- ВКР: Разработка технологии и оснастки электрогидроимпульсной штамповки детали крышка

Содержание
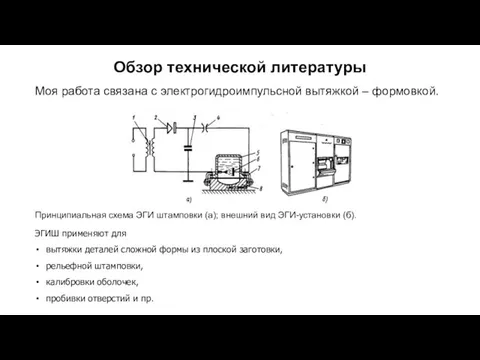
- 2. Обзор технической литературы Моя работа связана с электрогидроимпульсной вытяжкой – формовкой. Принципиальная схема ЭГИ штамповки (а);
- 3. Преимущества ЭГИ штамповки повышается точность изготовления изделий из-за уменьшения пружинения (особенно, при работе с труднодеформируемым материалом);
- 4. Цели и задачи исследования Цель работы: Разработка технологии и конструкции оснастки для изготовления детали «крышка» из
- 5. Исходные данные Исходными данными является эскиз детали «крышка». Материал – латунь 68. Серийность – 1000 шт./год
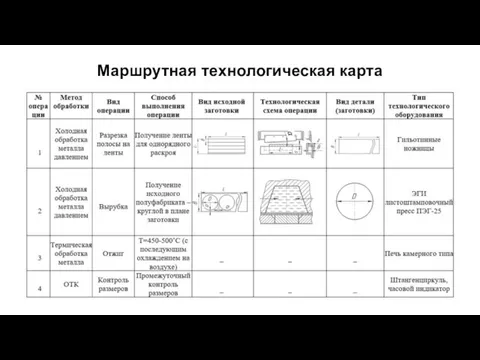
- 6. Маршрутная технологическая карта
- 7. Маршрутная технологическая карта
- 8. Компьютерное моделирование процесса Задачи: Разработка и отладка компьютерной модели в комплексе LS-DYNA Варьируя параметрами давления, определяется
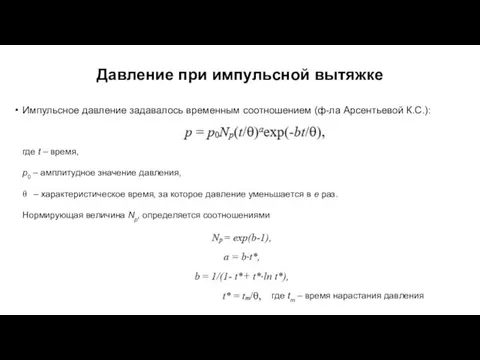
- 9. Давление при импульсной вытяжке Импульсное давление задавалось временным соотношением (ф-ла Арсентьевой К.С.): где t – время,
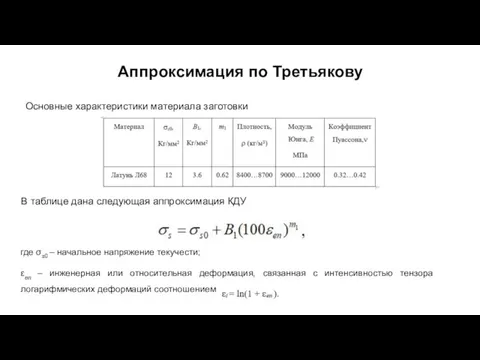
- 10. Аппроксимация по Третьякову Основные характеристики материала заготовки В таблице дана следующая аппроксимация КДУ где σs0 –
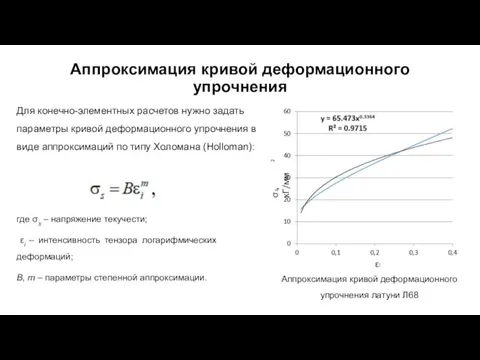
- 11. Аппроксимация кривой деформационного упрочнения Для конечно-элементных расчетов нужно задать параметры кривой деформационного упрочнения в виде аппроксимаций
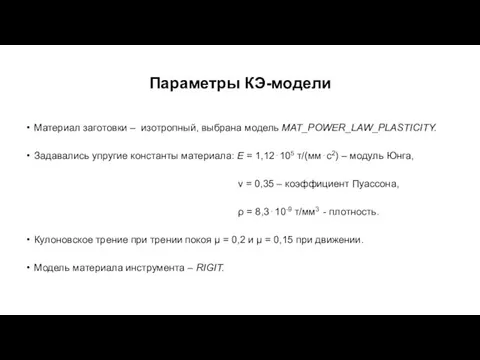
- 12. Параметры КЭ-модели Материал заготовки – изотропный, выбрана модель MAT_POWER_LAW_PLASTICITY. Задавались упругие константы материала: E = 1,12⋅105
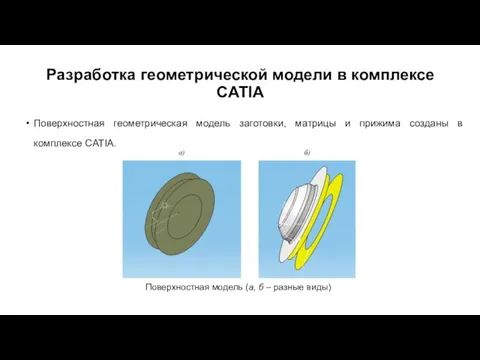
- 13. Разработка геометрической модели в комплексе CATIA Поверхностная геометрическая модель заготовки, матрицы и прижима созданы в комплексе
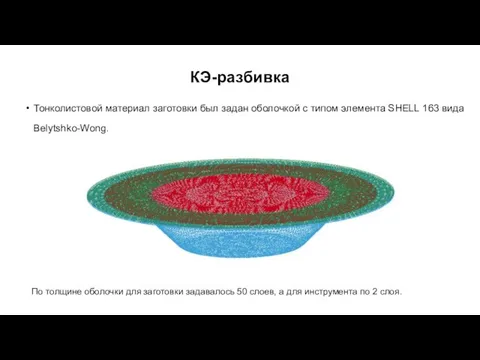
- 14. КЭ-разбивка Тонколистовой материал заготовки был задан оболочкой с типом элемента SHELL 163 вида Belytshko-Wong. По толщине
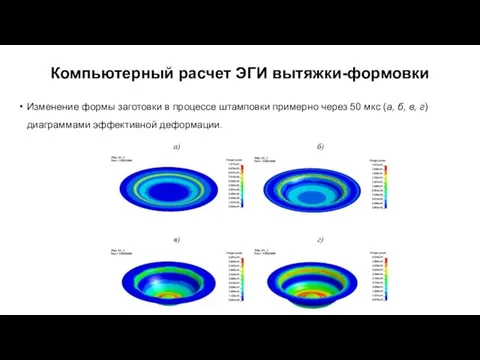
- 15. Компьютерный расчет ЭГИ вытяжки-формовки Изменение формы заготовки в процессе штамповки примерно через 50 мкс (а, б,
- 16. Компьютерный расчет ЭГИ вытяжки-формовки В начале есть колебания (упругие волны), но при этом заготовка не отскакивает
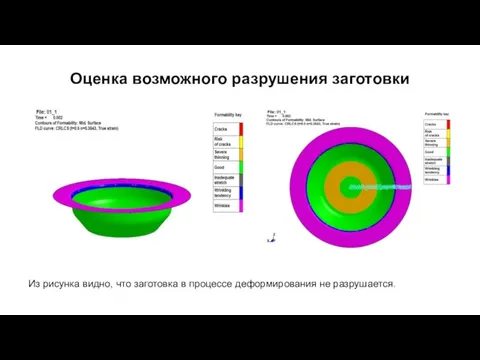
- 17. Оценка возможного разрушения заготовки Из рисунка видно, что заготовка в процессе деформирования не разрушается.
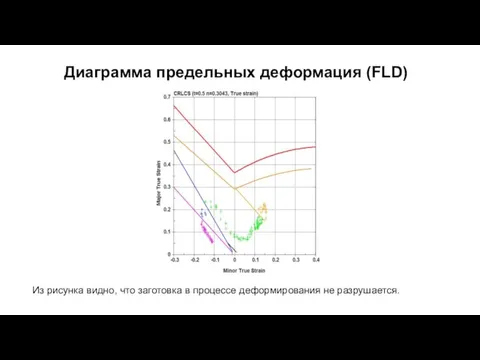
- 18. Диаграмма предельных деформация (FLD) Из рисунка видно, что заготовка в процессе деформирования не разрушается.
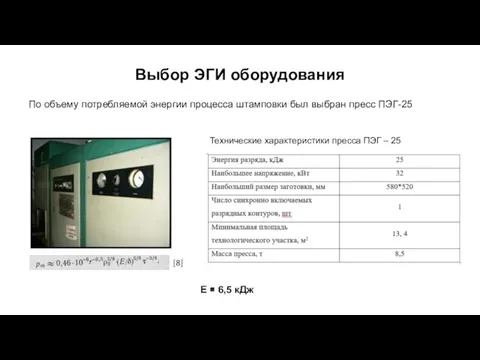
- 19. Выбор ЭГИ оборудования По объему потребляемой энергии процесса штамповки был выбран пресс ПЭГ-25 Технические характеристики пресса
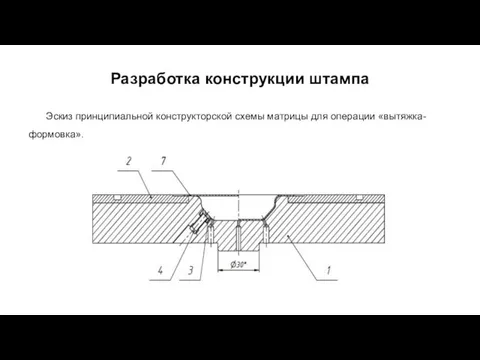
- 20. Разработка конструкции штампа Эскиз принципиальной конструкторской схемы матрицы для операции «вытяжка-формовка».
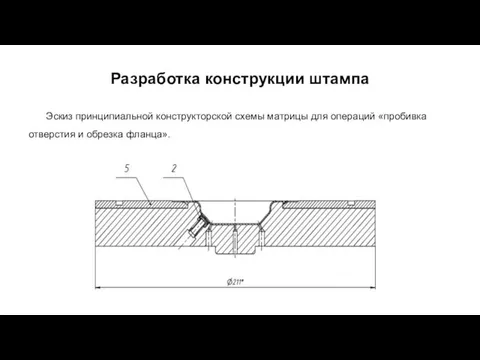
- 21. Разработка конструкции штампа Эскиз принципиальной конструкторской схемы матрицы для операций «пробивка отверстия и обрезка фланца».
- 22. Разработка конструкции штампа Эскиз принципиальной конструкторской схемы матрицы и камеры в сборе.
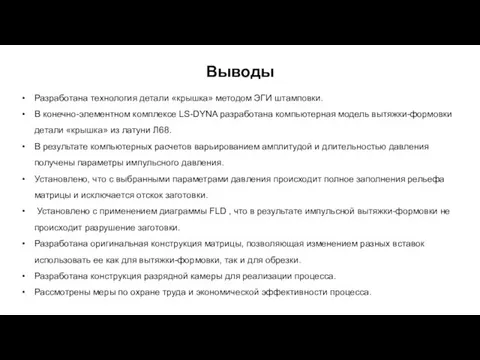
- 23. Выводы Разработана технология детали «крышка» методом ЭГИ штамповки. В конечно-элементном комплексе LS-DYNA разработана компьютерная модель вытяжки-формовки
- 25. Скачать презентацию
Слайд 2Обзор технической литературы
Моя работа связана с электрогидроимпульсной вытяжкой – формовкой.
Принципиальная схема ЭГИ
Обзор технической литературы
Моя работа связана с электрогидроимпульсной вытяжкой – формовкой.
Принципиальная схема ЭГИ
Слайд 3Преимущества ЭГИ штамповки
повышается точность изготовления изделий из-за уменьшения пружинения (особенно, при работе
Преимущества ЭГИ штамповки
повышается точность изготовления изделий из-за уменьшения пружинения (особенно, при работе
Слайд 4Цели и задачи исследования
Цель работы:
Разработка технологии и конструкции оснастки для изготовления детали
Цели и задачи исследования
Цель работы:
Разработка технологии и конструкции оснастки для изготовления детали
Слайд 5Исходные данные
Исходными данными является эскиз детали «крышка». Материал – латунь 68. Серийность
Исходные данные
Исходными данными является эскиз детали «крышка». Материал – латунь 68. Серийность

Слайд 6Маршрутная технологическая карта
Маршрутная технологическая карта
Слайд 7Маршрутная технологическая карта
Маршрутная технологическая карта

Слайд 8Компьютерное моделирование процесса
Задачи:
Разработка и отладка компьютерной модели в комплексе LS-DYNA
Варьируя параметрами давления,
Компьютерное моделирование процесса
Задачи:
Разработка и отладка компьютерной модели в комплексе LS-DYNA
Варьируя параметрами давления,
Слайд 9Давление при импульсной вытяжке
Импульсное давление задавалось временным соотношением (ф-ла Арсентьевой К.С.):
где t
Давление при импульсной вытяжке
Импульсное давление задавалось временным соотношением (ф-ла Арсентьевой К.С.):
где t
Слайд 10Аппроксимация по Третьякову
Основные характеристики материала заготовки
В таблице дана следующая аппроксимация КДУ
где
Аппроксимация по Третьякову
Основные характеристики материала заготовки
В таблице дана следующая аппроксимация КДУ
где
Слайд 11Аппроксимация кривой деформационного упрочнения
Для конечно-элементных расчетов нужно задать параметры кривой деформационного упрочнения
Аппроксимация кривой деформационного упрочнения
Для конечно-элементных расчетов нужно задать параметры кривой деформационного упрочнения
Слайд 12Параметры КЭ-модели
Материал заготовки – изотропный, выбрана модель MAT_POWER_LAW_PLASTICITY.
Задавались упругие константы материала: E
Параметры КЭ-модели
Материал заготовки – изотропный, выбрана модель MAT_POWER_LAW_PLASTICITY.
Задавались упругие константы материала: E
Слайд 13Разработка геометрической модели в комплексе CATIA
Поверхностная геометрическая модель заготовки, матрицы и прижима
Разработка геометрической модели в комплексе CATIA
Поверхностная геометрическая модель заготовки, матрицы и прижима
Слайд 14КЭ-разбивка
Тонколистовой материал заготовки был задан оболочкой с типом элемента SHELL 163 вида Belytshko-Wong.
КЭ-разбивка
Тонколистовой материал заготовки был задан оболочкой с типом элемента SHELL 163 вида Belytshko-Wong.
Слайд 15Компьютерный расчет ЭГИ вытяжки-формовки
Изменение формы заготовки в процессе штамповки примерно через 50
Компьютерный расчет ЭГИ вытяжки-формовки
Изменение формы заготовки в процессе штамповки примерно через 50
Слайд 16Компьютерный расчет ЭГИ вытяжки-формовки
В начале есть колебания (упругие волны), но при этом
Компьютерный расчет ЭГИ вытяжки-формовки
В начале есть колебания (упругие волны), но при этом
Слайд 17Оценка возможного разрушения заготовки
Из рисунка видно, что заготовка в процессе деформирования
Оценка возможного разрушения заготовки
Из рисунка видно, что заготовка в процессе деформирования
Слайд 18Диаграмма предельных деформация (FLD)
Из рисунка видно, что заготовка в процессе деформирования не
Диаграмма предельных деформация (FLD)
Из рисунка видно, что заготовка в процессе деформирования не
Слайд 19Выбор ЭГИ оборудования
По объему потребляемой энергии процесса штамповки был выбран пресс ПЭГ-25
Технические
Выбор ЭГИ оборудования
По объему потребляемой энергии процесса штамповки был выбран пресс ПЭГ-25
Технические
Слайд 20Разработка конструкции штампа
Эскиз принципиальной конструкторской схемы матрицы для операции «вытяжка-формовка».
Разработка конструкции штампа
Эскиз принципиальной конструкторской схемы матрицы для операции «вытяжка-формовка».
Слайд 21Разработка конструкции штампа
Эскиз принципиальной конструкторской схемы матрицы для операций «пробивка отверстия и
Разработка конструкции штампа
Эскиз принципиальной конструкторской схемы матрицы для операций «пробивка отверстия и
Слайд 22Разработка конструкции штампа
Эскиз принципиальной конструкторской схемы матрицы и камеры в сборе.
Разработка конструкции штампа
Эскиз принципиальной конструкторской схемы матрицы и камеры в сборе.

Слайд 23Выводы
Разработана технология детали «крышка» методом ЭГИ штамповки.
В конечно-элементном комплексе LS-DYNA разработана компьютерная
Выводы
Разработана технология детали «крышка» методом ЭГИ штамповки.
В конечно-элементном комплексе LS-DYNA разработана компьютерная
 Углы, связанные с окружностью
Углы, связанные с окружностью Внутреннее ухо
Внутреннее ухо Права человека
Права человека Машиностроение
Машиностроение 8dbfb5913931f2d9
8dbfb5913931f2d9 Презентация на тему ФОРМИРОВАНИЕ ПОЗНАВАТЕЛЬНОГО ИНТЕРЕСА К МАТЕМАТИКЕ
Презентация на тему ФОРМИРОВАНИЕ ПОЗНАВАТЕЛЬНОГО ИНТЕРЕСА К МАТЕМАТИКЕ  Как оформить график отпусков — 2022 максимально выгодно для работодателя
Как оформить график отпусков — 2022 максимально выгодно для работодателя Своё здоровье береги
Своё здоровье береги ВИЧ-ассоциированные лимфомы
ВИЧ-ассоциированные лимфомы Визитная карточка библиотеки
Визитная карточка библиотеки Витамин B5 (Пантотеновая кислота, пантотенат кальция)
Витамин B5 (Пантотеновая кислота, пантотенат кальция) Применение методов статистики и теории вероятностей в трубопроводном транспорте
Применение методов статистики и теории вероятностей в трубопроводном транспорте Презентация на тему Мозговые инсульты: лечение и профилактика
Презентация на тему Мозговые инсульты: лечение и профилактика канада
канада Марганец и его соединения
Марганец и его соединения  Графические работы
Графические работы Презентация на тему Монета
Презентация на тему Монета Европа 17-18 века
Европа 17-18 века Работа со строковыми типами данных
Работа со строковыми типами данных Урок ОБЖ в 5 классе
Урок ОБЖ в 5 классе Лекция 6
Лекция 6 МОЗАЙКА
МОЗАЙКА Тест на проникновение в соответствии с PCI DSS
Тест на проникновение в соответствии с PCI DSS Электрический ток в жидкостях
Электрический ток в жидкостях Марафония. Специально разработанный комплекс марафонов для тебя! Визаж и укладки, диета и питание, стильно
Марафония. Специально разработанный комплекс марафонов для тебя! Визаж и укладки, диета и питание, стильно Школьная форма: нужна реформа
Школьная форма: нужна реформа Презентация на тему Издержки производства, доход и прибыль фирмы
Презентация на тему Издержки производства, доход и прибыль фирмы Искусство кино
Искусство кино