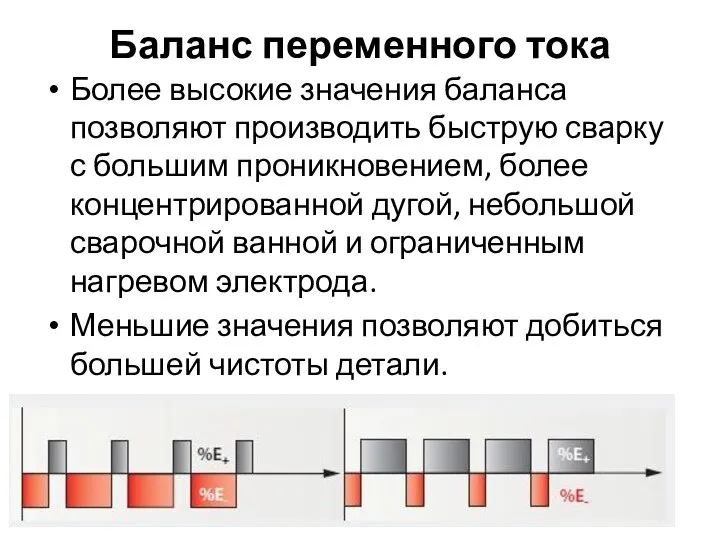
- 42. Баланс переменного тока Более высокие значения баланса позволяют производить быструю сварку с большим проникновением, более концентрированной
- 43. Максимальные и минимальные значения параметров при сварке на переменном токе
- 44. Максимальное очищающее действие дуги наступает, когда положительная полуволна больше отрицательной, т. е. продолжительность сварки на обратной
- 48. TIG сварка алюминия для чайников в 3-х частях
- 49. https://www.youtube.com/watch?v=rAQAaN_0-8U Из видео вы узнаете: 00:20 Какой источники тока нужен для TIG сварки алюминия 00:40 Функциональные
- 50. https://www.youtube.com/watch?v=qz3vH9x19tY Из видео вы узнаете как настроить AuroraPRO IRONMAN 200 AC/DC для сварки алюминия. 00:29 Баланс
- 51. https://www.youtube.com/watch?v=IKJ6CxW2Clg Из видео вы узнаете: 00:05 Особенности настройки сварочного тока для работы с алюминием 01:08 Подготовка
- 52. Аргонодуговая сварка алюминиевых и магниевых сплавов в среде защитных газов инструкция http://weldworld.ru/instructions/svarka-dugovaya/5696-argonodugovaya-svarka-alyuminievyh-i-magnievyh-splavov-v-srede-zashchitnyh-gazov.html
- 53. https://www.youtube.com/user/SvarckaRU/videos
- 54. Сварка цветных металлов Технология сварки меди Технология сварки бронзы Технология сварки латуни Технология сварки титана и
- 55. Технология сварки меди
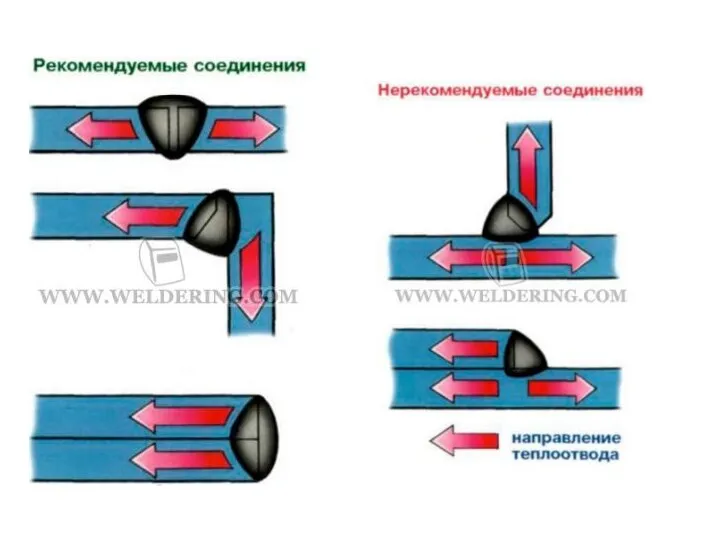
- 59. Трудности при сварке Высокая теплопроводность меди (в 6 раз выше, чем у железа) требует применять сварочную
- 61. Трудности при сварке Активная способность поглощать при расплавлении газы (кислород и водород), приводящая к пористости шва
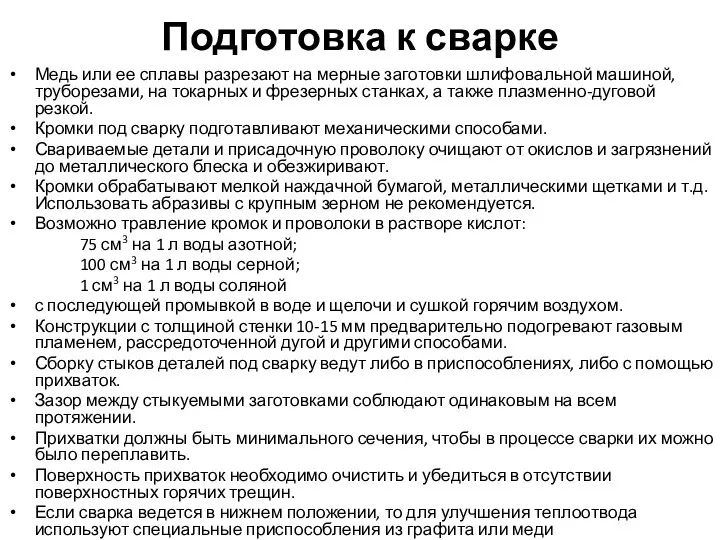
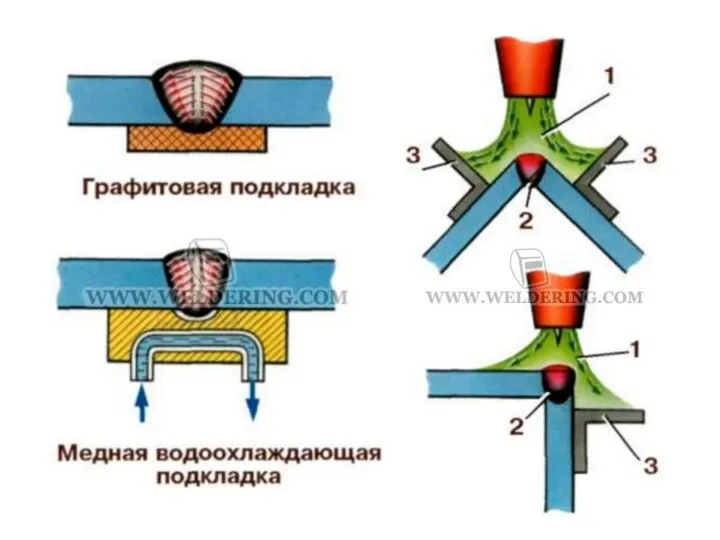
- 62. Подготовка к сварке Медь или ее сплавы разрезают на мерные заготовки шлифовальной машиной, труборезами, на токарных
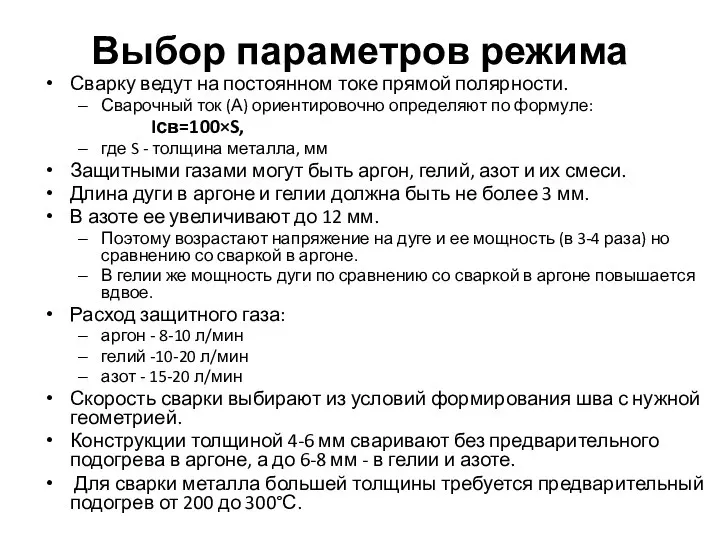
- 64. Выбор параметров режима Сварку ведут на постоянном токе прямой полярности. Сварочный ток (А) ориентировочно определяют по
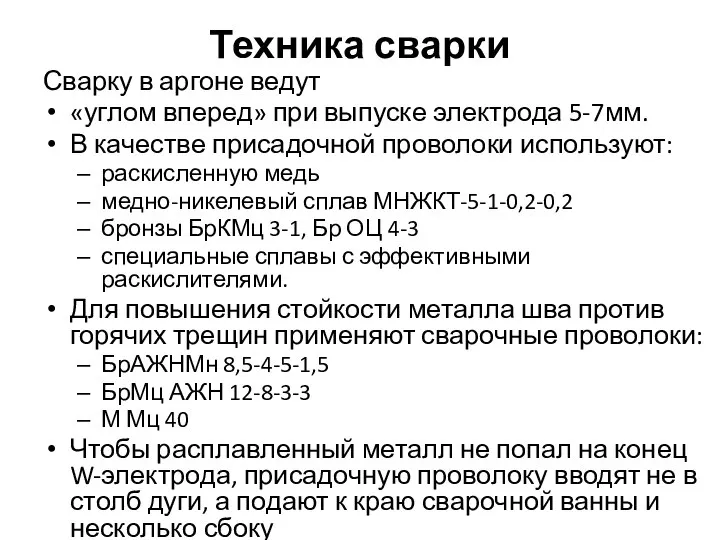
- 65. Техника сварки Сварку в аргоне ведут «углом вперед» при выпуске электрода 5-7мм. В качестве присадочной проволоки
- 67. Аргонодуговая сварка меди инструкция http://weldworld.ru/instructions/svarka-dugovaya/5698-argonodugovaya-svarka-medi.html
- 68. Сварка в азоте который по отношению к меди является инертным газом, ведется угольным или графитовым стержнем.
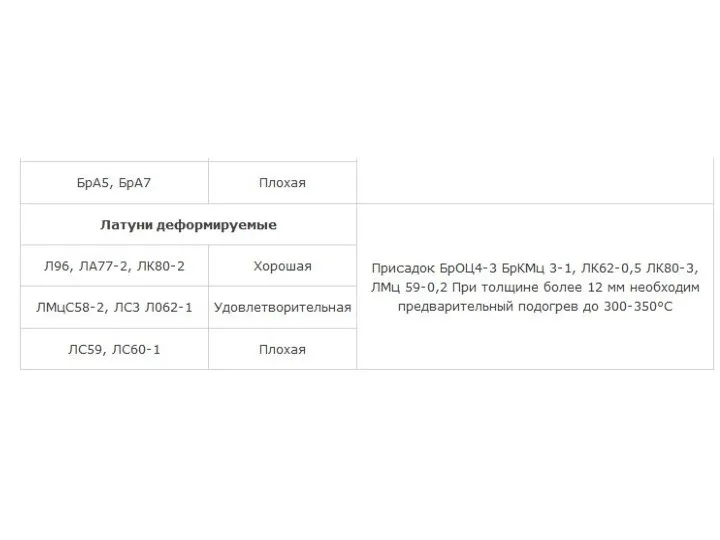
- 69. Бронзы сплавы меди с алюминием. Пример обозначения: бронза БрАЖМц 10-3-1,5 содержит 10% алюминия, 3% железа и
- 71. Латуни - сплавы меди с цинком Для улучшения свойств в них добавляют Al, Mn, Ni, Fe,
- 72. Примеры ЛТ96 (томпак) - медно-цинковая латунь (96% меди и 4% цинка) Л68 - медно-цинковая латунь (68%
- 73. Трудности при сварке. В процессе сварки сильно испаряется цинк - при температуре 907°С, которая близка к
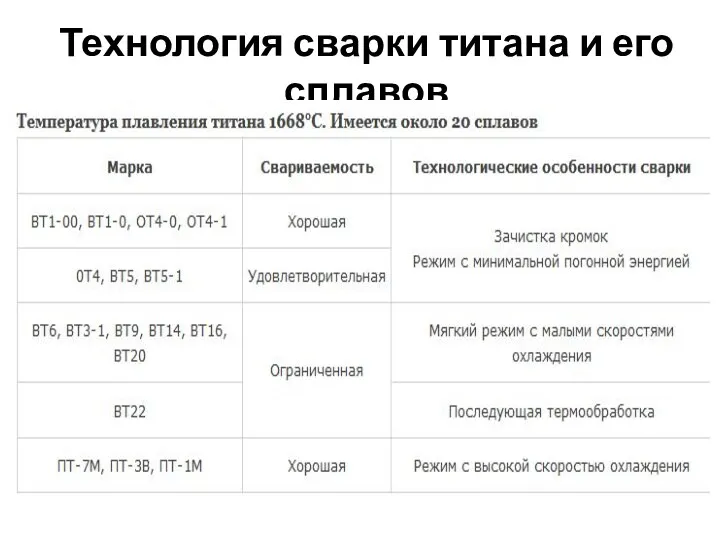
- 75. Технология сварки титана и его сплавов
- 76. Трудности при сварке Высокая химическая активность металла при высокой температуре, особенно в расплавленном состоянии. Поэтому необходима
- 77. Трудности при сварке Высокая температура плавления титана требует применять концентрированные источники нагрева. Низкая теплопроводность титана приводит
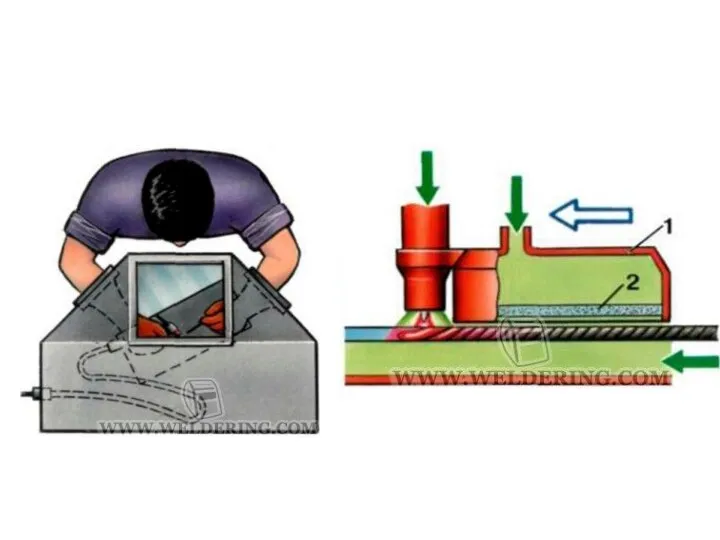
- 78. ГАЗОВАЯ ЗАЩИТА СВАРОЧНОЙ ВАННЫ струйная с использованием специальных приспособлений местная в герметичных камерах малого объема общая
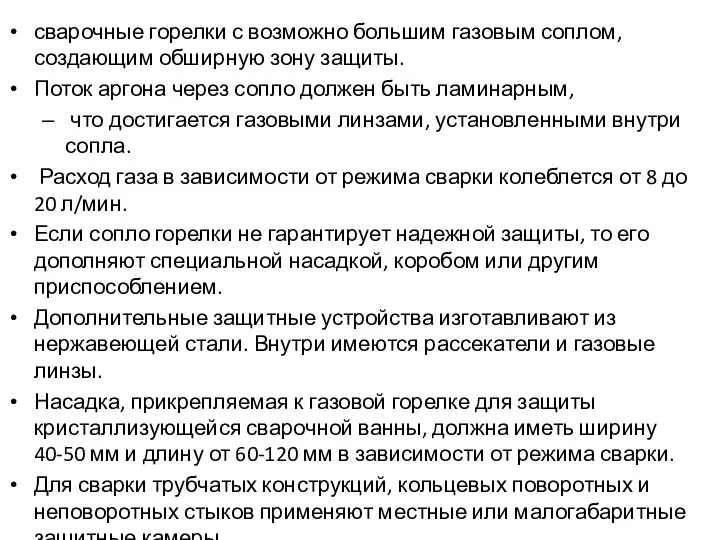
- 80. сварочные горелки с возможно большим газовым соплом, создающим обширную зону защиты. Поток аргона через сопло должен
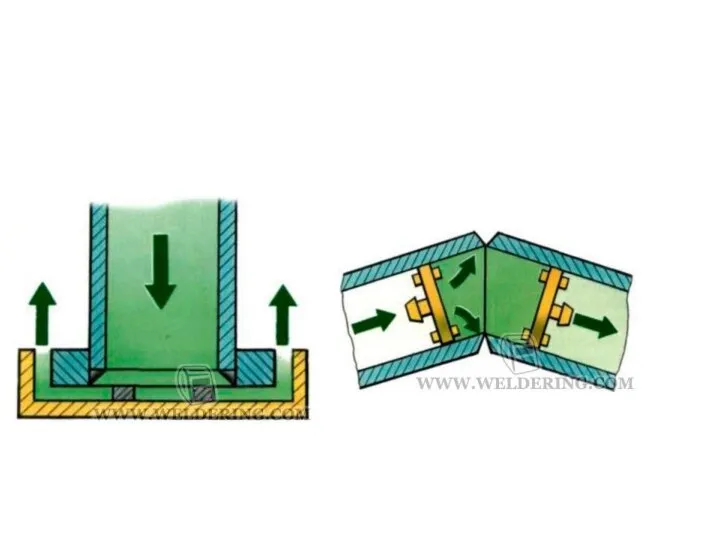
- 82. Защитные приспособления из нержавеющей стали для тавровых и угловых соединений
- 83. ЗАЩИТА ШВА ТРУБОПРОВОДА
- 85. Качество защиты Серебристая или соломенного цвета поверхность шва свидетельствует о хорошей защите. Желто-голубой цвет указывает на
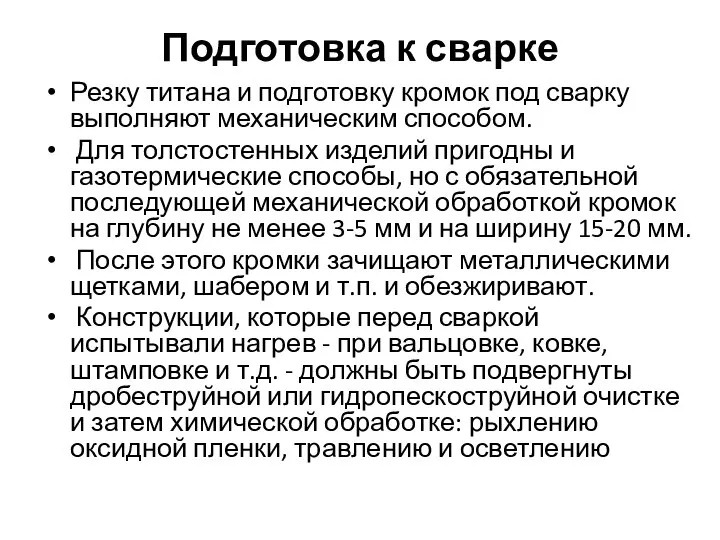
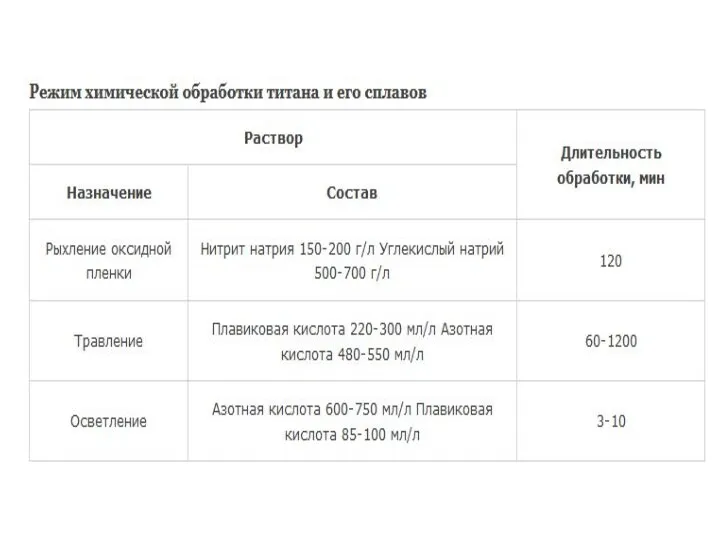
- 86. Подготовка к сварке Резку титана и подготовку кромок под сварку выполняют механическим способом. Для толстостенных изделий
- 88. После этого свариваемые кромки промывают бензином на ширину 20 мм и протирают этиловым спиртом или ацетоном.
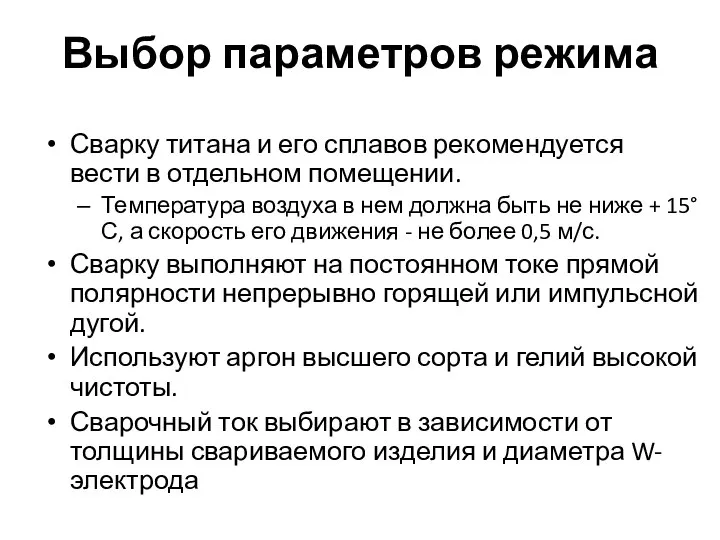
- 89. Выбор параметров режима Сварку титана и его сплавов рекомендуется вести в отдельном помещении. Температура воздуха в
- 90. Техника сварки Основное пространственное положение шва - нижнее. Ручную сварку ведут без колебательных движений горелкой, короткой
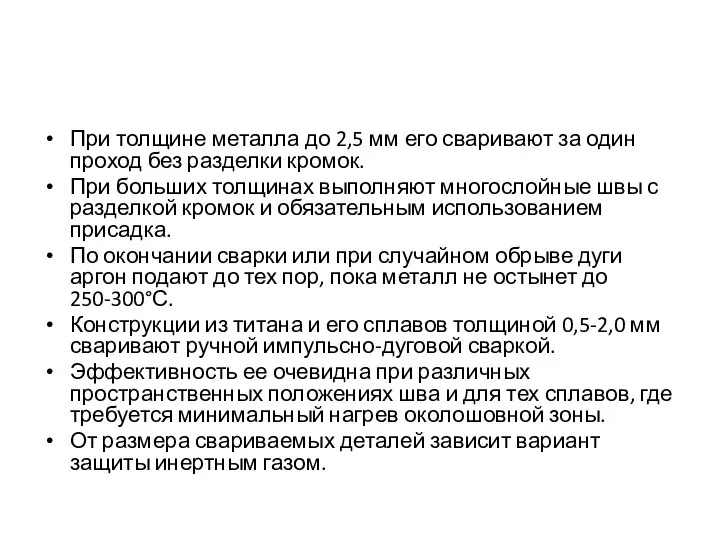
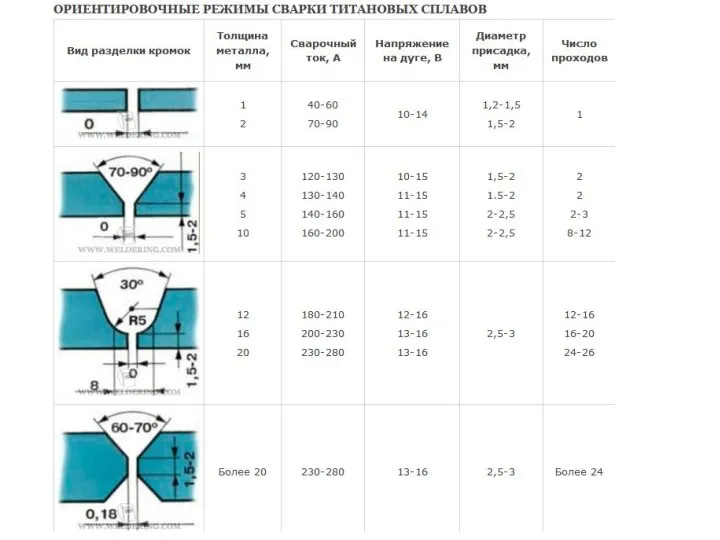
- 91. При толщине металла до 2,5 мм его сваривают за один проход без разделки кромок. При больших
- 93. Инструкция на ручную аргонодуговую сварку неплавящимся электродом узлов и изделий из титана марок ВТ1-1, ВТ1-0. http://weldworld.ru/instructions/svarka-dugovaya/5700-argonodugovaya-svarka-izdeliy-iz-titana-marok-vt1-1-i-vt1-0.html
- 95. Скачать презентацию

Слайд 4Часть 1 https://www.youtube.com/watch?v=YJTT65jFXzg&feature=emb_logo
В видео:
Что такое аргонодуговая сварка, где и для чего она
Часть 1 https://www.youtube.com/watch?v=YJTT65jFXzg&feature=emb_logo
В видео:
Что такое аргонодуговая сварка, где и для чего она
Слайд 5Часть 2
https://www.youtube.com/watch?v=OQZE-tBPKv4
чем отличаются друг от друга TIG горелки и какая нужна именно
Часть 2
https://www.youtube.com/watch?v=OQZE-tBPKv4
чем отличаются друг от друга TIG горелки и какая нужна именно
Слайд 6Часть 3
https://www.youtube.com/watch?v=3K4JTvdbU0U&t=52s
В видео:
Как выбрать присадочный пруток для TIG сварки.
Состав прутка
Часть 3
https://www.youtube.com/watch?v=3K4JTvdbU0U&t=52s
В видео:
Как выбрать присадочный пруток для TIG сварки.
Состав прутка
Слайд 7Технология сварки высоколегированных (нержавеющих) и жаропрочных сталей и сплавов
Технология сварки высоколегированных (нержавеющих) и жаропрочных сталей и сплавов
Слайд 8Высоколегированная нержавеющая сталь – один из самых сложных металлов для сварочных работ
Что
Высоколегированная нержавеющая сталь – один из самых сложных металлов для сварочных работ
Что
Слайд 9 Высоколегированные нержавеющие стали широко применяются
в пищевой,
химической,
авиационно-космической,
электротехнической промышленности
Высоколегированные нержавеющие стали широко применяются
в пищевой,
химической,
авиационно-космической,
электротехнической промышленности
Слайд 10У нержавейки теплопроводность ниже, чем у других видов стали. Поэтому ее приходится
У нержавейки теплопроводность ниже, чем у других видов стали. Поэтому ее приходится
Слайд 11https://www.youtube.com/watch?v=sGO3TbX8u6w
00:05 Выбор источника тока для ТИГ сварки нержавейки.
00:28 Бесконтактный поджиг и
https://www.youtube.com/watch?v=sGO3TbX8u6w
00:05 Выбор источника тока для ТИГ сварки нержавейки.
00:28 Бесконтактный поджиг и
Слайд 1200:06 TIG сварка труб из нержавеющей стали. Защита шва аргоном.
01:54 ТИГ
00:06 TIG сварка труб из нержавеющей стали. Защита шва аргоном.
01:54 ТИГ
Слайд 13Технология сварки высоколегированных (нержавеющих) и жаропрочных сталей и сплавов
https://weldering.com/tehnologiya-svarki-vysokolegirovannyh-nerzhaveyushchih-zharoprochnyh-staley-splavov
Технология сварки высоколегированных (нержавеющих) и жаропрочных сталей и сплавов
https://weldering.com/tehnologiya-svarki-vysokolegirovannyh-nerzhaveyushchih-zharoprochnyh-staley-splavov
Слайд 15Трудности при сварке
Защитный газ необходимо предварительно просушить или добавить к нему 2-5%
Трудности при сварке
Защитный газ необходимо предварительно просушить или добавить к нему 2-5%
Слайд 16Подготовка к сварке
Кромки стыкуемых деталей из высоколегированных сталей лучше подготавливать механическим способом.
допускаются
Подготовка к сварке
Кромки стыкуемых деталей из высоколегированных сталей лучше подготавливать механическим способом.
допускаются
Слайд 17Сборка
стыков выполняют либо в инвентарных приспособлениях, либо с помощью прихваток.
При этом
Сборка
стыков выполняют либо в инвентарных приспособлениях, либо с помощью прихваток.
При этом
Слайд 18Выбор параметров режима
Основные рекомендации те же, что при сварке углеродистых и низколегированных
Выбор параметров режима
Основные рекомендации те же, что при сварке углеродистых и низколегированных
Слайд 19Техника сварки.
Основное правило: поддерживать короткую дугу, поскольку при этом расплавленный металл
Техника сварки.
Основное правило: поддерживать короткую дугу, поскольку при этом расплавленный металл
Слайд 20Значение сварочного тока уточняют при сварке пробных стыков
Окисленный конец проволоки удаляют кусачками
Значение сварочного тока уточняют при сварке пробных стыков
Окисленный конец проволоки удаляют кусачками

Слайд 21Технология сварки алюминия и его сплавов
Технология сварки алюминия и его сплавов
Слайд 26Трудности при сварке
Температура плавления окисной пленки значительно выше, чем алюминия, и она
Трудности при сварке
Температура плавления окисной пленки значительно выше, чем алюминия, и она
Слайд 28ПОДКЛАДКИ ДЛЯ ЗАЩИТЫ ОТ ВЫТЕКАНИЯ МЕТАЛЛА ИЗ СВАРОЧНОЙ ВАННЫ
ПОДКЛАДКИ ДЛЯ ЗАЩИТЫ ОТ ВЫТЕКАНИЯ МЕТАЛЛА ИЗ СВАРОЧНОЙ ВАННЫ
Слайд 29Подготовка к сварке.
Резка и подготовка кромок ведутся механическим способом.
На ширину 100-150
Подготовка к сварке.
Резка и подготовка кромок ведутся механическим способом.
На ширину 100-150
Слайд 30Выбор параметров режима
Метод сварки неплавящимся электродом применяют для изделий из алюминиевых сплавов
Выбор параметров режима
Метод сварки неплавящимся электродом применяют для изделий из алюминиевых сплавов
Слайд 32Техника сварки
Ручной аргонодуговой сваркой W-электродом выполняют стыковые, угловые и тавровые соединения.
Конструкции
Техника сварки
Ручной аргонодуговой сваркой W-электродом выполняют стыковые, угловые и тавровые соединения.
Конструкции
Слайд 33https://www.youtube.com/watch?v=_Z51mUKRGkI
TIG сварка алюминия. Основы аргонодуговой сварки для начинающих.
https://www.youtube.com/watch?v=_Z51mUKRGkI
TIG сварка алюминия. Основы аргонодуговой сварки для начинающих.
Слайд 34Основные независимые регулировки установок ТИГ сварки
на переменном токе
1) баланс (процент времени
Основные независимые регулировки установок ТИГ сварки
на переменном токе
1) баланс (процент времени
Слайд 35параметры при сварке на переменном токе
АС Frequency - частота на переменном токе;
АС
параметры при сварке на переменном токе
АС Frequency - частота на переменном токе;
АС
Слайд 36Регулировка частоты
С повышением частоты увеличивается давление дуги на сварочную ванну, повышается стабильность
Регулировка частоты
С повышением частоты увеличивается давление дуги на сварочную ванну, повышается стабильность
Слайд 37Регулировка частоты на переменном токе
Регулировка частоты(Hz) позволяет контролировать амплитуду дуги:
чем выше
Регулировка частоты на переменном токе
Регулировка частоты(Hz) позволяет контролировать амплитуду дуги:
чем выше

Слайд 38https://www.youtube.com/watch?v=wCwPc3TtCHU
Подробно про баланс переменного тока. (AC Balance) TIG сварка алюминия.
https://www.youtube.com/watch?v=wCwPc3TtCHU
Подробно про баланс переменного тока. (AC Balance) TIG сварка алюминия.
Слайд 39Установка баланса полуволны переменного тока
Эта функция активна только на переменном токе.
Установка баланса полуволны переменного тока
Эта функция активна только на переменном токе.
Слайд 40Максимальное проплавление при сварке на переменном токе
достигается при максимальной продолжительности отрицательной
Максимальное проплавление при сварке на переменном токе
достигается при максимальной продолжительности отрицательной
Слайд 411. 50%-50% - симметричная форма волны - сбалансировано.
2. 30%-70% - глубокий
1. 50%-50% - симметричная форма волны - сбалансировано.
2. 30%-70% - глубокий
Слайд 42Баланс переменного тока
Более высокие значения баланса позволяют производить быструю сварку с большим
Баланс переменного тока
Более высокие значения баланса позволяют производить быструю сварку с большим
Слайд 43Максимальные и минимальные значения параметров при сварке на переменном токе
Максимальные и минимальные значения параметров при сварке на переменном токе

Слайд 44Максимальное очищающее действие дуги
наступает, когда положительная полуволна больше отрицательной, т. е.
Максимальное очищающее действие дуги
наступает, когда положительная полуволна больше отрицательной, т. е.
Слайд 48TIG сварка алюминия для чайников в 3-х частях
TIG сварка алюминия для чайников в 3-х частях
Слайд 49https://www.youtube.com/watch?v=rAQAaN_0-8U
Из видео вы узнаете:
00:20 Какой источники тока нужен для TIG сварки
https://www.youtube.com/watch?v=rAQAaN_0-8U
Из видео вы узнаете:
00:20 Какой источники тока нужен для TIG сварки
Слайд 50https://www.youtube.com/watch?v=qz3vH9x19tY
Из видео вы узнаете как настроить AuroraPRO IRONMAN 200 AC/DC для сварки
https://www.youtube.com/watch?v=qz3vH9x19tY
Из видео вы узнаете как настроить AuroraPRO IRONMAN 200 AC/DC для сварки
Слайд 51https://www.youtube.com/watch?v=IKJ6CxW2Clg
Из видео вы узнаете:
00:05 Особенности настройки сварочного тока для работы с
https://www.youtube.com/watch?v=IKJ6CxW2Clg
Из видео вы узнаете:
00:05 Особенности настройки сварочного тока для работы с
Слайд 52Аргонодуговая сварка алюминиевых и магниевых сплавов в среде защитных газов
инструкция
http://weldworld.ru/instructions/svarka-dugovaya/5696-argonodugovaya-svarka-alyuminievyh-i-magnievyh-splavov-v-srede-zashchitnyh-gazov.html
Аргонодуговая сварка алюминиевых и магниевых сплавов в среде защитных газов
инструкция
http://weldworld.ru/instructions/svarka-dugovaya/5696-argonodugovaya-svarka-alyuminievyh-i-magnievyh-splavov-v-srede-zashchitnyh-gazov.html
Слайд 53https://www.youtube.com/user/SvarckaRU/videos
https://www.youtube.com/user/SvarckaRU/videos
Слайд 54Сварка цветных металлов
Технология сварки меди
Технология сварки бронзы
Технология сварки латуни
Технология
Сварка цветных металлов
Технология сварки меди
Технология сварки бронзы
Технология сварки латуни
Технология
Слайд 55Технология сварки меди
Технология сварки меди
Слайд 59Трудности при сварке
Высокая теплопроводность меди (в 6 раз выше, чем у железа)
Трудности при сварке
Высокая теплопроводность меди (в 6 раз выше, чем у железа)
Слайд 61Трудности при сварке
Активная способность поглощать при расплавлении газы (кислород и водород), приводящая
Трудности при сварке
Активная способность поглощать при расплавлении газы (кислород и водород), приводящая
Слайд 62Подготовка к сварке
Медь или ее сплавы разрезают на мерные заготовки шлифовальной машиной,
Подготовка к сварке
Медь или ее сплавы разрезают на мерные заготовки шлифовальной машиной,
Слайд 64Выбор параметров режима
Сварку ведут на постоянном токе прямой полярности.
Сварочный ток (А)
Выбор параметров режима
Сварку ведут на постоянном токе прямой полярности.
Сварочный ток (А)
Слайд 65Техника сварки
Сварку в аргоне ведут
«углом вперед» при выпуске электрода 5-7мм.
В
Техника сварки
Сварку в аргоне ведут
«углом вперед» при выпуске электрода 5-7мм.
В

Слайд 67Аргонодуговая сварка меди
инструкция
http://weldworld.ru/instructions/svarka-dugovaya/5698-argonodugovaya-svarka-medi.html
Аргонодуговая сварка меди
инструкция
http://weldworld.ru/instructions/svarka-dugovaya/5698-argonodugovaya-svarka-medi.html
Слайд 68Сварка в азоте
который по отношению к меди является инертным газом, ведется угольным
Сварка в азоте
который по отношению к меди является инертным газом, ведется угольным
Слайд 69Бронзы
сплавы меди с алюминием.
Пример обозначения: бронза БрАЖМц 10-3-1,5
содержит 10%
Бронзы
сплавы меди с алюминием.
Пример обозначения: бронза БрАЖМц 10-3-1,5
содержит 10%
Слайд 71Латуни - сплавы меди с цинком
Для улучшения свойств в них добавляют Al,
Латуни - сплавы меди с цинком
Для улучшения свойств в них добавляют Al,
Слайд 72Примеры
ЛТ96 (томпак) - медно-цинковая латунь (96% меди и 4% цинка)
Л68 - медно-цинковая
Примеры
ЛТ96 (томпак) - медно-цинковая латунь (96% меди и 4% цинка)
Л68 - медно-цинковая
Слайд 73Трудности при сварке.
В процессе сварки сильно испаряется цинк - при температуре 907°С,
Трудности при сварке.
В процессе сварки сильно испаряется цинк - при температуре 907°С,
Слайд 75Технология сварки титана и его сплавов
Технология сварки титана и его сплавов
Слайд 76Трудности при сварке
Высокая химическая активность металла при высокой температуре, особенно в расплавленном
Трудности при сварке
Высокая химическая активность металла при высокой температуре, особенно в расплавленном
Слайд 77Трудности при сварке
Высокая температура плавления титана
требует применять концентрированные источники нагрева.
Низкая
Трудности при сварке
Высокая температура плавления титана
требует применять концентрированные источники нагрева.
Низкая
Слайд 78ГАЗОВАЯ ЗАЩИТА СВАРОЧНОЙ ВАННЫ
струйная с использованием специальных приспособлений
местная в герметичных
ГАЗОВАЯ ЗАЩИТА СВАРОЧНОЙ ВАННЫ
струйная с использованием специальных приспособлений
местная в герметичных
Слайд 80сварочные горелки с возможно большим газовым соплом, создающим обширную зону защиты.
Поток
сварочные горелки с возможно большим газовым соплом, создающим обширную зону защиты.
Поток

Слайд 82Защитные приспособления из нержавеющей стали для тавровых и угловых соединений
Защитные приспособления из нержавеющей стали для тавровых и угловых соединений

Слайд 83ЗАЩИТА ШВА ТРУБОПРОВОДА
ЗАЩИТА ШВА ТРУБОПРОВОДА

Слайд 85Качество защиты
Серебристая или соломенного цвета поверхность шва свидетельствует о хорошей защите.
Качество защиты
Серебристая или соломенного цвета поверхность шва свидетельствует о хорошей защите.
Слайд 86Подготовка к сварке
Резку титана и подготовку кромок под сварку выполняют механическим способом.
Подготовка к сварке
Резку титана и подготовку кромок под сварку выполняют механическим способом.
Слайд 88После этого свариваемые кромки промывают бензином на ширину 20 мм и протирают
После этого свариваемые кромки промывают бензином на ширину 20 мм и протирают
Слайд 89Выбор параметров режима
Сварку титана и его сплавов рекомендуется вести в отдельном помещении.
Выбор параметров режима
Сварку титана и его сплавов рекомендуется вести в отдельном помещении.
Слайд 90Техника сварки
Основное пространственное положение шва - нижнее.
Ручную сварку ведут без колебательных
Техника сварки
Основное пространственное положение шва - нижнее.
Ручную сварку ведут без колебательных
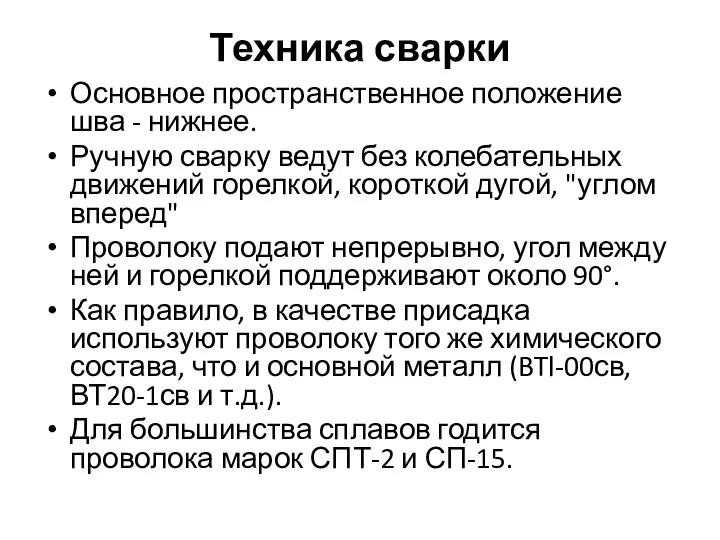
Слайд 91При толщине металла до 2,5 мм его сваривают за один проход без
При толщине металла до 2,5 мм его сваривают за один проход без
Слайд 93Инструкция на ручную аргонодуговую сварку неплавящимся электродом узлов и изделий из титана
Инструкция на ручную аргонодуговую сварку неплавящимся электродом узлов и изделий из титана
 Азербайджан
Азербайджан «ЛЮБОЕ СДЕЛАННОЕ ДЕЛО ДОЛЖНО ПРИНОСИТЬ ПОЛЬЗУ ЛЮДЯМ»
«ЛЮБОЕ СДЕЛАННОЕ ДЕЛО ДОЛЖНО ПРИНОСИТЬ ПОЛЬЗУ ЛЮДЯМ» Основные понятия в области научного-педагогического исследования 1) Проблема, объект и предмет научно-педагогического исследова
Основные понятия в области научного-педагогического исследования 1) Проблема, объект и предмет научно-педагогического исследова Государственная (итоговая) аттестация выпускников IX классов общеобразовательных учреждений Республики Татарстан в 2012 году
Государственная (итоговая) аттестация выпускников IX классов общеобразовательных учреждений Республики Татарстан в 2012 году Парные согласные звуки в конце слова 1 класс
Парные согласные звуки в конце слова 1 класс Алагуева Виктория
Алагуева Виктория Умение одевать людей – древнее ремесло. Во все времена были уважаемыми профессии швеи и портнихи.
Умение одевать людей – древнее ремесло. Во все времена были уважаемыми профессии швеи и портнихи. Промокоманда
Промокоманда Общее устройство автомобиля
Общее устройство автомобиля 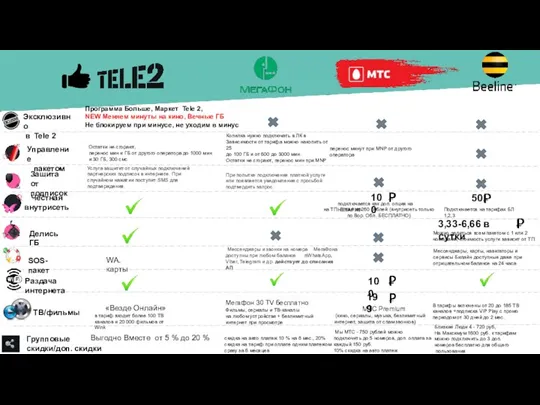 Сравнение конкурентов Tele 2, г. Воронеж
Сравнение конкурентов Tele 2, г. Воронеж Юревич А.В. Методологический либерализм и структура теорий в социогуманитарных науках
Юревич А.В. Методологический либерализм и структура теорий в социогуманитарных науках степень магистр
степень магистр Иметь должен каждый гражданин пожарный номер
Иметь должен каждый гражданин пожарный номер Виды аналитической информации, предоставляемой загранучреждениями
Виды аналитической информации, предоставляемой загранучреждениями Аттестация испытательного оборудования
Аттестация испытательного оборудования Презентация1
Презентация1 Анализ внеклассной и внеурочной деятельности начальных классов за 2011-2012 учебный год
Анализ внеклассной и внеурочной деятельности начальных классов за 2011-2012 учебный год Рецепты: фагатини, пицца
Рецепты: фагатини, пицца Расстройства самосознания
Расстройства самосознания Архитектура ЭВМ
Архитектура ЭВМ Психология личности. Эмоции и чувства. Лекция 2.1
Психология личности. Эмоции и чувства. Лекция 2.1 Цифровые приборы
Цифровые приборы Саврасов Алексей Кондратьевич. Русский художник-пейзажис
Саврасов Алексей Кондратьевич. Русский художник-пейзажис фрезеровщик
фрезеровщик Шрифт. Виды шрифтов
Шрифт. Виды шрифтов Prezentatsia_5
Prezentatsia_5 Аттестационная работа. Пищевые добавки и их влияние на организм
Аттестационная работа. Пищевые добавки и их влияние на организм Обыкновенные и таинственные
Обыкновенные и таинственные