- Цикловое и числовое программное управление станками

Содержание
- 2. Что нам дает автоматизация Замена человека в опасных и вредных условиях деятельности. Замена человека автоматами на
- 3. Совершенствование технологий и эффективности производства Гибкость производства (перенастраиваемость), универсальность Уменьшение сроков и стоимости подготовки производства Повышение
- 4. Назначение и область применения систем ЦПУ Система циклового программного управления (ЦПУ) – это система ПУ, в
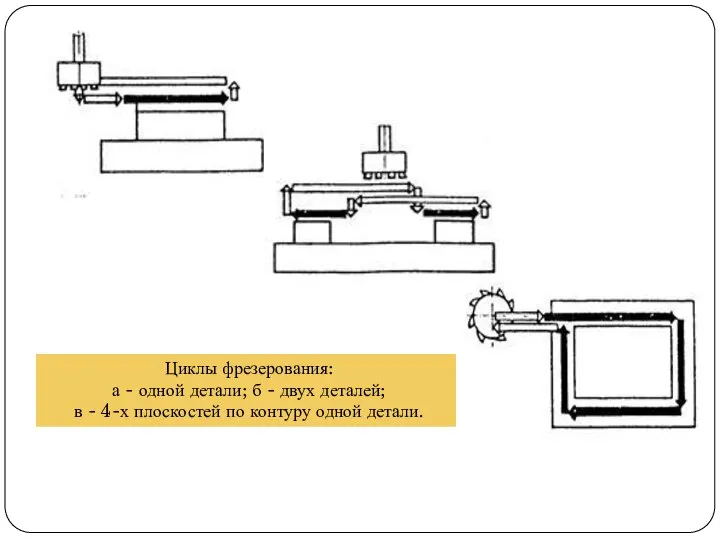
- 5. Циклы фрезерования: а - одной детали; б - двух деталей; в - 4-х плоскостей по контуру
- 6. Системами ЦПУ оснащают токарно-револьверные, лоботокарные, токарно-копировальные, вертикально-фрезерные, копировально-фрезерные, вертикально-сверлильные, алмазно-расточные и другие типы станков. агрегатные станки
- 7. Плюсы и минусы применения ЦПУ содержат только информацию о цикле и режимах обработки, величина перемещения рабочих
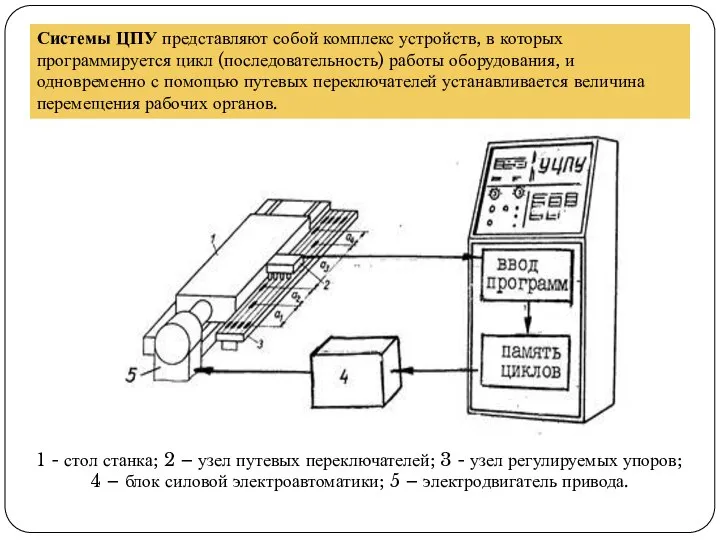
- 8. Системы ЦПУ представляют собой комплекс устройств, в которых программируется цикл (последовательность) работы оборудования, и одновременно с
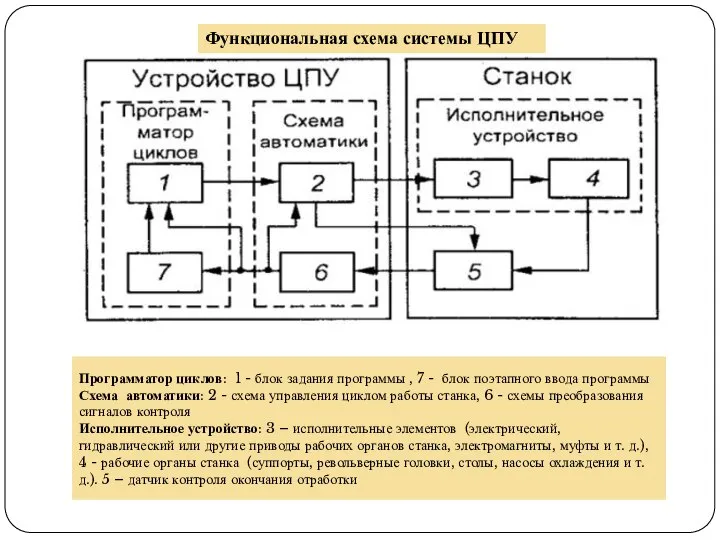
- 9. Функциональная схема системы ЦПУ Программатор циклов: 1 - блок задания программы , 7 - блок поэтапного
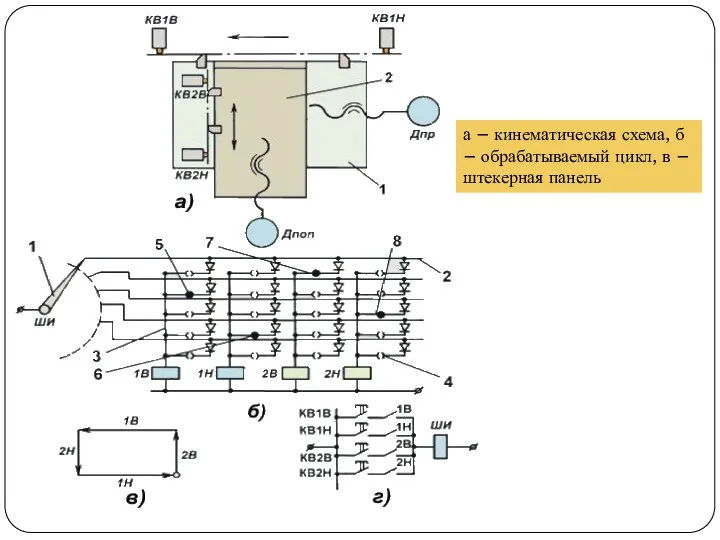
- 10. а – кинематическая схема, б – обрабатываемый цикл, в – штекерная панель
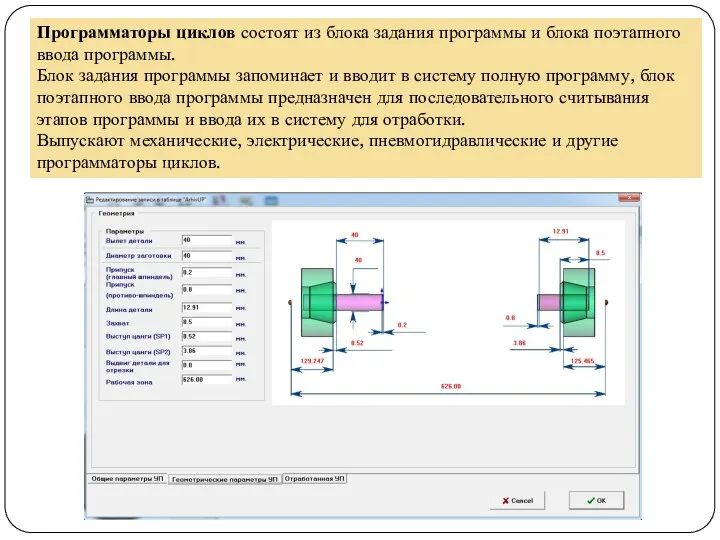
- 11. Программаторы циклов состоят из блока задания программы и блока поэтапного ввода программы. Блок задания программы запоминает
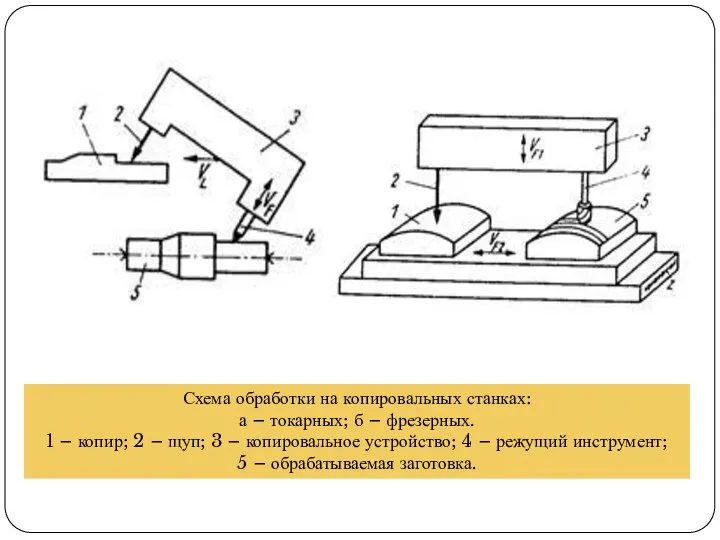
- 12. Схема обработки на копировальных станках: а – токарных; б – фрезерных. 1 – копир; 2 –
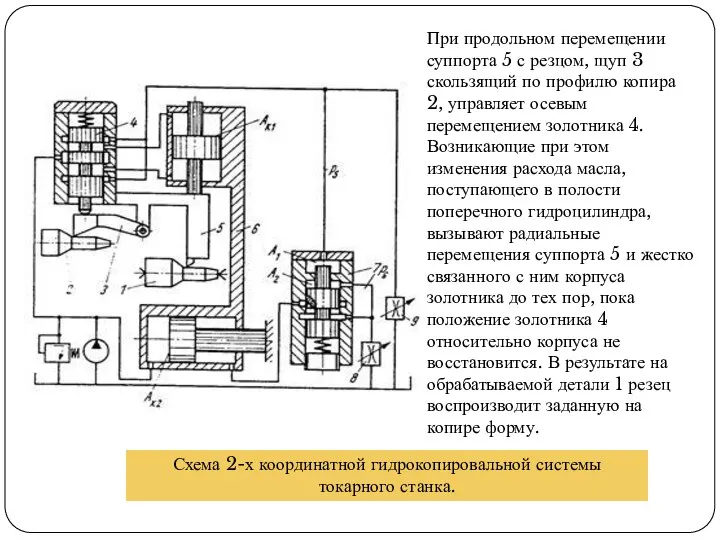
- 13. Схема 2-х координатной гидрокопировальной системы токарного станка. При продольном перемещении суппорта 5 с резцом, щуп 3
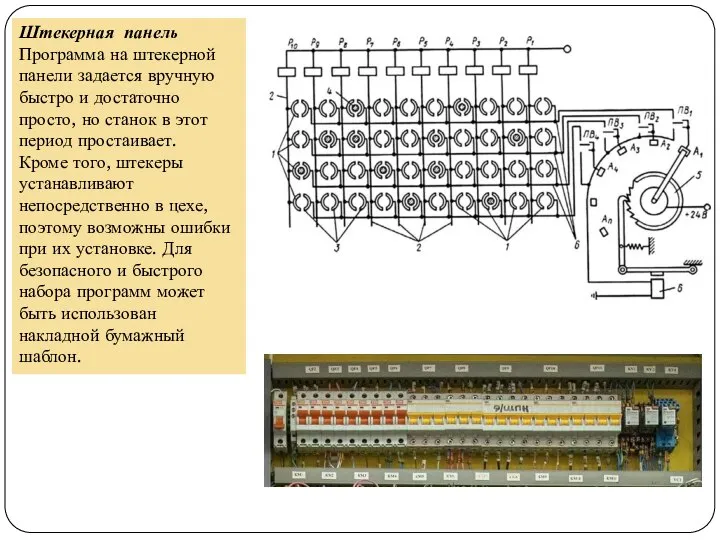
- 14. Штекерная панель Программа на штекерной панели задается вручную быстро и достаточно просто, но станок в этот
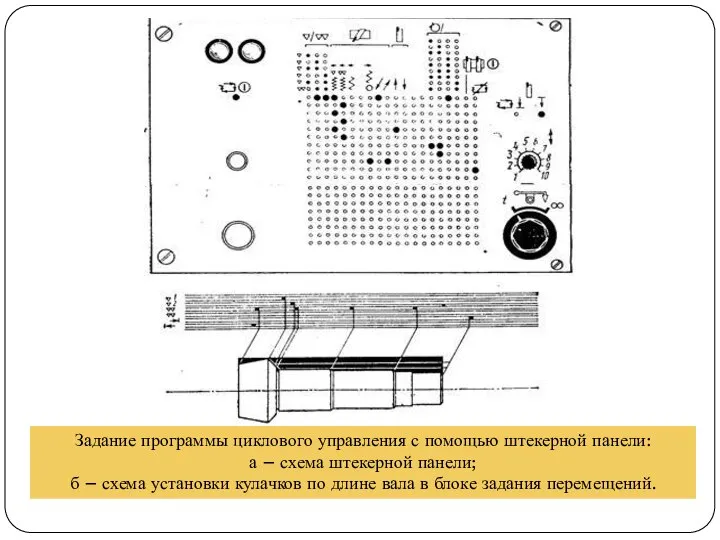
- 15. Задание программы циклового управления с помощью штекерной панели: а – схема штекерной панели; б – схема
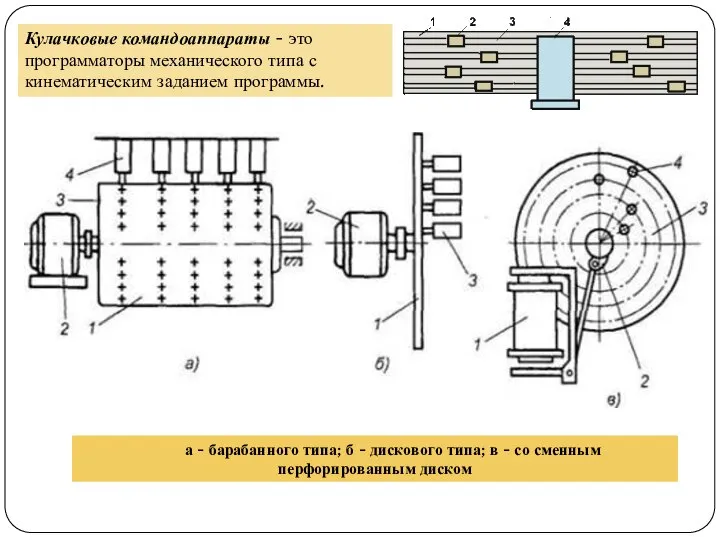
- 16. Кулачковые командоаппараты - это программаторы механического типа с кинематическим заданием программы. а - барабанного типа; б
- 17. Программируемый контроллер - это управляющая логическая машина последовательного действия, созданная на базе вычислительной техники, релейной бесконтактной
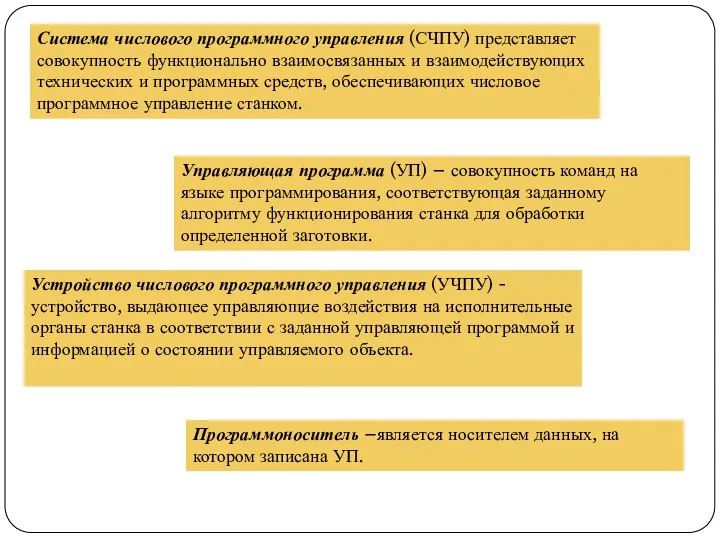
- 18. Назначение и область применения систем ЧПУ Числовое программное управление - (NC - Numerical Control) - это
- 19. Устройство числового программного управления (УЧПУ) - устройство, выдающее управляющие воздействия на исполнительные органы станка в соответствии
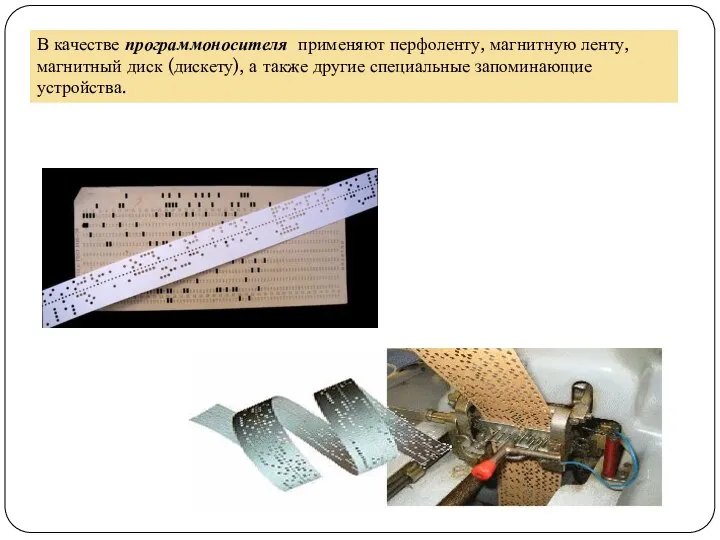
- 20. В качестве программоносителя применяют перфоленту, магнитную ленту, магнитный диск (дискету), а также другие специальные запоминающие устройства.
- 21. Плюсы и минусы применения ЧПУ
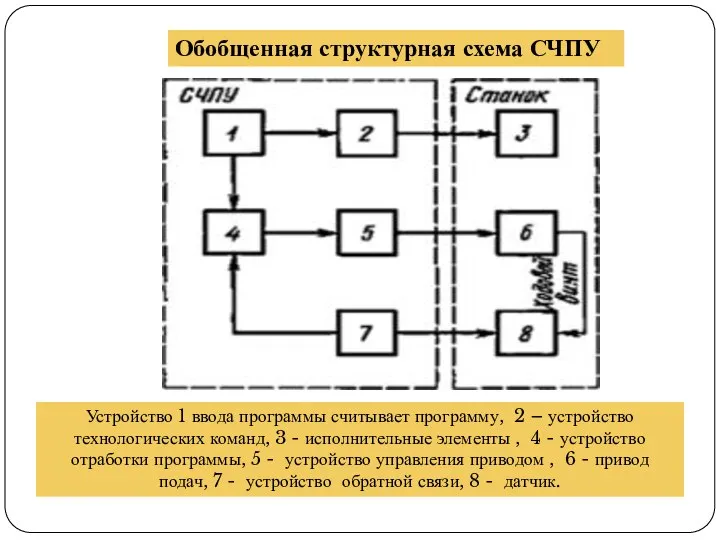
- 22. Обобщенная структурная схема СЧПУ Устройство 1 ввода программы считывает программу, 2 – устройство технологических команд, 3
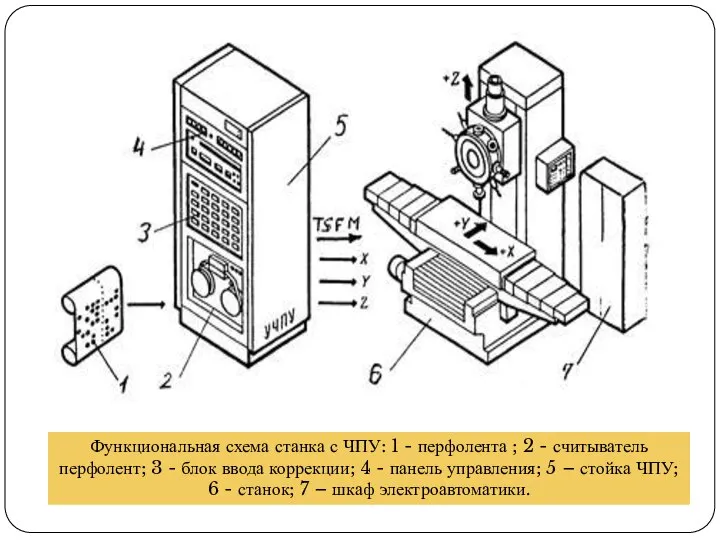
- 23. Функциональная схема станка с ЧПУ: 1 - перфолента ; 2 - считыватель перфолент; 3 - блок
- 25. Скачать презентацию
Слайд 2Что нам дает автоматизация
Замена человека в опасных и вредных условиях деятельности.
Замена человека
Что нам дает автоматизация
Замена человека в опасных и вредных условиях деятельности.
Замена человека
Слайд 3Совершенствование технологий и эффективности производства
Гибкость производства (перенастраиваемость), универсальность
Уменьшение сроков и стоимости подготовки
Совершенствование технологий и эффективности производства
Гибкость производства (перенастраиваемость), универсальность
Уменьшение сроков и стоимости подготовки
Слайд 4Назначение и область применения систем ЦПУ
Система циклового программного управления (ЦПУ) – это система
Назначение и область применения систем ЦПУ
Система циклового программного управления (ЦПУ) – это система

Слайд 5Циклы фрезерования:
а - одной детали; б - двух деталей;
в - 4-х
Циклы фрезерования:
а - одной детали; б - двух деталей;
в - 4-х
Слайд 6Системами ЦПУ оснащают
токарно-револьверные,
лоботокарные,
токарно-копировальные,
вертикально-фрезерные,
копировально-фрезерные,
вертикально-сверлильные,
алмазно-расточные и другие
Системами ЦПУ оснащают
токарно-револьверные,
лоботокарные,
токарно-копировальные,
вертикально-фрезерные,
копировально-фрезерные,
вертикально-сверлильные,
алмазно-расточные и другие

Слайд 7Плюсы и минусы применения ЦПУ
содержат только информацию о цикле и режимах обработки,
Плюсы и минусы применения ЦПУ
содержат только информацию о цикле и режимах обработки,

Слайд 8Системы ЦПУ представляют собой комплекс устройств, в которых программируется цикл (последовательность) работы
Системы ЦПУ представляют собой комплекс устройств, в которых программируется цикл (последовательность) работы
Слайд 9Функциональная схема системы ЦПУ
Программатор циклов: 1 - блок задания программы , 7
Функциональная схема системы ЦПУ
Программатор циклов: 1 - блок задания программы , 7
Слайд 10а – кинематическая схема, б – обрабатываемый цикл, в – штекерная панель
а – кинематическая схема, б – обрабатываемый цикл, в – штекерная панель
Слайд 11Программаторы циклов состоят из блока задания программы и блока поэтапного ввода программы.
Блок задания
Программаторы циклов состоят из блока задания программы и блока поэтапного ввода программы.
Блок задания
Слайд 12Схема обработки на копировальных станках:
а – токарных; б – фрезерных.
1 – копир;
Схема обработки на копировальных станках:
а – токарных; б – фрезерных.
1 – копир;
Слайд 13Схема 2-х координатной гидрокопировальной системы
токарного станка.
При продольном перемещении суппорта 5 с резцом,
Схема 2-х координатной гидрокопировальной системы
токарного станка.
При продольном перемещении суппорта 5 с резцом,
Слайд 14Штекерная панель
Программа на штекерной панели задается вручную быстро и достаточно просто,
Штекерная панель
Программа на штекерной панели задается вручную быстро и достаточно просто,
Слайд 15Задание программы циклового управления с помощью штекерной панели:
а – схема штекерной
Задание программы циклового управления с помощью штекерной панели:
а – схема штекерной
Слайд 16Кулачковые командоаппараты - это программаторы механического типа с кинематическим заданием программы.
а -
Кулачковые командоаппараты - это программаторы механического типа с кинематическим заданием программы.
а -
Слайд 17Программируемый контроллер - это управляющая логическая машина последовательного действия, созданная на базе вычислительной
Программируемый контроллер - это управляющая логическая машина последовательного действия, созданная на базе вычислительной

Слайд 18Назначение и область применения систем ЧПУ
Числовое программное управление - (NC - Numerical
Назначение и область применения систем ЧПУ
Числовое программное управление - (NC - Numerical

Слайд 19Устройство числового программного управления (УЧПУ) - устройство, выдающее управляющие воздействия на исполнительные органы
Устройство числового программного управления (УЧПУ) - устройство, выдающее управляющие воздействия на исполнительные органы
Слайд 20В качестве программоносителя применяют перфоленту, магнитную ленту, магнитный диск (дискету), а также
В качестве программоносителя применяют перфоленту, магнитную ленту, магнитный диск (дискету), а также
Слайд 21Плюсы и минусы применения ЧПУ
Плюсы и минусы применения ЧПУ

Слайд 22Обобщенная структурная схема СЧПУ
Устройство 1 ввода программы считывает программу, 2 – устройство
Обобщенная структурная схема СЧПУ
Устройство 1 ввода программы считывает программу, 2 – устройство
Слайд 23Функциональная схема станка с ЧПУ: 1 - перфолента ; 2 - считыватель
Функциональная схема станка с ЧПУ: 1 - перфолента ; 2 - считыватель
 Семинар классных руководителей Тема: «Педагогическое общение как особый вид творчества»
Семинар классных руководителей Тема: «Педагогическое общение как особый вид творчества» Какие 2 суперотрасли права принято выделять? По какому критерию относят к каждой из них отрасли права?
Какие 2 суперотрасли права принято выделять? По какому критерию относят к каждой из них отрасли права? 186231(1)
186231(1) Блюда из овощей припущенные и тушеные
Блюда из овощей припущенные и тушеные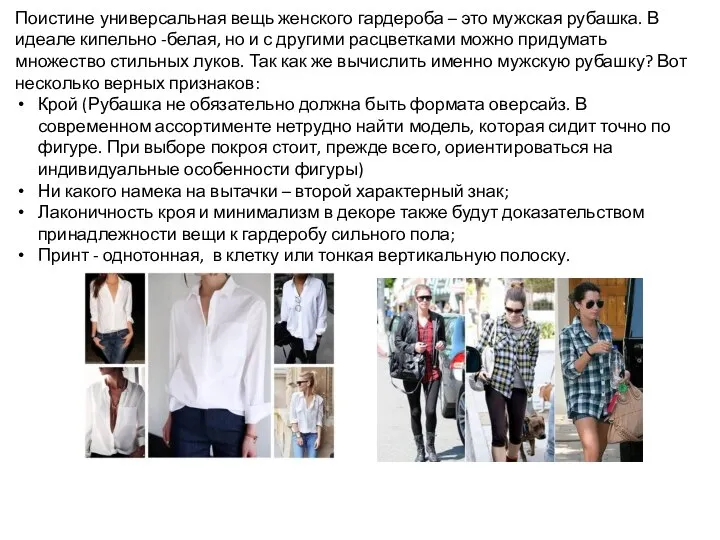 Как стильно носить мужскую рубашку
Как стильно носить мужскую рубашку Презентация на тему Группы крови в современном мире
Презентация на тему Группы крови в современном мире спортивный праздник "Папа, мама, я – дружная семья"
спортивный праздник "Папа, мама, я – дружная семья" Акушерские кровотечения
Акушерские кровотечения Карандашница
Карандашница Система морально-психологического обеспечения деятельности органов внутренних дел Российской Федерации
Система морально-психологического обеспечения деятельности органов внутренних дел Российской Федерации Илларион Михайлович Прянишников (1840-1894)
Илларион Михайлович Прянишников (1840-1894) Let’s practice
Let’s practice Особенности речи юриста в ходе разбирательства гражданских и административных дел
Особенности речи юриста в ходе разбирательства гражданских и административных дел Фотограф
Фотограф Леонардо
Леонардо Интересы инноваторов и инвесторов в коммуникации с научными группами: открытость, принципы и формат сотрудничества
Интересы инноваторов и инвесторов в коммуникации с научными группами: открытость, принципы и формат сотрудничества « СПОСОБ ГРУППИРОВКИ»
« СПОСОБ ГРУППИРОВКИ» Край ты мой, родимый край! Стихи русских поэтов 19века о родной природе
Край ты мой, родимый край! Стихи русских поэтов 19века о родной природе Причины преобладания заказов иностранных производителей в бюджетах российских рекламных агентств Презентацию подготовил Студе
Причины преобладания заказов иностранных производителей в бюджетах российских рекламных агентств Презентацию подготовил Студе Исследование микропроцессорных устройств LOGO!
Исследование микропроцессорных устройств LOGO! «Я, (фамилия, имя, отчество), торжественно присягаю на верность своей Родине Российской Федерации… Клянусь достойно выполня
«Я, (фамилия, имя, отчество), торжественно присягаю на верность своей Родине Российской Федерации… Клянусь достойно выполня Корпоративная стратегия и регулирование
Корпоративная стратегия и регулирование Вернисаж Люби! Твори! Живи!
Вернисаж Люби! Твори! Живи! Автор: Копытина Н.А., учитель информатики Г(О)ОУ НПО ПУ № 17 с. Хлевное Хлевенского района Липецкой области
Автор: Копытина Н.А., учитель информатики Г(О)ОУ НПО ПУ № 17 с. Хлевное Хлевенского района Липецкой области Prezentatsia
Prezentatsia Как руководитель ищет работника
Как руководитель ищет работника У истоков механики
У истоков механики Неликвидные запасы предприятия
Неликвидные запасы предприятия