Усовершенствование модельной оснастки БН 9855 для повышения эффективности изготовления осевых стержней формовочным методом
- Усовершенствование модельной оснастки БН 9855 для повышения эффективности изготовления осевых стержней формовочным методом

Содержание
- 2. Актуальность В настоящий момент сектор промышленности Российской Федерации переживает затруднительные времена, что негативно сказывается на показателях
- 3. Цель, объект, предмет исследования Цель исследования – усовершенствование модельной оснастки БН 9855 для повышения эффективности изготовления
- 4. Задачи исследования Описать конструкцию, назначение и свойства детали модельной оснастки БН 9855 Исследовать организационно-экономические характеристики литейного
- 5. Тележка грузового вагона 9855 1 – две боковые рамы, 2 – балка надрессорная, 3 – колесные
- 6. Детализированная конструкция балки надрессорной тележки грузового вагона 9855 1 – пояс верхний, 2 – ребро жесткости,
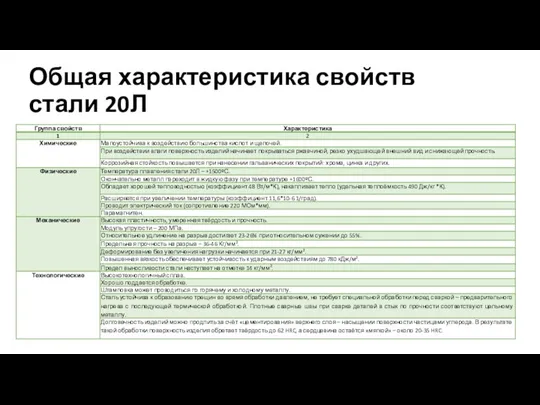
- 7. Общая характеристика свойств стали 20Л
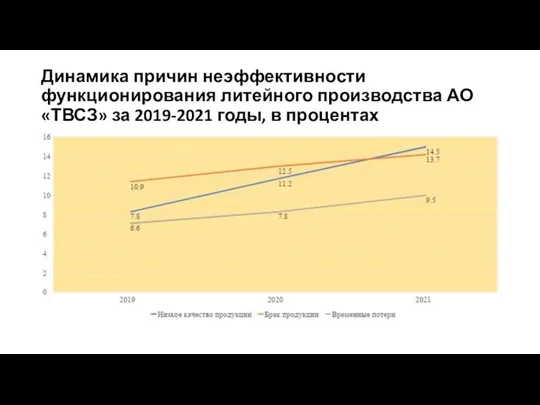
- 8. Динамика причин неэффективности функционирования литейного производства АО «ТВСЗ» за 2019-2021 годы, в процентах
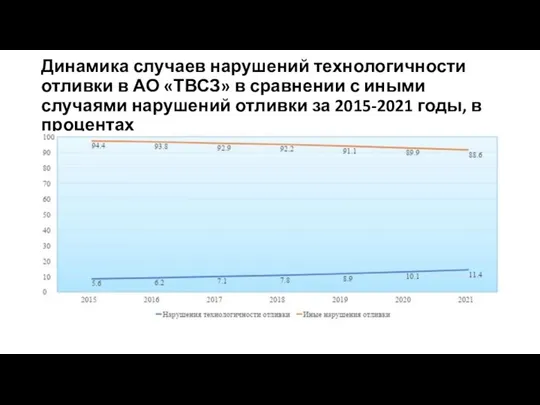
- 9. Динамика случаев нарушений технологичности отливки в АО «ТВСЗ» в сравнении с иными случаями нарушений отливки за
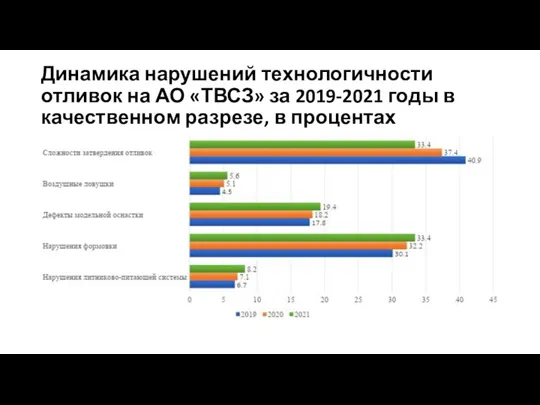
- 10. Динамика нарушений технологичности отливок на АО «ТВСЗ» за 2019-2021 годы в качественном разрезе, в процентах
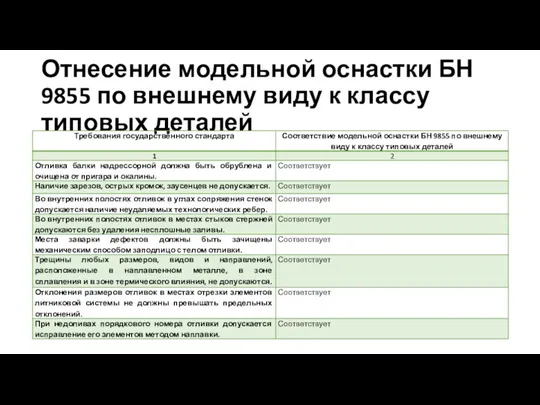
- 11. Отнесение модельной оснастки БН 9855 по внешнему виду к классу типовых деталей
- 12. Общая характеристика метода вакуумно-пленочной формовки, используемого на предприятии АО «Тихвинский вагоностроительный завод»
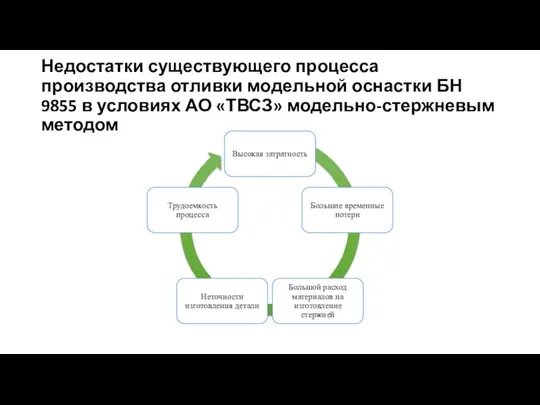
- 13. Недостатки существующего процесса производства отливки модельной оснастки БН 9855 в условиях АО «ТВСЗ» модельно-стержневым методом
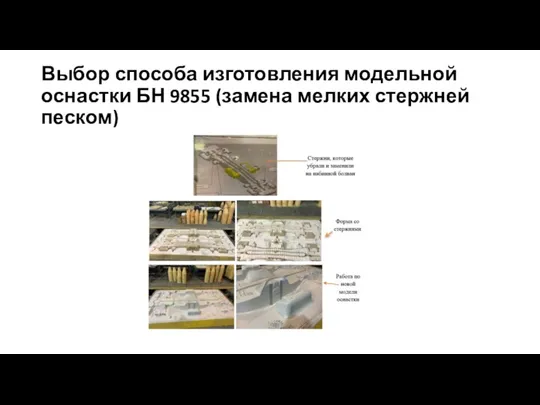
- 14. Выбор способа изготовления модельной оснастки БН 9855 (замена мелких стержней песком)
- 15. Проектируемый процесс изменения модельной оснастки БН 9855
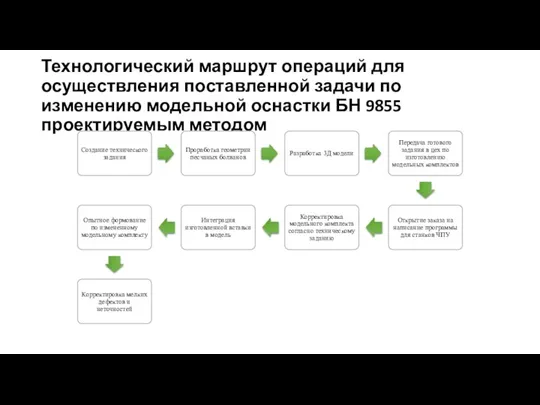
- 16. Технологический маршрут операций для осуществления поставленной задачи по изменению модельной оснастки БН 9855 проектируемым методом
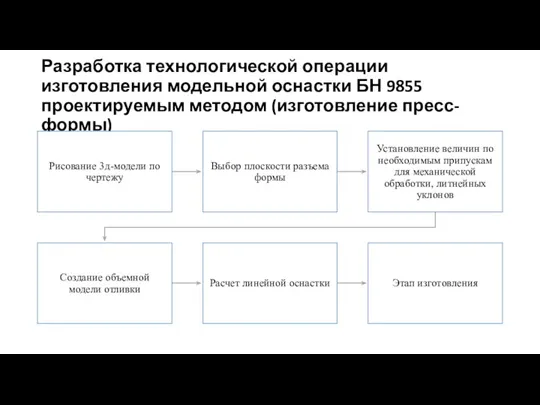
- 17. Разработка технологической операции изготовления модельной оснастки БН 9855 проектируемым методом (изготовление пресс-формы)
- 18. Метод возможного сокращения издержек В настоящий момент АО «ТВСЗ» изготавливает 2000 вагонокомплектов в месяц. При изготовлении
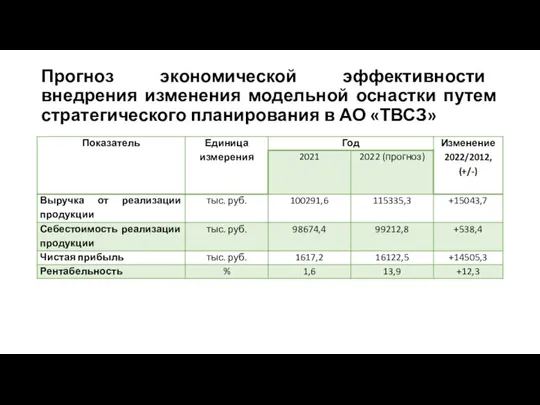
- 19. Прогноз экономической эффективности внедрения изменения модельной оснастки путем стратегического планирования в АО «ТВСЗ»
- 21. Скачать презентацию
Слайд 2Актуальность
В настоящий момент сектор промышленности Российской Федерации переживает затруднительные времена, что
Актуальность
В настоящий момент сектор промышленности Российской Федерации переживает затруднительные времена, что
Слайд 3Цель, объект, предмет исследования
Цель исследования – усовершенствование модельной оснастки БН 9855 для
Цель, объект, предмет исследования
Цель исследования – усовершенствование модельной оснастки БН 9855 для
Слайд 4Задачи исследования
Описать конструкцию, назначение и свойства детали модельной оснастки БН 9855
Исследовать организационно-экономические
Задачи исследования
Описать конструкцию, назначение и свойства детали модельной оснастки БН 9855
Исследовать организационно-экономические
Слайд 5Тележка грузового вагона 9855
1 – две боковые рамы, 2 – балка надрессорная,
Тележка грузового вагона 9855
1 – две боковые рамы, 2 – балка надрессорная,

Слайд 6Детализированная конструкция балки надрессорной тележки грузового вагона 9855
1 – пояс верхний, 2
Детализированная конструкция балки надрессорной тележки грузового вагона 9855
1 – пояс верхний, 2

Слайд 7Общая характеристика свойств стали 20Л
Общая характеристика свойств стали 20Л
Слайд 8Динамика причин неэффективности функционирования литейного производства АО «ТВСЗ» за 2019-2021 годы, в
Динамика причин неэффективности функционирования литейного производства АО «ТВСЗ» за 2019-2021 годы, в
Слайд 9Динамика случаев нарушений технологичности отливки в АО «ТВСЗ» в сравнении с иными
Динамика случаев нарушений технологичности отливки в АО «ТВСЗ» в сравнении с иными
Слайд 10Динамика нарушений технологичности отливок на АО «ТВСЗ» за 2019-2021 годы в качественном
Динамика нарушений технологичности отливок на АО «ТВСЗ» за 2019-2021 годы в качественном
Слайд 11Отнесение модельной оснастки БН 9855 по внешнему виду к классу типовых деталей
Отнесение модельной оснастки БН 9855 по внешнему виду к классу типовых деталей
Слайд 12Общая характеристика метода вакуумно-пленочной формовки, используемого на предприятии АО «Тихвинский вагоностроительный завод»
Общая характеристика метода вакуумно-пленочной формовки, используемого на предприятии АО «Тихвинский вагоностроительный завод»

Слайд 13Недостатки существующего процесса производства отливки модельной оснастки БН 9855 в условиях АО
Недостатки существующего процесса производства отливки модельной оснастки БН 9855 в условиях АО
Слайд 14Выбор способа изготовления модельной оснастки БН 9855 (замена мелких стержней песком)
Выбор способа изготовления модельной оснастки БН 9855 (замена мелких стержней песком)
Слайд 15Проектируемый процесс изменения модельной оснастки БН 9855
Проектируемый процесс изменения модельной оснастки БН 9855

Слайд 16Технологический маршрут операций для осуществления поставленной задачи по изменению модельной оснастки БН
Технологический маршрут операций для осуществления поставленной задачи по изменению модельной оснастки БН
Слайд 17Разработка технологической операции изготовления модельной оснастки БН 9855 проектируемым методом (изготовление пресс-формы)
Разработка технологической операции изготовления модельной оснастки БН 9855 проектируемым методом (изготовление пресс-формы)
Слайд 18Метод возможного сокращения издержек
В настоящий момент АО «ТВСЗ» изготавливает 2000 вагонокомплектов в
Метод возможного сокращения издержек
В настоящий момент АО «ТВСЗ» изготавливает 2000 вагонокомплектов в
Слайд 19Прогноз экономической эффективности внедрения изменения модельной оснастки путем стратегического планирования в АО
Прогноз экономической эффективности внедрения изменения модельной оснастки путем стратегического планирования в АО
 PowerPoint Show by Andrew
PowerPoint Show by Andrew Появление трамвая
Появление трамвая Скалярное произведение векторов 9 класс
Скалярное произведение векторов 9 класс Всегда великая Россия
Всегда великая Россия Фараон Тутанхамон (1334 – 1325 гг. до н.э.). Сокровища из его гробницы
Фараон Тутанхамон (1334 – 1325 гг. до н.э.). Сокровища из его гробницы Права человека. Международная защита прав человека в условиях военного времени
Права человека. Международная защита прав человека в условиях военного времени Группа компаний АТМ Альянс
Группа компаний АТМ Альянс Презентация на тему Молдавия
Презентация на тему Молдавия  Работа выполнена в рамках проекта: «Повышение квалификации различных категорий работников образования и формирование у них базов
Работа выполнена в рамках проекта: «Повышение квалификации различных категорий работников образования и формирование у них базов ФИНЛЯНДИЯ
ФИНЛЯНДИЯ Презентация на тему Зона степей (4 класс)
Презентация на тему Зона степей (4 класс) Хаос – высшая степень порядка
Хаос – высшая степень порядка Организационная психология Проблемы мотивации в организации
Организационная психология Проблемы мотивации в организации Единственный магистральный оператор, предоставляющий услуги дальней связи на всей территории России Оператор операторов, обеспе
Единственный магистральный оператор, предоставляющий услуги дальней связи на всей территории России Оператор операторов, обеспе Оружие кировской области
Оружие кировской области Развитие учения об отдельных видах следов. Тема №4
Развитие учения об отдельных видах следов. Тема №4 Издержки и результаты хозяйственной деятельности, ее экономическая эффективность
Издержки и результаты хозяйственной деятельности, ее экономическая эффективность  Проблема и позиция автора
Проблема и позиция автора Формула качественного контента: как быть востребованным везде? Наталья Прачук seven-keys.com.ua
Формула качественного контента: как быть востребованным везде? Наталья Прачук seven-keys.com.ua Кижский погост
Кижский погост British and Russian food and drinks
British and Russian food and drinks Стиль шинуазри в живописи
Стиль шинуазри в живописи Специальное предложение для работников ООО Велфарм и их близких родственников*
Специальное предложение для работников ООО Велфарм и их близких родственников* Мировые финансовые рынки
Мировые финансовые рынки Противоглистные средства
Противоглистные средства 2.2. Целью деятельности Центра является развитие активной жизненной позиции, стимулирование процессов личностного саморазвития де
2.2. Целью деятельности Центра является развитие активной жизненной позиции, стимулирование процессов личностного саморазвития де Степи Кубани
Степи Кубани Матренин двор
Матренин двор