- Уменьшение погрешности формы вала от поперечной силы резанья при точении на проход

Содержание
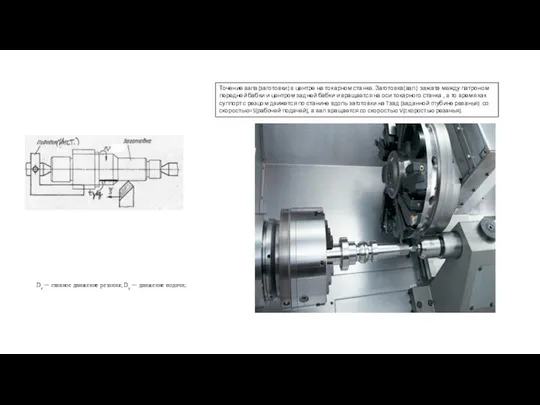
- 2. Точение вала(заготовки) в центре на токарном станке. Заготовка(вал) зажата между патроном передней бабки и центром задней
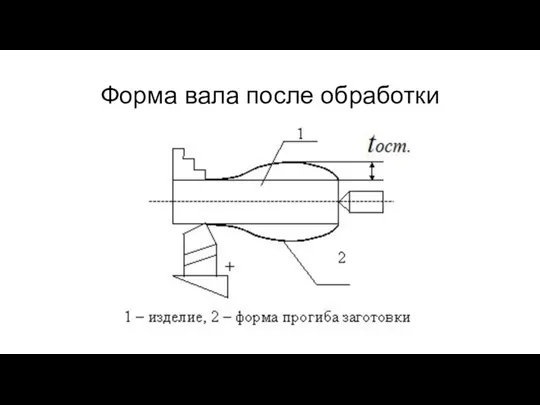
- 3. Форма вала после обработки
- 4. Силы резания Руп1, Рп1 — реактивные силы упругой и пластической деформации по передней поверхности резца; Тх,
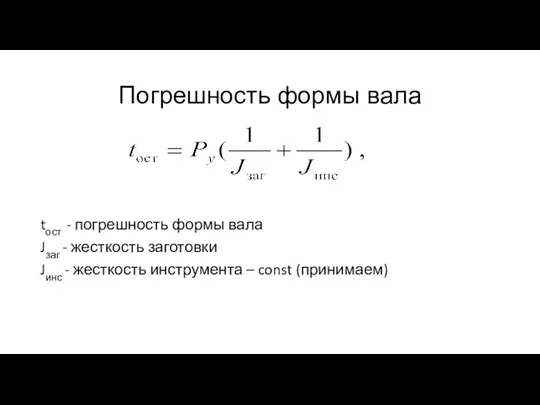
- 5. Погрешность формы вала tост - погрешность формы вала Jзаг - жесткость заготовки Jинс - жесткость инструмента
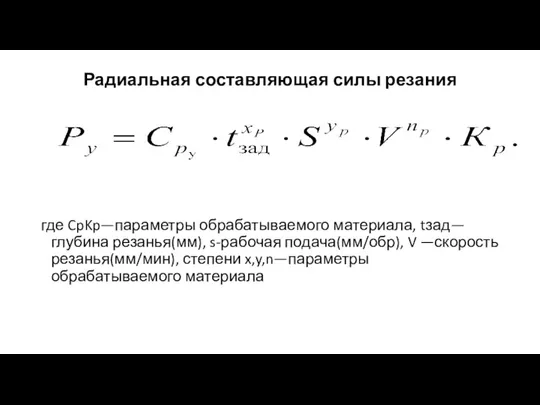
- 6. Радиальная составляющая силы резания где CpKp—параметры обрабатываемого материала, tзад—глубина резанья(мм), s-рабочая подача(мм/обр), V —скорость резанья(мм/мин), степени
- 7. Условия для анализа Возьмем, например, резец твердый сплав Т15К6 и имеющий геометрические параметры ϕ = 45о;
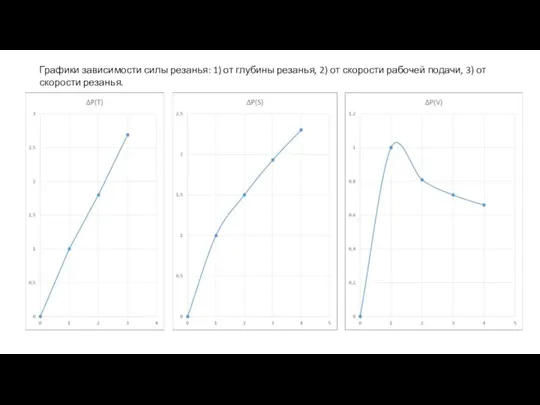
- 8. Графики зависимости силы резанья: 1) от глубины резанья, 2) от скорости рабочей подачи, 3) от скорости
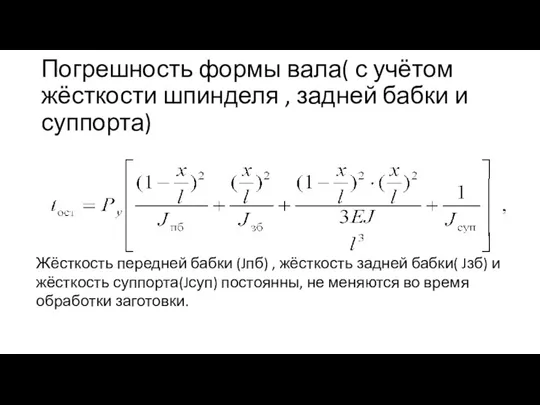
- 9. Погрешность формы вала( с учётом жёсткости шпинделя , задней бабки и суппорта) Жёсткость передней бабки (Jпб)
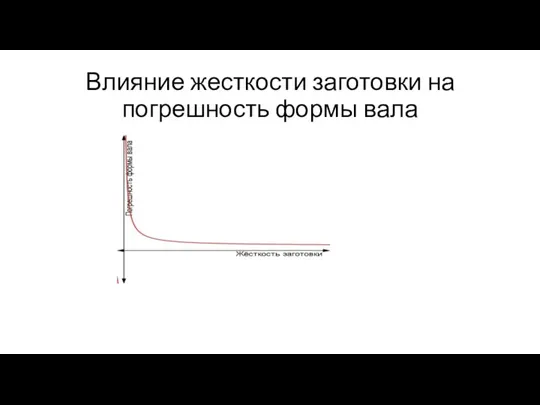
- 10. Влияние жесткости заготовки на погрешность формы вала
- 12. Скачать презентацию
Слайд 2Точение вала(заготовки) в центре на токарном станке. Заготовка(вал) зажата между патроном передней
Точение вала(заготовки) в центре на токарном станке. Заготовка(вал) зажата между патроном передней
Слайд 3Форма вала после обработки
Форма вала после обработки
Слайд 4Силы резания
Руп1, Рп1 — реактивные силы упругой и пластической деформации по передней поверхности резца;
Тх,
Силы резания
Руп1, Рп1 — реактивные силы упругой и пластической деформации по передней поверхности резца;
Тх,

Слайд 5Погрешность формы вала
tост - погрешность формы вала
Jзаг - жесткость заготовки
Jинс - жесткость
Погрешность формы вала
tост - погрешность формы вала
Jзаг - жесткость заготовки
Jинс - жесткость
Слайд 6Радиальная составляющая силы резания
где CpKp—параметры обрабатываемого материала, tзад—глубина резанья(мм), s-рабочая подача(мм/обр), V
Радиальная составляющая силы резания
где CpKp—параметры обрабатываемого материала, tзад—глубина резанья(мм), s-рабочая подача(мм/обр), V
Слайд 7Условия для анализа
Возьмем, например, резец твердый сплав Т15К6 и имеющий геометрические параметры
Условия для анализа
Возьмем, например, резец твердый сплав Т15К6 и имеющий геометрические параметры
Слайд 8Графики зависимости силы резанья: 1) от глубины резанья, 2) от скорости рабочей
Графики зависимости силы резанья: 1) от глубины резанья, 2) от скорости рабочей
Слайд 9Погрешность формы вала( с учётом жёсткости шпинделя , задней бабки и суппорта)
Жёсткость
Погрешность формы вала( с учётом жёсткости шпинделя , задней бабки и суппорта)
Жёсткость
Слайд 10Влияние жесткости заготовки на погрешность формы вала
Влияние жесткости заготовки на погрешность формы вала
 Образовательная технология «Дебаты»
Образовательная технология «Дебаты» Прокурорский надзор за соблюдением прав и свобод человека и гражданина. Лекция №6
Прокурорский надзор за соблюдением прав и свобод человека и гражданина. Лекция №6 HERZEN UNIVERSITY
HERZEN UNIVERSITY МБОУ г. Иркутска СОШ № 7Команда представляет сказку с одноименным названием «В норку за Кроликом»
МБОУ г. Иркутска СОШ № 7Команда представляет сказку с одноименным названием «В норку за Кроликом» Дифференциация Ц - С
Дифференциация Ц - С Советская культура 1930-х годов
Советская культура 1930-х годов Педсовет
Педсовет Технология DITA: обзор возможностей и основные преимущества
Технология DITA: обзор возможностей и основные преимущества Активизация учебно-познавательной деятельности слабоуспевающих учащихся через проектную деятельность
Активизация учебно-познавательной деятельности слабоуспевающих учащихся через проектную деятельность Презентация на тему Знакомство с одеждой народов крайнего севера
Презентация на тему Знакомство с одеждой народов крайнего севера  Самое главное в жизни
Самое главное в жизни Ультразвуковой уровнемер на микроконтроллере PIC16F628
Ультразвуковой уровнемер на микроконтроллере PIC16F628 Владения Полигимнии: памятники героям, полководцам, властителям - гимн заключённый в скульптуре. Цель урока: Представить примеры
Владения Полигимнии: памятники героям, полководцам, властителям - гимн заключённый в скульптуре. Цель урока: Представить примеры  Родной город
Родной город Презентация на тему Вредные привычки и их влияние на здоровье человека
Презентация на тему Вредные привычки и их влияние на здоровье человека  Добро пожаловать в наш детский сад
Добро пожаловать в наш детский сад Фотоальбом. Рисование
Фотоальбом. Рисование Отвага - храбрость, бесстрашие,
Отвага - храбрость, бесстрашие, Общероссийские соревнования ФЧР-2020
Общероссийские соревнования ФЧР-2020 Развитие детской одаренности в условиях инновационного учебного заведения
Развитие детской одаренности в условиях инновационного учебного заведения Презентация на тему Правописание н и НН в разных частях речи
Презентация на тему Правописание н и НН в разных частях речи Гидромеханические установки. (Лекция 7)
Гидромеханические установки. (Лекция 7) Декоративно-пркладное искусство России
Декоративно-пркладное искусство России Урок по уточнениям
Урок по уточнениям Хохломская роспись
Хохломская роспись Сказка в картинках - презентация
Сказка в картинках - презентация Характеристика эколого-развивающей среды в ДОУ
Характеристика эколого-развивающей среды в ДОУ Создание и развитие кадрового резерва
Создание и развитие кадрового резерва