- Технология изготовления волоконных световодов

Содержание
- 2. ВВЕДЕНИЕ Оптическое волокно изготавливается в ходе нескольких этапов. Первый этап — получение заготовки, которая представляет собой
- 3. Одним из первых методов изготовления волоконных световодов был метод «стержень в трубке», при котором стержень из
- 4. 3. Следующий метод «разделения фаз» при котором стержень из натрийборселикатного стекла выдерживается длительное время при температуре
- 5. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ДЛЯ ВОЛОКОН ИЗ КВАРЦЕВОГО СТЕКЛА — модифицированное химическое осаждение из газовой фазы на
- 6. Химическое осаждение из газовой фазы В этом методе добавляемая примесь SiO2 отложена слоями — начиная со
- 7. Реакции, протекающие в реакторе: SiCl4 + H2 =SiHCl3 + HCl SiCl3 + H2 =SiH2Cl2 + HCl
- 8. Стеклянная трубка зажимается станком и через нее на первом этапе пропускается хлорид кремния и кислород (на
- 9. При следующих проходах через трубку пропускают еще и германий в виде хлорида. Таким образом, легируют материал
- 10. • на всем протяжении процесса изготовления каждого слоя сохраняется закрытое пространство, что позволяет избежать примеси посторонних
- 11. Неудобства метода: • размер стержня заготовки ограничен размером установки и трубкой кварцевого стекла. Поэтому стержень не
- 12. OVD-метод (outside vapor deposition) Этот метод называют еще внешним осаждением (в отличие от первого — внутреннего):
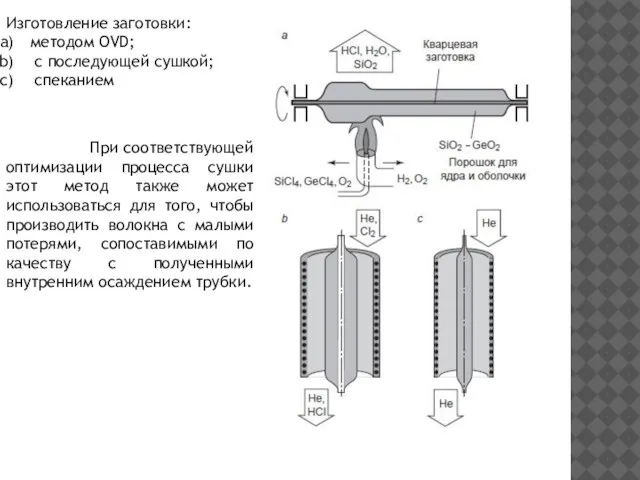
- 13. Изготовление заготовки: методом OVD; с последующей сушкой; спеканием При соответствующей оптимизации процесса сушки этот метод также
- 14. Преимущества метода: • отсутствие предела размера стержня заготовки, поэтому волокно может быть сделано большой непрерывной длины,
- 15. Неудобства метода: • все химические реакции происходят на открытой площади, что способствует более легкому доступу для
- 16. VAD-метод (axial vapor deposition) Этот метод разработан японскими фирмами. Заготовка растет из затравки, расположенной на определенном
- 17. VAD-метод (axial vapor deposition) Таким методом можно создавать заготовки, которых хватает на несколько тысяч километров волокна,
- 18. Преимущества метода: • заготовка для оптоволокна может быть сделана непрерывно бесконечной длины; • пламя горелки не
- 19. Неудобства метода: • трудное управление пламенем для того, чтобы сделать необходимый профиль; • трудности в изготовлении
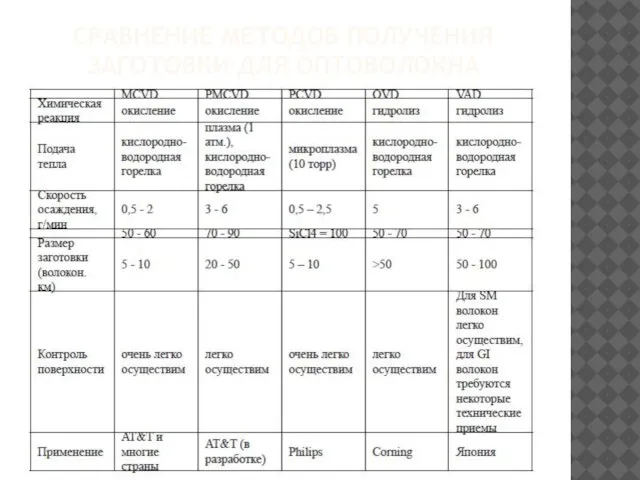
- 20. СРАВНЕНИЕ МЕТОДОВ ПОЛУЧЕНИЯ ЗАГОТОВКИ ДЛЯ ОПТОВОЛОКНА
- 21. ВЫТЯЖКА ОПТОВОЛОКНА Для вытягивания волокна заготовка закрепляется вертикально в патроне вытяжной установки. Положение патрона в вертикальном
- 22. Во время вытягивания геометрические соотношения стекла сердцевины и оболочки остаются неизменными, хотя уменьшение диаметра заготовки по
- 24. Скачать презентацию
Слайд 2ВВЕДЕНИЕ
Оптическое волокно изготавливается в ходе нескольких этапов.
Первый этап — получение заготовки,
ВВЕДЕНИЕ
Оптическое волокно изготавливается в ходе нескольких этапов.
Первый этап — получение заготовки,
Слайд 3Одним из первых методов изготовления волоконных световодов был метод «стержень в трубке»,
Одним из первых методов изготовления волоконных световодов был метод «стержень в трубке»,
Слайд 43. Следующий метод «разделения фаз» при котором стержень из натрийборселикатного стекла выдерживается
3. Следующий метод «разделения фаз» при котором стержень из натрийборселикатного стекла выдерживается
Слайд 5ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ДЛЯ ВОЛОКОН ИЗ КВАРЦЕВОГО СТЕКЛА
— модифицированное химическое осаждение из
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ДЛЯ ВОЛОКОН ИЗ КВАРЦЕВОГО СТЕКЛА
— модифицированное химическое осаждение из
Слайд 6Химическое осаждение из газовой фазы
В этом методе добавляемая примесь SiO2 отложена слоями
Химическое осаждение из газовой фазы
В этом методе добавляемая примесь SiO2 отложена слоями

Слайд 7Реакции, протекающие в реакторе:
SiCl4 + H2 =SiHCl3 + HCl
SiCl3 + H2 =SiH2Cl2
Реакции, протекающие в реакторе:
SiCl4 + H2 =SiHCl3 + HCl
SiCl3 + H2 =SiH2Cl2
Слайд 8Стеклянная трубка зажимается станком и через нее на первом этапе пропускается хлорид
Стеклянная трубка зажимается станком и через нее на первом этапе пропускается хлорид
Слайд 9При следующих проходах через трубку пропускают еще и германий в виде хлорида.
При следующих проходах через трубку пропускают еще и германий в виде хлорида.
Слайд 10• на всем протяжении процесса изготовления каждого слоя сохраняется закрытое пространство, что
• на всем протяжении процесса изготовления каждого слоя сохраняется закрытое пространство, что
Слайд 11Неудобства метода:
• размер стержня заготовки ограничен размером установки и трубкой кварцевого стекла.
Неудобства метода:
• размер стержня заготовки ограничен размером установки и трубкой кварцевого стекла.
Слайд 12OVD-метод (outside vapor deposition)
Этот метод называют еще внешним осаждением (в отличие от
OVD-метод (outside vapor deposition)
Этот метод называют еще внешним осаждением (в отличие от
Слайд 13Изготовление заготовки:
методом OVD;
с последующей сушкой;
спеканием
При соответствующей оптимизации процесса сушки
Изготовление заготовки:
методом OVD;
с последующей сушкой;
спеканием
При соответствующей оптимизации процесса сушки
Слайд 14Преимущества метода:
• отсутствие предела размера стержня заготовки, поэтому волокно может быть сделано
Преимущества метода:
• отсутствие предела размера стержня заготовки, поэтому волокно может быть сделано
Слайд 15Неудобства метода:
• все химические реакции происходят на открытой площади, что способствует более
Неудобства метода:
• все химические реакции происходят на открытой площади, что способствует более
Слайд 16VAD-метод (axial vapor deposition)
Этот метод разработан японскими фирмами. Заготовка растет из затравки,
VAD-метод (axial vapor deposition)
Этот метод разработан японскими фирмами. Заготовка растет из затравки,

Слайд 17VAD-метод (axial vapor deposition)
Таким методом можно создавать заготовки, которых хватает на несколько
VAD-метод (axial vapor deposition)
Таким методом можно создавать заготовки, которых хватает на несколько
Слайд 18Преимущества метода:
• заготовка для оптоволокна может быть сделана непрерывно бесконечной длины;
• пламя
Преимущества метода:
• заготовка для оптоволокна может быть сделана непрерывно бесконечной длины;
• пламя
Слайд 19Неудобства метода:
• трудное управление пламенем для того, чтобы сделать необходимый профиль;
• трудности
Неудобства метода:
• трудное управление пламенем для того, чтобы сделать необходимый профиль;
• трудности
Слайд 20СРАВНЕНИЕ МЕТОДОВ ПОЛУЧЕНИЯ ЗАГОТОВКИ ДЛЯ ОПТОВОЛОКНА
СРАВНЕНИЕ МЕТОДОВ ПОЛУЧЕНИЯ ЗАГОТОВКИ ДЛЯ ОПТОВОЛОКНА
Слайд 21ВЫТЯЖКА ОПТОВОЛОКНА
Для вытягивания волокна заготовка закрепляется вертикально в патроне вытяжной установки.
ВЫТЯЖКА ОПТОВОЛОКНА
Для вытягивания волокна заготовка закрепляется вертикально в патроне вытяжной установки.

Слайд 22Во время вытягивания геометрические соотношения стекла сердцевины и оболочки остаются неизменными, хотя
Во время вытягивания геометрические соотношения стекла сердцевины и оболочки остаются неизменными, хотя
 Подставка для карандашей
Подставка для карандашей Твоя жизнь - твой выбор
Твоя жизнь - твой выбор Две науки- подруги или о том, как законы природы служат людям.
Две науки- подруги или о том, как законы природы служат людям. Наша работа
Наша работа Основные направления и потребители изделий с покрытиями Unibrait NicKel
Основные направления и потребители изделий с покрытиями Unibrait NicKel Проводники и диэлектрики в электростатическом поле
Проводники и диэлектрики в электростатическом поле Тойо Ито (Тоёо Ито)
Тойо Ито (Тоёо Ито) ОПЫТ ВНЕДРЕНИЯ КОМПЬЮТЕРНЫХ ТЕХНОЛОГИЙ ДЛЯ ДИСПАНСЕРНОГО ОБСЛЕДОВАНИЯ ДЕТЕЙВешнякова О.Ф. фельдшер МУЗ «Северодвинская городс
ОПЫТ ВНЕДРЕНИЯ КОМПЬЮТЕРНЫХ ТЕХНОЛОГИЙ ДЛЯ ДИСПАНСЕРНОГО ОБСЛЕДОВАНИЯ ДЕТЕЙВешнякова О.Ф. фельдшер МУЗ «Северодвинская городс Австралия от края до края
Австралия от края до края УРОК ФИЗИКИ в 11 классе
УРОК ФИЗИКИ в 11 классе Биологические основы физической культуры
Биологические основы физической культуры  ГАЛЕРЕЯ ПРОФЕССИОНАЛЬНОГО УСПЕХА ВЫПУСКНИКОВ КГПУ
ГАЛЕРЕЯ ПРОФЕССИОНАЛЬНОГО УСПЕХА ВЫПУСКНИКОВ КГПУ Презентация на тему Мирилки
Презентация на тему Мирилки НЕОБХОДИМОСТЬ КОРРЕКТИРОВКИ ВУЗОВСКОЙ ПРОГРАММЫ ПО ОБЩЕЙ ФИЗИКЕ С УЧЕТОМ ЗНАНИЙ ПЕРВОКУРСНИКАМИ ПРОГРАММЫ СРЕДНЕЙ ШКОЛЫ ПО
НЕОБХОДИМОСТЬ КОРРЕКТИРОВКИ ВУЗОВСКОЙ ПРОГРАММЫ ПО ОБЩЕЙ ФИЗИКЕ С УЧЕТОМ ЗНАНИЙ ПЕРВОКУРСНИКАМИ ПРОГРАММЫ СРЕДНЕЙ ШКОЛЫ ПО RENTAL COMPANY EFFECTIVE MANAGEMENT Эффективное управление арендной компанией
RENTAL COMPANY EFFECTIVE MANAGEMENT Эффективное управление арендной компанией Презентация на тему Решение задач на применение признаков подобия треугольников
Презентация на тему Решение задач на применение признаков подобия треугольников Словарные слова 3 класс
Словарные слова 3 класс Рентгенодиагностика травм и заболеваний костей
Рентгенодиагностика травм и заболеваний костей Детская телестудия Школьное телевидение
Детская телестудия Школьное телевидение Радиоэлектронные средства компьютерного проектирования и моделирования
Радиоэлектронные средства компьютерного проектирования и моделирования Презентация на тему Жизнь и творчество В.М. Шукшина
Презентация на тему Жизнь и творчество В.М. Шукшина The system of the state bodies of Egypt
The system of the state bodies of Egypt Презентация на тему Многообразие форм живых организмов
Презентация на тему Многообразие форм живых организмов  Трудные жизненные ситуации
Трудные жизненные ситуации Логарифмы
Логарифмы Республика Чили
Республика Чили Юнит-Экономика CLV (customer lifetime value). Методы расчета, примеры, визуализация
Юнит-Экономика CLV (customer lifetime value). Методы расчета, примеры, визуализация Как празднуют новый год в разных странах
Как празднуют новый год в разных странах