- Технология переработки нефти, природного и попутного газов

Содержание
- 3. Схема Омского НПЗ по установкам и производствам АТ-9 КПА АВТ-6 АВТ-7 АВТ-8 АВТ-10 ФСБ Висбрекинг КТ-1/1
- 4. ОЧИ – октановое число, определенное исследовательским методом; ОЧМ - октановое число, определенное исследовательским методом; ДНП –
- 5. МТБЭ и ТАМЭ применяются в качестве кислородосодержащих высокооктановых компонентов при получении неэтилированных, экологически чистых автомобильных бензинов.
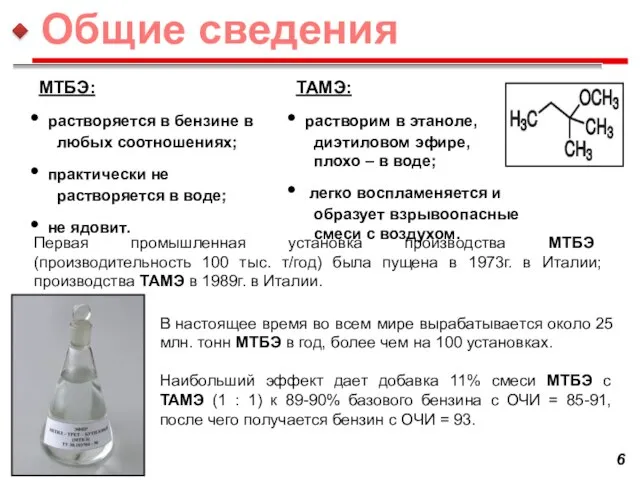
- 6. МТБЭ: растворяется в бензине в любых соотношениях; практически не растворяется в воде; не ядовит. ТАМЭ: растворим
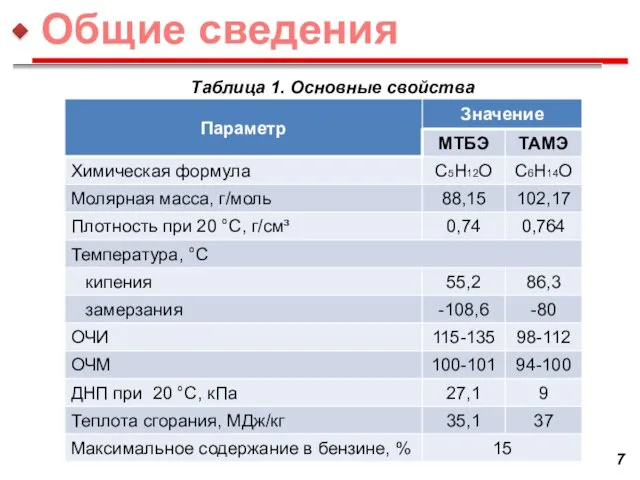
- 7. Таблица 1. Основные свойства
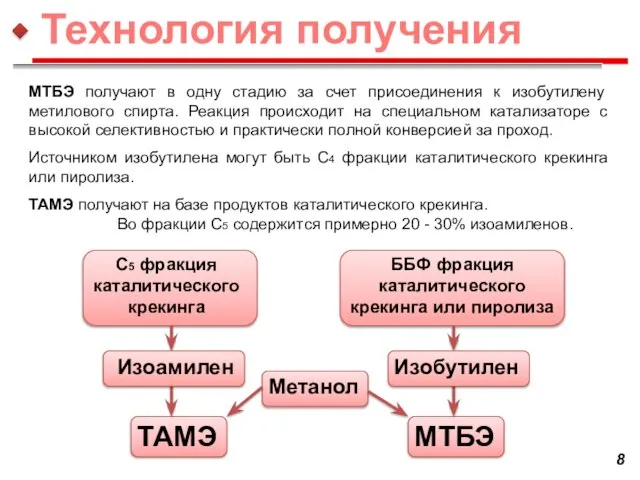
- 8. МТБЭ получают в одну стадию за счет присоединения к изобутилену метилового спирта. Реакция происходит на специальном
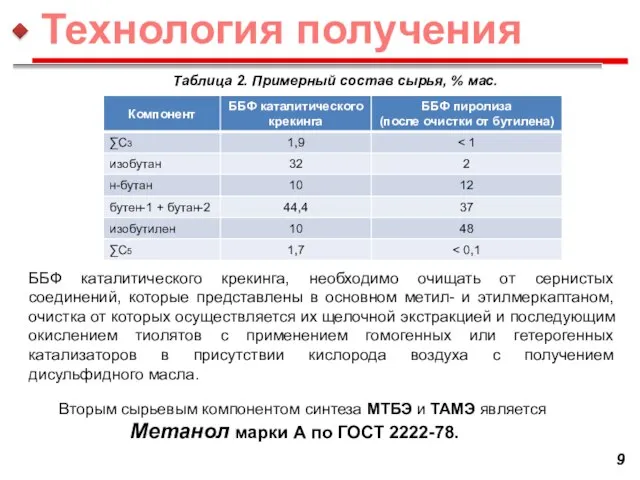
- 9. Таблица 2. Примерный состав сырья, % мас. Вторым сырьевым компонентом синтеза МТБЭ и ТАМЭ является Метанол
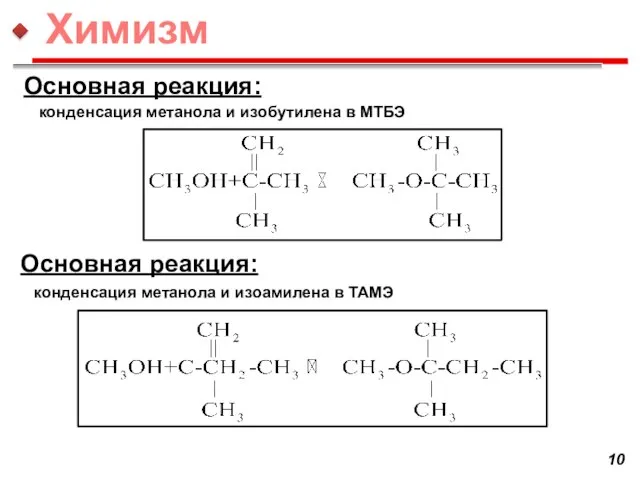
- 10. Основная реакция: конденсация метанола и изобутилена в МТБЭ Основная реакция: конденсация метанола и изоамилена в ТАМЭ
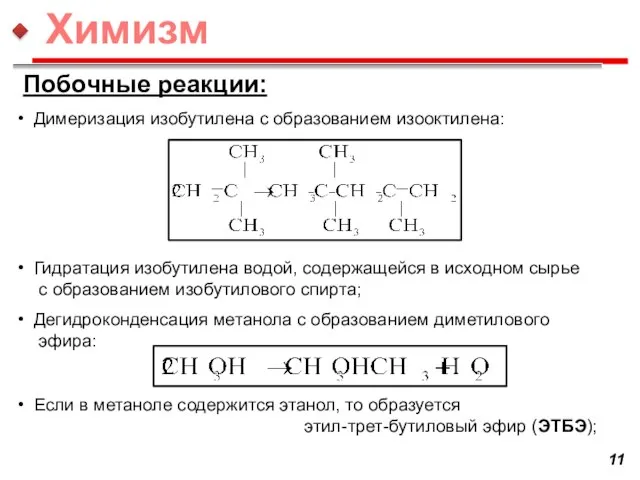
- 11. Димеризация изобутилена с образованием изооктилена: Гидратация изобутилена водой, содержащейся в исходном сырье с образованием изобутилового спирта;
- 12. Побочные реакции с образованием димеров изобутилена и третбутанола, являются вредными составляющими основного продукта – МТБЭ, и
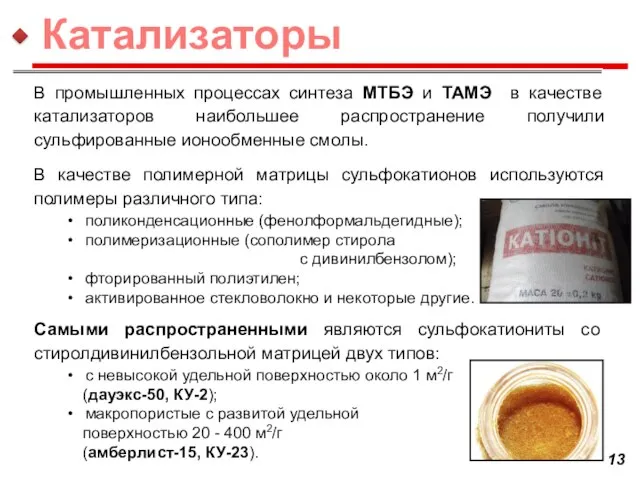
- 13. В промышленных процессах синтеза МТБЭ и ТАМЭ в качестве катализаторов наибольшее распространение получили сульфированные ионообменные смолы.
- 14. Основная трудность использования – большое гидродинамическое сопротивление катализаторного слоя; Отечественный формованный ионитный катализатор КИФ-2: большие размеры
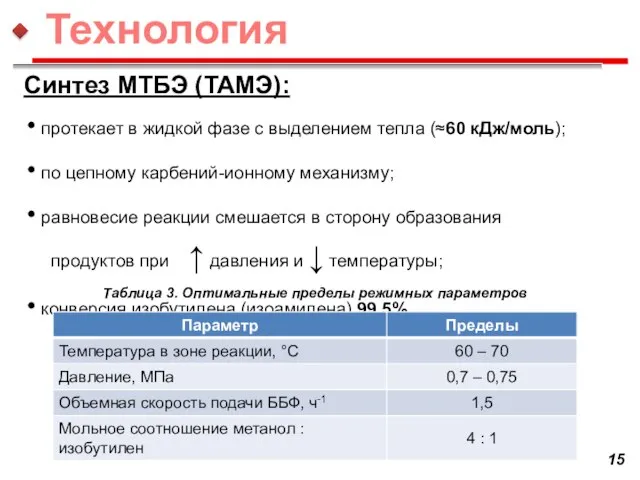
- 15. Синтез МТБЭ (ТАМЭ): протекает в жидкой фазе с выделением тепла (≈60 кДж/моль); по цепному карбений-ионному механизму;
- 16. Синтез МТБЭ (ТАМЭ): Температура: При понижении температуры ниже 60 °С скорость реакции образования МТБЭ падает. Повышение
- 17. Синтез МТБЭ (ТАМЭ): Давление: С повышением давления продукта в реакторе растет доля жидкой фазы в реакционной
- 18. Синтез МТБЭ (ТАМЭ): Расход сырья/соотношение сырьевых компонентов: Низкий расход сырья (ББФ и метанола) увеличивает время контакта,
- 19. Синтез МТБЭ (ТАМЭ): Качество сырья: Присутствие в сырье воды, продуктов коррозии оборудования, щелочи, азотистых и сернистых
- 20. Синтез МТБЭ (ТАМЭ): Процесс синтеза МТБЭ осуществляется на реакционно-ректификационном блоке, состоящем из двух взаимозаменяемых реакторов и
- 21. Синтез МТБЭ (ТАМЭ): Также реактор форконтактной очистки сырья может использоваться в режиме легкого синтеза, для увеличения
- 22. Синтез МТБЭ (ТАМЭ): Реактора синтеза (высота 28,73 м; диаметр 4 м): Реактор форконтактной очистки сырья находится
- 23. 1 – фор-реактор; 2 – основной реактор; 3 – колонна водной отмывки; 4 – колонна выделения
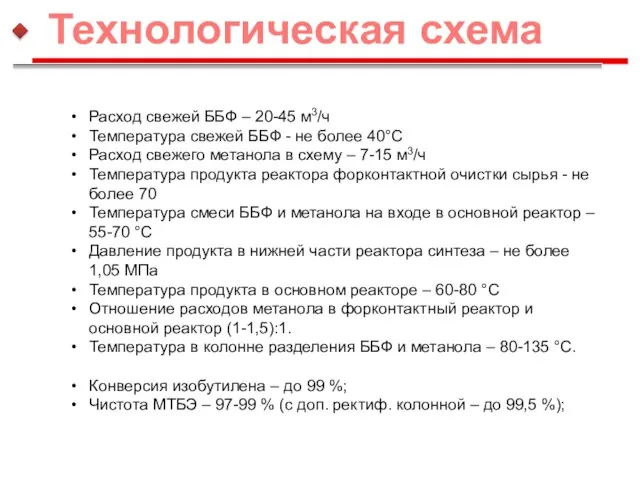
- 24. Расход свежей ББФ – 20-45 м3/ч Температура свежей ББФ - не более 40°С Расход свежего метанола
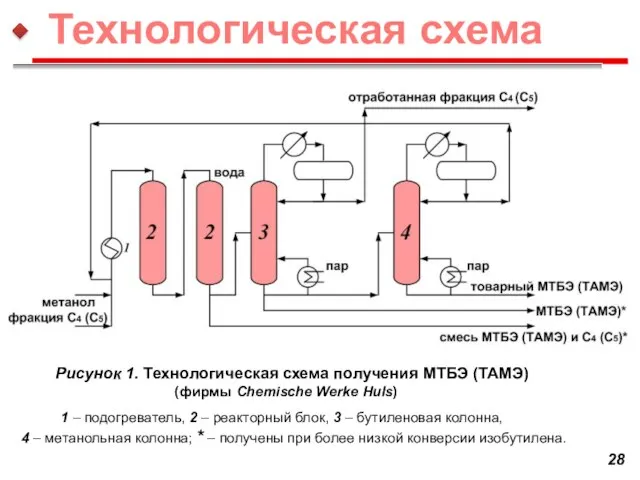
- 28. Рисунок 1. Технологическая схема получения МТБЭ (ТАМЭ) (фирмы Chemische Werke Huls) 1 – подогреватель, 2 –
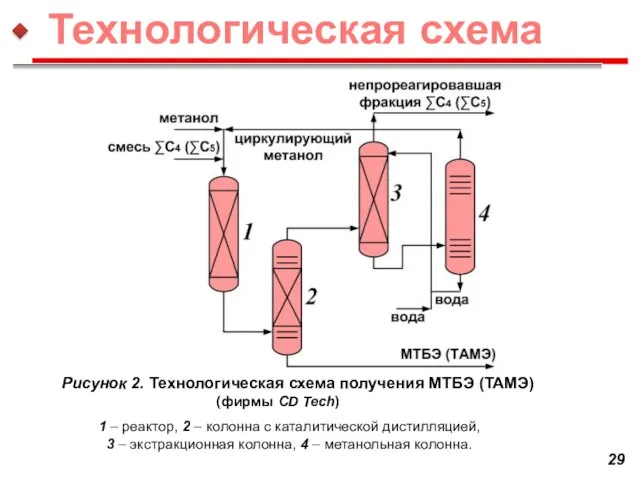
- 29. Рисунок 2. Технологическая схема получения МТБЭ (ТАМЭ) (фирмы CD Tech) 1 – реактор, 2 – колонна
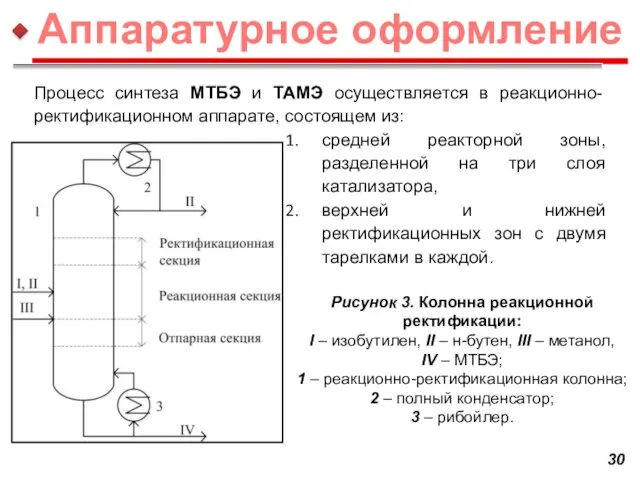
- 30. Процесс синтеза МТБЭ и ТАМЭ осуществляется в реакционно-ректификационном аппарате, состоящем из: средней реакторной зоны, разделенной на
- 31. Преимущества: - Прирост октанового числа 5-9 пунктов (для эталонной смеси с ОЧМ 70); Снижается содержание токсичных
- 32. На установке имеются два реакционно-ректификационных аппарата. На одном из них после потери активности катализатора (через 4000
- 33. Рисунок 4. Технологическая Комбинированная установка по производству МТБЭ ОАО «ГАЗПРОМНЕФТЬ-МНПЗ»
- 34. Рисунок 5. Технологическая Комбинированная установка по производству ТАМЭ ОАО «ГАЗПРОМНЕФТЬ-МНПЗ»
- 35. Литература Справочник нефтепереработчика / Под ред. Г. А. Ластовкина, Е. Д. Радченко, М. Г. Рудина. —
- 36. Вопросы Для какой цели применяется данный процесс? Какие целевые реакции протекают в данном процессе? Какие катализаторы
- 38. Скачать презентацию

Слайд 3Схема Омского НПЗ по установкам и производствам
АТ-9
КПА
АВТ-6
АВТ-7
АВТ-8
АВТ-10
ФСБ
Висбрекинг КТ-1/1
С-200 КТ-1/1
43-103
С-001(ВБ) КТ-1/1
ГФУ
АГФУ
25-12
РОСК
Л-35/11-1000
Л-35/11-600
Л-24/6
Л-24/7
Л-24/9
36/1,3-1,3,4
37/1-4,5
39/1,6,8-2,4,5
21-10/3м
УПНК
19/3
Бензины
Газы
Ароматика
Керосин
Диз топл.
Масла
Кот.топл
Битум
Кокс
УПС
Катализаторное п-во
Сульфонатные
Схема Омского НПЗ по установкам и производствам
АТ-9
КПА
АВТ-6
АВТ-7
АВТ-8
АВТ-10
ФСБ
Висбрекинг КТ-1/1
С-200 КТ-1/1
43-103
С-001(ВБ) КТ-1/1
ГФУ
АГФУ
25-12
РОСК
Л-35/11-1000
Л-35/11-600
Л-24/6
Л-24/7
Л-24/9
36/1,3-1,3,4
37/1-4,5
39/1,6,8-2,4,5
21-10/3м
УПНК
19/3
Бензины
Газы
Ароматика
Керосин
Диз топл.
Масла
Кот.топл
Битум
Кокс
УПС
Катализаторное п-во
Сульфонатные

Слайд 4ОЧИ – октановое число, определенное исследовательским методом;
ОЧМ - октановое число, определенное исследовательским
ОЧИ – октановое число, определенное исследовательским методом;
ОЧМ - октановое число, определенное исследовательским

Слайд 5МТБЭ и ТАМЭ применяются в качестве кислородосодержащих высокооктановых компонентов при получении неэтилированных,
МТБЭ и ТАМЭ применяются в качестве кислородосодержащих высокооктановых компонентов при получении неэтилированных,
Слайд 6МТБЭ:
растворяется в бензине в
любых соотношениях;
практически не
растворяется в воде;
МТБЭ:
растворяется в бензине в
любых соотношениях;
практически не
растворяется в воде;
Слайд 7Таблица 1. Основные свойства
Таблица 1. Основные свойства
Слайд 8МТБЭ получают в одну стадию за счет присоединения к изобутилену метилового спирта.
МТБЭ получают в одну стадию за счет присоединения к изобутилену метилового спирта.
Слайд 9Таблица 2. Примерный состав сырья, % мас.
Вторым сырьевым компонентом синтеза МТБЭ и
Таблица 2. Примерный состав сырья, % мас.
Вторым сырьевым компонентом синтеза МТБЭ и
Слайд 10Основная реакция:
конденсация метанола и изобутилена в МТБЭ
Основная реакция:
конденсация метанола и изоамилена в
Основная реакция:
конденсация метанола и изобутилена в МТБЭ
Основная реакция:
конденсация метанола и изоамилена в
Слайд 11 Димеризация изобутилена с образованием изооктилена:
Гидратация изобутилена водой, содержащейся в исходном сырье
Димеризация изобутилена с образованием изооктилена:
Гидратация изобутилена водой, содержащейся в исходном сырье
Слайд 12 Побочные реакции с образованием димеров изобутилена и третбутанола, являются вредными составляющими
Побочные реакции с образованием димеров изобутилена и третбутанола, являются вредными составляющими
Слайд 13В промышленных процессах синтеза МТБЭ и ТАМЭ в качестве катализаторов наибольшее распространение
В промышленных процессах синтеза МТБЭ и ТАМЭ в качестве катализаторов наибольшее распространение
Слайд 14 Основная трудность использования –
большое гидродинамическое сопротивление катализаторного слоя;
Отечественный
Основная трудность использования –
большое гидродинамическое сопротивление катализаторного слоя;
Отечественный
Слайд 15Синтез МТБЭ (ТАМЭ):
протекает в жидкой фазе с выделением тепла (≈60 кДж/моль);
Синтез МТБЭ (ТАМЭ):
протекает в жидкой фазе с выделением тепла (≈60 кДж/моль);
Слайд 16Синтез МТБЭ (ТАМЭ):
Температура:
При понижении температуры ниже 60 °С скорость реакции образования
Синтез МТБЭ (ТАМЭ):
Температура:
При понижении температуры ниже 60 °С скорость реакции образования
Слайд 17Синтез МТБЭ (ТАМЭ):
Давление:
С повышением давления продукта в реакторе растет доля жидкой
Синтез МТБЭ (ТАМЭ):
Давление:
С повышением давления продукта в реакторе растет доля жидкой
Слайд 18Синтез МТБЭ (ТАМЭ):
Расход сырья/соотношение сырьевых компонентов:
Низкий расход сырья (ББФ и метанола)
Синтез МТБЭ (ТАМЭ):
Расход сырья/соотношение сырьевых компонентов:
Низкий расход сырья (ББФ и метанола)
Слайд 19Синтез МТБЭ (ТАМЭ):
Качество сырья:
Присутствие в сырье воды, продуктов коррозии оборудования, щелочи,
Синтез МТБЭ (ТАМЭ):
Качество сырья:
Присутствие в сырье воды, продуктов коррозии оборудования, щелочи,
Слайд 20Синтез МТБЭ (ТАМЭ):
Процесс синтеза МТБЭ осуществляется на реакционно-ректификационном блоке, состоящем из двух
Синтез МТБЭ (ТАМЭ):
Процесс синтеза МТБЭ осуществляется на реакционно-ректификационном блоке, состоящем из двух
Слайд 21Синтез МТБЭ (ТАМЭ):
Также реактор форконтактной очистки сырья может использоваться в режиме легкого
Синтез МТБЭ (ТАМЭ):
Также реактор форконтактной очистки сырья может использоваться в режиме легкого
Слайд 22Синтез МТБЭ (ТАМЭ):
Реактора синтеза (высота 28,73 м; диаметр 4 м):
Реактор форконтактной очистки
Синтез МТБЭ (ТАМЭ):
Реактора синтеза (высота 28,73 м; диаметр 4 м):
Реактор форконтактной очистки
Слайд 231 – фор-реактор; 2 – основной реактор; 3 – колонна водной отмывки;
1 – фор-реактор; 2 – основной реактор; 3 – колонна водной отмывки;

Слайд 24Расход свежей ББФ – 20-45 м3/ч
Температура свежей ББФ - не более 40°С
Расход
Расход свежей ББФ – 20-45 м3/ч
Температура свежей ББФ - не более 40°С
Расход


Слайд 28 Рисунок 1. Технологическая схема получения МТБЭ (ТАМЭ)
(фирмы Chemische Werke Huls)
Рисунок 1. Технологическая схема получения МТБЭ (ТАМЭ)
(фирмы Chemische Werke Huls)
Слайд 29 Рисунок 2. Технологическая схема получения МТБЭ (ТАМЭ)
(фирмы CD Tech)
1
Рисунок 2. Технологическая схема получения МТБЭ (ТАМЭ)
(фирмы CD Tech)
1
Слайд 30Процесс синтеза МТБЭ и ТАМЭ осуществляется в реакционно-ректификационном аппарате, состоящем из:
средней реакторной
Процесс синтеза МТБЭ и ТАМЭ осуществляется в реакционно-ректификационном аппарате, состоящем из:
средней реакторной
Слайд 31Преимущества:
- Прирост октанового числа 5-9 пунктов (для эталонной смеси с ОЧМ 70);
Снижается
Преимущества:
- Прирост октанового числа 5-9 пунктов (для эталонной смеси с ОЧМ 70);
Снижается
Слайд 32На установке имеются два реакционно-ректификационных аппарата.
На одном из них после потери активности
На установке имеются два реакционно-ректификационных аппарата.
На одном из них после потери активности
Слайд 33Рисунок 4. Технологическая Комбинированная установка по производству МТБЭ ОАО «ГАЗПРОМНЕФТЬ-МНПЗ»
Рисунок 4. Технологическая Комбинированная установка по производству МТБЭ ОАО «ГАЗПРОМНЕФТЬ-МНПЗ»

Слайд 34Рисунок 5. Технологическая Комбинированная установка по производству ТАМЭ ОАО «ГАЗПРОМНЕФТЬ-МНПЗ»
Рисунок 5. Технологическая Комбинированная установка по производству ТАМЭ ОАО «ГАЗПРОМНЕФТЬ-МНПЗ»

Слайд 35Литература
Справочник нефтепереработчика / Под ред. Г. А. Ластовкина, Е. Д. Радченко, М.
Литература
Справочник нефтепереработчика / Под ред. Г. А. Ластовкина, Е. Д. Радченко, М.
Слайд 36Вопросы
Для какой цели применяется данный процесс?
Какие целевые реакции протекают в данном процессе?
Какие
Вопросы
Для какой цели применяется данный процесс?
Какие целевые реакции протекают в данном процессе?
Какие
 Управление авиационным персоналом
Управление авиационным персоналом ФИЛОСОФИЯСОХРАНЕНИЯ ЖИЗНИ
ФИЛОСОФИЯСОХРАНЕНИЯ ЖИЗНИ 21 ноября - всемирный день приветствий
21 ноября - всемирный день приветствий Вращательное движение
Вращательное движение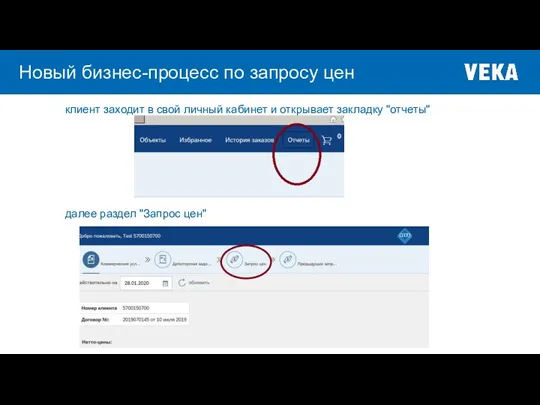 Новый бизнес-процесс по запросу цен
Новый бизнес-процесс по запросу цен Специальность Коммерция
Специальность Коммерция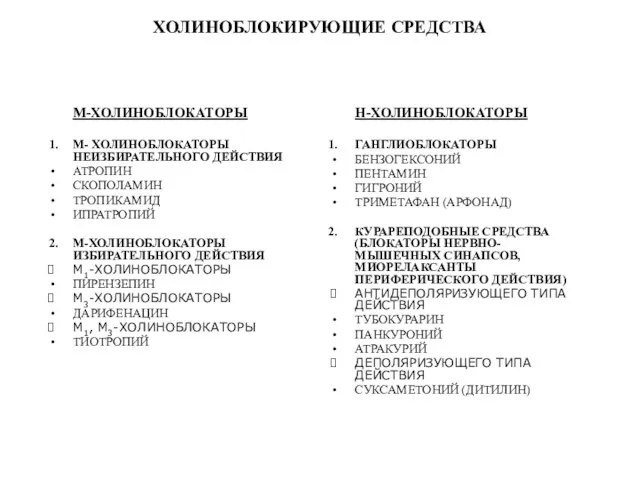 Холиноблокирующие средства
Холиноблокирующие средства Специальное предложение по контейнерным закупкам
Специальное предложение по контейнерным закупкам Закупки за счет собственных средств государственными предприятиями и организациями с долей государственной собственности
Закупки за счет собственных средств государственными предприятиями и организациями с долей государственной собственности Виктор Васнецов
Виктор Васнецов Свердлова парк
Свердлова парк ПРОБЛЕМА ДЕЛОКАЛИЗАЦИИИСОХРАНЕНИЯ ЗНАНИЯ
ПРОБЛЕМА ДЕЛОКАЛИЗАЦИИИСОХРАНЕНИЯ ЗНАНИЯ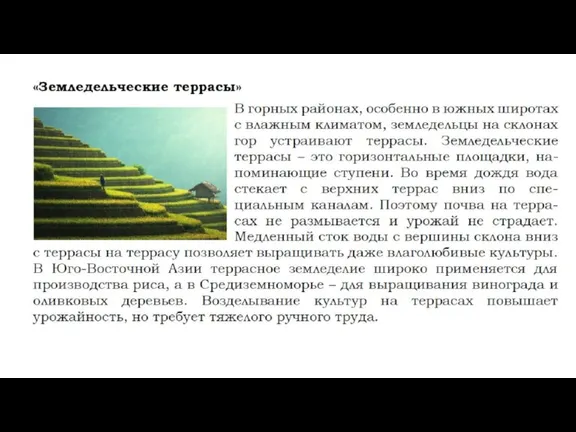 Земледельческие террасы
Земледельческие террасы «Россия должна стать самой привлекательной для жизни страной. Путь развития к 2020 году определен – это инновации: он связан, прежде
«Россия должна стать самой привлекательной для жизни страной. Путь развития к 2020 году определен – это инновации: он связан, прежде  Сводный электронный каталог "Книжные памятники Архангельской области": проблемы формирования и использования
Сводный электронный каталог "Книжные памятники Архангельской области": проблемы формирования и использования ИТ Дистрибуция
ИТ Дистрибуция Понятие культуры, её формы и разновидности
Понятие культуры, её формы и разновидности Презентация на тему Майкл Фарадей
Презентация на тему Майкл Фарадей  Типы ледников
Типы ледников  Форматы взаимодействия с массовым инвестором: пробы и ошибки Александр Щеглов, исполнительный директор ИК «ЦЕРИХ Кэпитал Менед
Форматы взаимодействия с массовым инвестором: пробы и ошибки Александр Щеглов, исполнительный директор ИК «ЦЕРИХ Кэпитал Менед Муниципальное автономное дошкольное образовательное учреждение «Детский сад №252» комбинированного видаРазвиваем красивую и
Муниципальное автономное дошкольное образовательное учреждение «Детский сад №252» комбинированного видаРазвиваем красивую и  1. Обозначите слои стенки сердца
1. Обозначите слои стенки сердца Тема: «Живая гуманистическая этика»
Тема: «Живая гуманистическая этика» Die Präsentation über das Telefon
Die Präsentation über das Telefon Разметка заготовок из древесины
Разметка заготовок из древесины Майский день 1945 года
Майский день 1945 года Геометрический смысл производной функции
Геометрический смысл производной функции Межрегиональная конференция «Сопровождение одаренного ребенка в региональном образовательном пространстве»
Межрегиональная конференция «Сопровождение одаренного ребенка в региональном образовательном пространстве»