- Виды соединений элементов деталей

Содержание
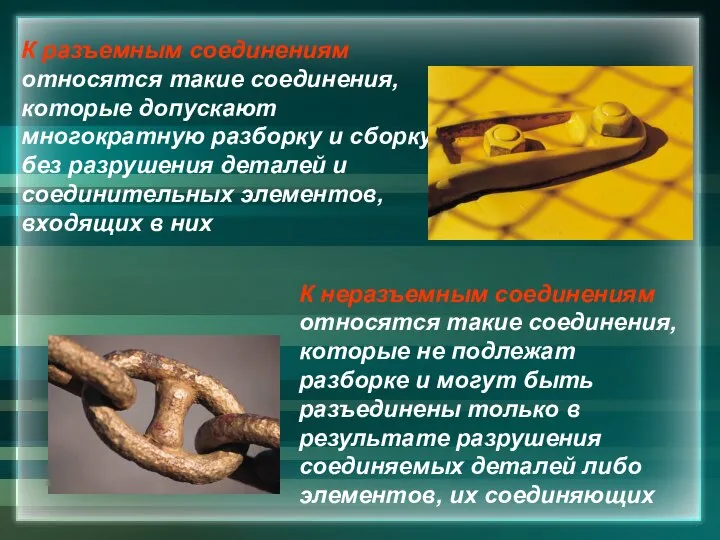
- 2. К разъемным соединениям относятся такие соединения, которые допускают многократную разборку и сборку без разрушения деталей и
- 3. Разъемные резьбовые соединения Болтовое Винтовое Шпилечное Почему они так называются?
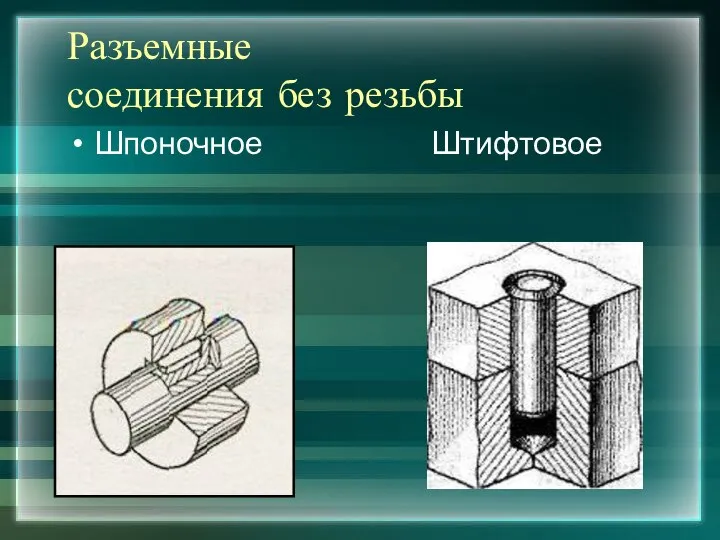
- 4. Разъемные соединения без резьбы Шпоночное Штифтовое
- 5. Неразъемные соединения Клепаное Сварное
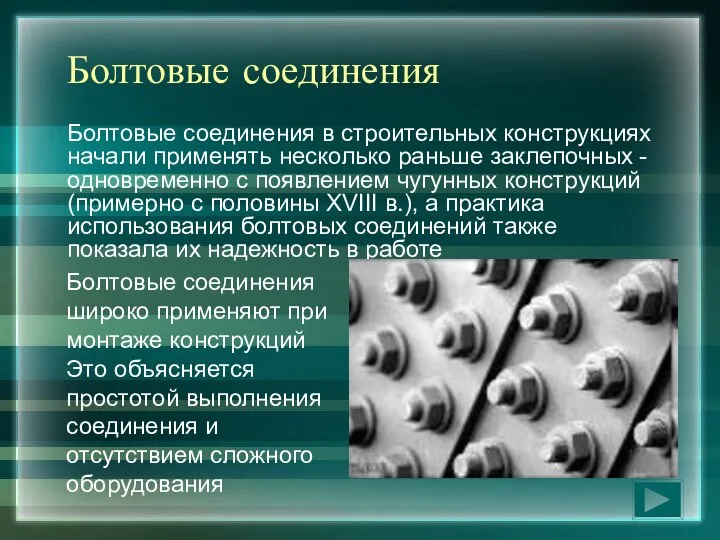
- 6. Болтовые соединения Болтовые соединения в строительных конструкциях начали применять несколько раньше заклепочных - одновременно с появлением
- 7. Виды болтов Болты обычные и высокопрочные используют для соединения элементов стальных конструкций друг с другом, а
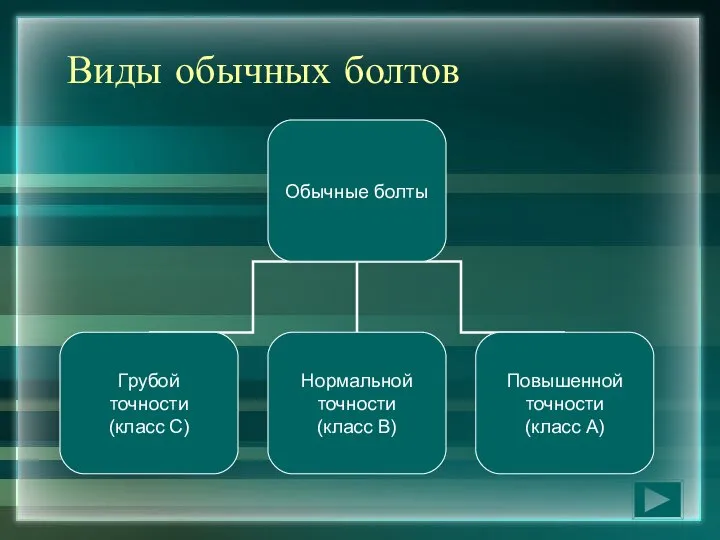
- 8. Виды обычных болтов
- 9. Болты грубой точности Для нерасчетных монтажных соединений следует применять болты класса точности С их ставят в
- 10. Болты нормальной точности Для соединений, воспринимающих расчетные усилия, - болты класса точности В и А Болты
- 11. Болты повышенной точности Болты класса точности А устанавливают в отверстия, которые просверлены на проектный диаметр в
- 12. Подготовка поверхностей В подготовку стыкуемых поверхностей входит: очистка от грязи, ржавчины, снега, льда, масла и пыли
- 13. Требования к болтовым соединениям Соединение должно иметь не менее двух отверстий. В одно сначала вставляют колик
- 14. Требования к гайкам Под головки и гайки постоянных болтов обязательно ставят шайбы. В местах примыкания головки
- 15. Сварные соединения Сварными называют неразъемные соединения, выполненные при помощи сварки Они могут быть стыковыми, угловыми, нахлесточными,
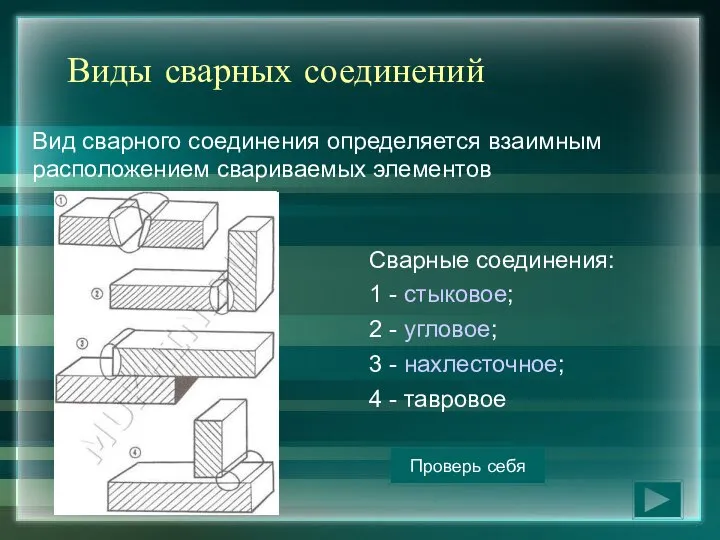
- 16. Виды сварных соединений Вид сварного соединения определяется взаимным расположением свариваемых элементов Сварные соединения: 1 - стыковое;
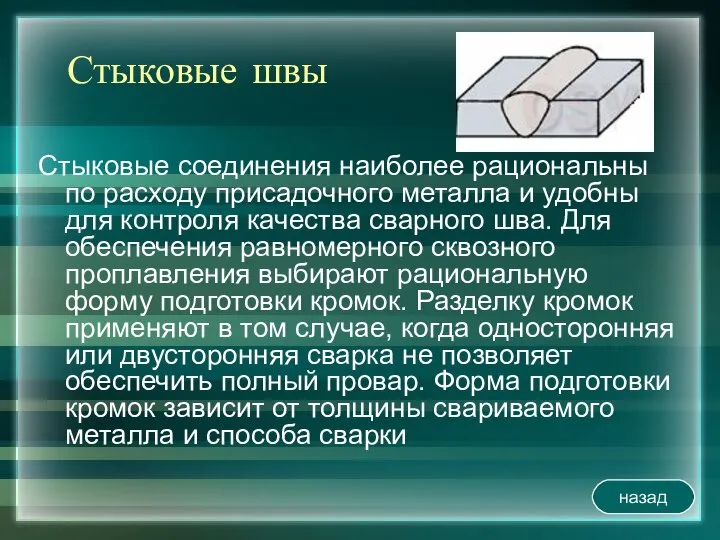
- 17. Стыковые швы Стыковые соединения наиболее рациональны по расходу присадочного металла и удобны для контроля качества сварного
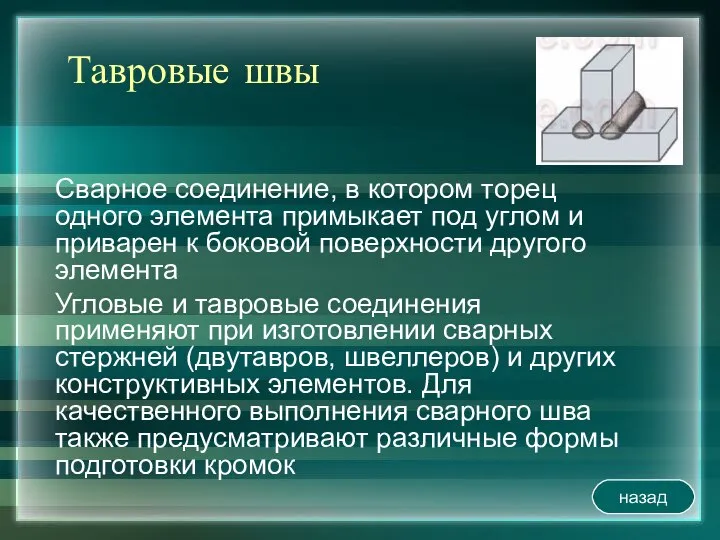
- 18. Тавровые швы Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой
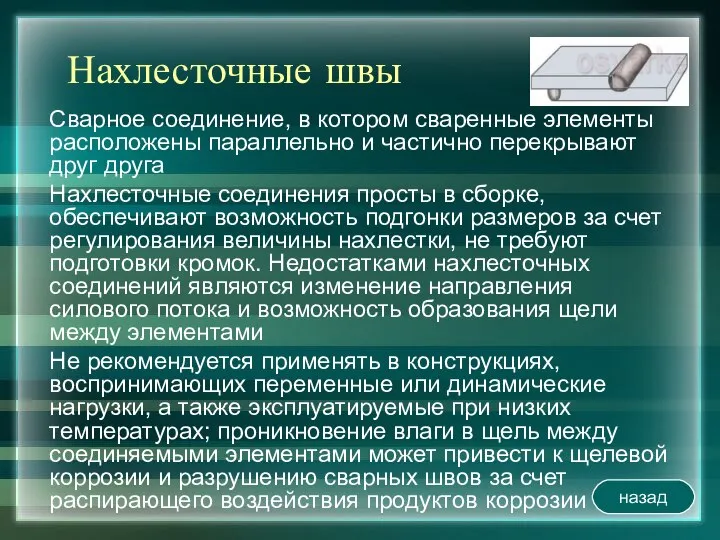
- 19. Нахлесточные швы Сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга Нахлесточные
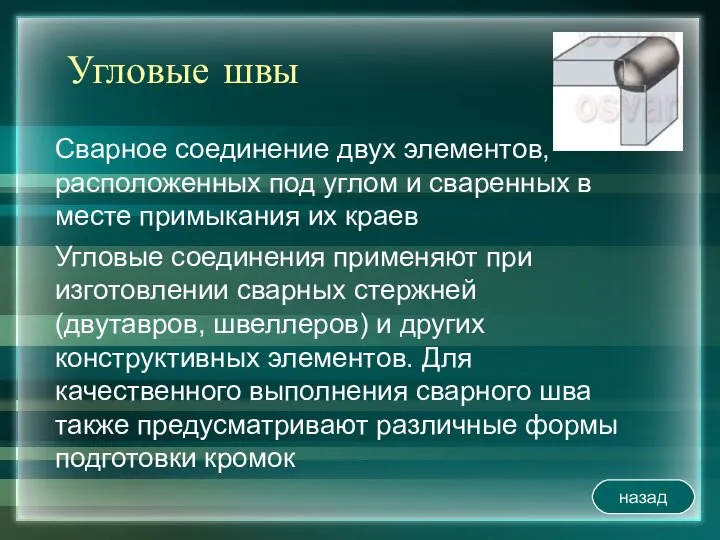
- 20. Угловые швы Сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев
- 21. Контактная сварка Сварные соединения, выполненные контактной сваркой, определяются видом сварки. При точечной сварке соединение нахлесточное. Точечной
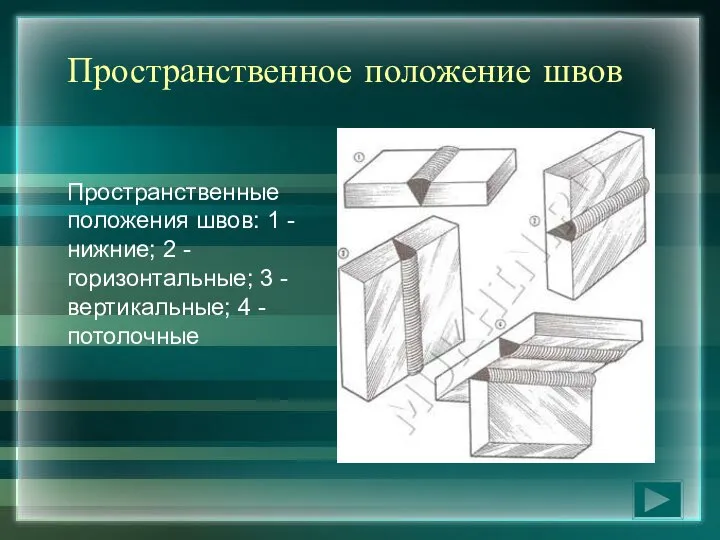
- 22. Пространственное положение швов Пространственные положения швов: 1 - нижние; 2 - горизонтальные; 3 - вертикальные; 4
- 23. Заклепочные соединения Если сборочная единица (узел соединения) в процессе эксплуатации будет подвергаться большим динамическим нагрузкам и
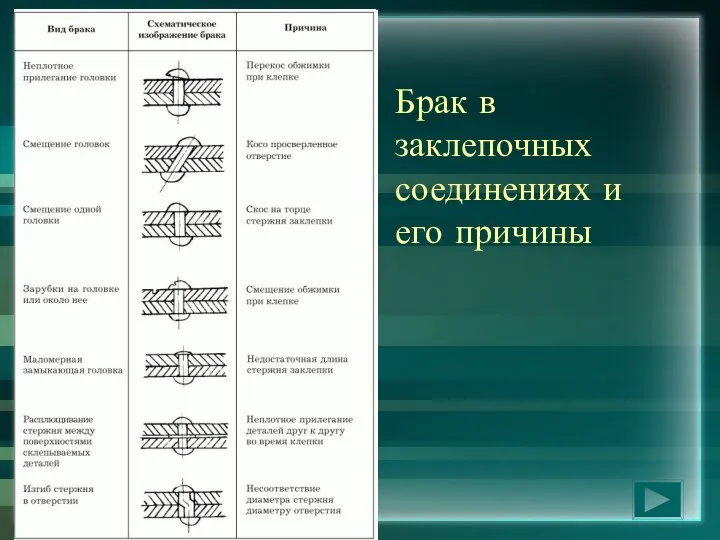
- 24. Брак в заклепочных соединениях и его причины
- 25. Устранение брака При обнаружении брака в заклепочных соединениях неправильно поставленные заклепки срубают или высверливают и производят
- 27. Скачать презентацию
Слайд 2К разъемным соединениям относятся такие соединения, которые допускают многократную разборку и сборку
К разъемным соединениям относятся такие соединения, которые допускают многократную разборку и сборку
Слайд 3Разъемные
резьбовые соединения
Болтовое Винтовое Шпилечное
Почему они так называются?
Разъемные
резьбовые соединения
Болтовое Винтовое Шпилечное
Почему они так называются?

Слайд 4Разъемные
соединения без резьбы
Шпоночное Штифтовое
Разъемные
соединения без резьбы
Шпоночное Штифтовое
Слайд 5Неразъемные соединения
Клепаное Сварное
Неразъемные соединения
Клепаное Сварное

Слайд 6Болтовые соединения
Болтовые соединения в строительных конструкциях начали применять несколько раньше заклепочных -
Болтовые соединения
Болтовые соединения в строительных конструкциях начали применять несколько раньше заклепочных -
Слайд 7Виды болтов
Болты обычные и высокопрочные используют для соединения элементов стальных конструкций друг
Виды болтов
Болты обычные и высокопрочные используют для соединения элементов стальных конструкций друг

Слайд 8Виды обычных болтов
Виды обычных болтов
Слайд 9Болты грубой точности
Для нерасчетных монтажных соединений следует применять болты класса точности С
Болты грубой точности
Для нерасчетных монтажных соединений следует применять болты класса точности С
Слайд 10Болты нормальной точности
Для соединений, воспринимающих расчетные усилия, - болты класса точности В
Болты нормальной точности
Для соединений, воспринимающих расчетные усилия, - болты класса точности В
Слайд 11Болты повышенной точности
Болты класса точности А устанавливают в отверстия, которые просверлены на
Болты повышенной точности
Болты класса точности А устанавливают в отверстия, которые просверлены на
Слайд 12Подготовка поверхностей
В подготовку стыкуемых поверхностей входит:
очистка от грязи, ржавчины, снега, льда, масла
Подготовка поверхностей
В подготовку стыкуемых поверхностей входит:
очистка от грязи, ржавчины, снега, льда, масла
Слайд 13Требования к болтовым соединениям
Соединение должно иметь не менее двух отверстий. В одно
Требования к болтовым соединениям
Соединение должно иметь не менее двух отверстий. В одно
Слайд 14Требования к гайкам
Под головки и гайки постоянных болтов обязательно ставят шайбы. В
Требования к гайкам
Под головки и гайки постоянных болтов обязательно ставят шайбы. В
Слайд 15Сварные соединения
Сварными называют неразъемные соединения, выполненные при помощи сварки
Они могут быть стыковыми,
Сварные соединения
Сварными называют неразъемные соединения, выполненные при помощи сварки
Они могут быть стыковыми,
Слайд 16Виды сварных соединений
Вид сварного соединения определяется взаимным расположением свариваемых элементов
Сварные соединения:
1
Виды сварных соединений
Вид сварного соединения определяется взаимным расположением свариваемых элементов
Сварные соединения:
1
Слайд 17Стыковые швы
Стыковые соединения наиболее рациональны по расходу присадочного металла и удобны для
Стыковые швы
Стыковые соединения наиболее рациональны по расходу присадочного металла и удобны для
Слайд 18Тавровые швы
Сварное соединение, в котором торец одного элемента примыкает под углом и
Тавровые швы
Сварное соединение, в котором торец одного элемента примыкает под углом и
Слайд 19Нахлесточные швы
Сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают
Нахлесточные швы
Сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают
Слайд 20Угловые швы
Сварное соединение двух элементов, расположенных под углом и сваренных в месте
Угловые швы
Сварное соединение двух элементов, расположенных под углом и сваренных в месте
Слайд 21Контактная сварка
Сварные соединения, выполненные контактной сваркой, определяются видом сварки. При точечной сварке
Контактная сварка
Сварные соединения, выполненные контактной сваркой, определяются видом сварки. При точечной сварке
Слайд 22Пространственное положение швов
Пространственные положения швов: 1 - нижние; 2 - горизонтальные; 3
Пространственное положение швов
Пространственные положения швов: 1 - нижние; 2 - горизонтальные; 3
Слайд 23Заклепочные соединения
Если сборочная единица (узел соединения) в процессе эксплуатации будет подвергаться большим
Заклепочные соединения
Если сборочная единица (узел соединения) в процессе эксплуатации будет подвергаться большим
Слайд 24Брак в заклепочных соединениях и его причины
Брак в заклепочных соединениях и его причины
Слайд 25Устранение брака
При обнаружении брака в заклепочных соединениях неправильно поставленные заклепки срубают или
Устранение брака
При обнаружении брака в заклепочных соединениях неправильно поставленные заклепки срубают или
 Презентация на тему Дыхание растений
Презентация на тему Дыхание растений Воспитательное мероприятие профориентационного характера
Воспитательное мероприятие профориентационного характера Технология. Бутерброд
Технология. Бутерброд リアルマネー残高
リアルマネー残高 «Актуальные вопросы имущественного комплекса» Докладчик: Заместитель начальника Административного управления – начальник от
«Актуальные вопросы имущественного комплекса» Докладчик: Заместитель начальника Административного управления – начальник от ШКОЛЬНЫЙ САЙТ как развивающая образовательная среда
ШКОЛЬНЫЙ САЙТ как развивающая образовательная среда Развитие агропромышленного комплекса Калининградской области
Развитие агропромышленного комплекса Калининградской области Под знаком Тельца
Под знаком Тельца Экономика и ее роль в жизни общества
Экономика и ее роль в жизни общества Влияние образовательного учреждения на социокультурный фон села
Влияние образовательного учреждения на социокультурный фон села Презентация на тему Правомерное поведение, правонарушение, юридическая ответственность
Презентация на тему Правомерное поведение, правонарушение, юридическая ответственность  VIP-КЛУБ
VIP-КЛУБ Стена памяти
Стена памяти Зимующие птицы нашего города
Зимующие птицы нашего города Расчет и конструирование крупнопанельных зданий
Расчет и конструирование крупнопанельных зданий МНОГОЛЕТНЯЯ МЕРЗЛОТА
МНОГОЛЕТНЯЯ МЕРЗЛОТА БИОЛОГИЯ И ПАТОЛОГИЯ РЫБ
БИОЛОГИЯ И ПАТОЛОГИЯ РЫБ Основы генной инженерий
Основы генной инженерий КОМЕТЫ
КОМЕТЫ Презентация на тему И.С. Тургенева «Муму»
Презентация на тему И.С. Тургенева «Муму»  Презентация на тему Применение компьютерных технологий в обучении младших классов
Презентация на тему Применение компьютерных технологий в обучении младших классов  Раздельные пункты на железнодорожном транспорте
Раздельные пункты на железнодорожном транспорте Презентация
Презентация Гуны материальной природы
Гуны материальной природы Презентация на тему МОЛЯРНЫЙ ОБЪЕМ Химия 8 класс
Презентация на тему МОЛЯРНЫЙ ОБЪЕМ Химия 8 класс  Ледники 6 класс
Ледники 6 класс Гимназия “Развитие” Брендбук
Гимназия “Развитие” Брендбук Программы IBM для университетов России и СНГ
Программы IBM для университетов России и СНГ