- Выполнение угловых швов

Содержание
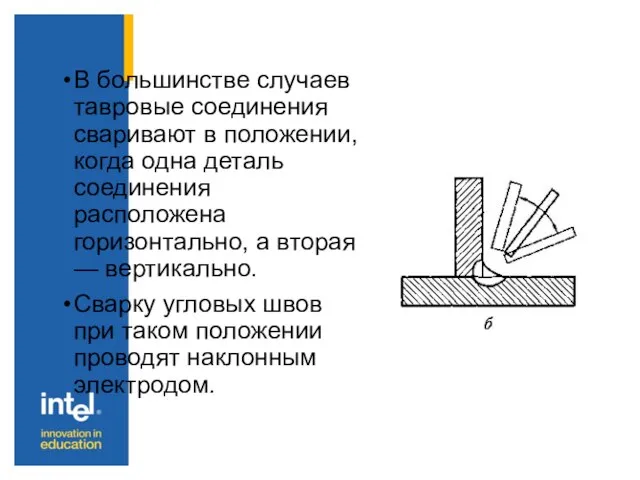
- 2. В большинстве случаев тавровые соединения сваривают в положении, когда одна деталь соединения расположена горизонтально, а вторая
- 3. Во избежание непровара дугу возбуждают на горизонтальной полке, отступив от границы шва на 3...4 мм. 3атем
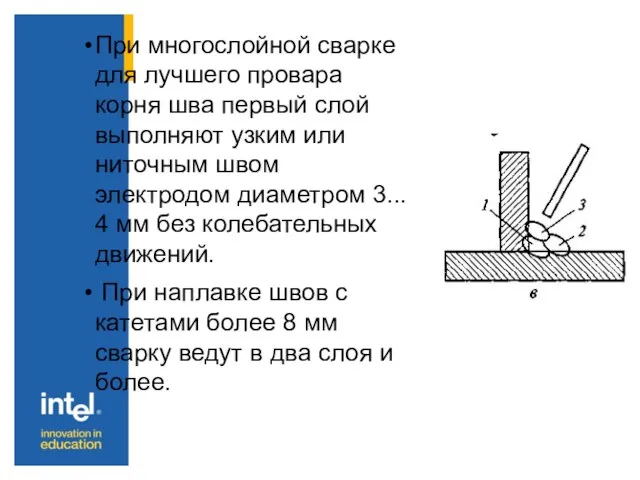
- 4. При многослойной сварке для лучшего провара корня шва первый слой выполняют узким или ниточным швом электродом
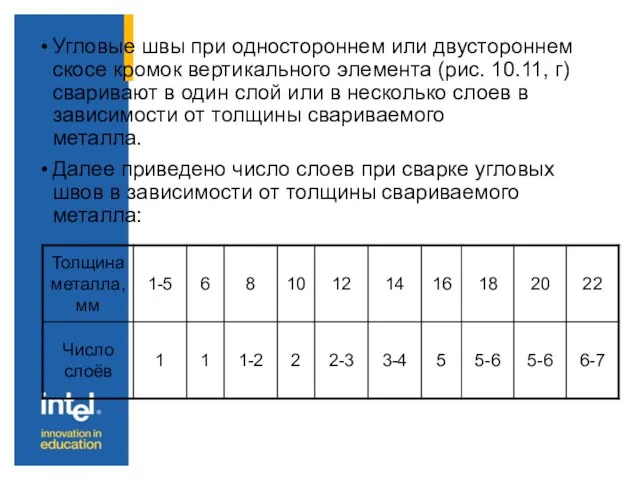
- 5. Угловые швы при одностороннем или двустороннем скосе кромок вертикального элемента (рис. 10.11, г) сваривают в один
- 7. Скачать презентацию
Слайд 2В большинстве случаев тавровые соединения сваривают в положении, когда одна деталь соединения
В большинстве случаев тавровые соединения сваривают в положении, когда одна деталь соединения
Слайд 3Во избежание непровара дугу возбуждают
на горизонтальной полке, отступив от границы шва на
Во избежание непровара дугу возбуждают на горизонтальной полке, отступив от границы шва на
Слайд 4При многослойной сварке для лучшего провара корня шва первый слой выполняют узким
При многослойной сварке для лучшего провара корня шва первый слой выполняют узким
Слайд 5Угловые швы при одностороннем или двустороннем скосе кромок вертикального элемента (рис. 10.11,
Угловые швы при одностороннем или двустороннем скосе кромок вертикального элемента (рис. 10.11,
 Строение стебля. Познакомимся с клеточным строением стебля
Строение стебля. Познакомимся с клеточным строением стебля SITREN® PSR 100 добавка для сухих строительных смесей
SITREN® PSR 100 добавка для сухих строительных смесей КНИЖНАЯ ПОЛКА Воистину благородный подарок
КНИЖНАЯ ПОЛКА Воистину благородный подарок Правильный выбор профессии
Правильный выбор профессии История славянской азбуки
История славянской азбуки  Планирование режимов
Планирование режимов ДЕЛОПРОИЗВОДСТВЕНННЫЕ МАТЕРИАЛЫ
ДЕЛОПРОИЗВОДСТВЕНННЫЕ МАТЕРИАЛЫ Традиции моей семьи. Изготовление национального блюда - баурсак
Традиции моей семьи. Изготовление национального блюда - баурсак Презентация на тему "Солнечные дети" - скачать презентации по Педагогике
Презентация на тему "Солнечные дети" - скачать презентации по Педагогике Презентация "Андрей Никифорович Воронихин" - скачать презентации по МХК
Презентация "Андрей Никифорович Воронихин" - скачать презентации по МХК Японская система управления запасами точно в срок с использованием карточек канбан
Японская система управления запасами точно в срок с использованием карточек канбан Колинда Грабар-Китарович
Колинда Грабар-Китарович Презентация на тему Трудовая дисциплина и ответственность за её нарушение
Презентация на тему Трудовая дисциплина и ответственность за её нарушение  chto_mozhet_proizoyti_esli_zloupotreblyat_alkogolem[1]
chto_mozhet_proizoyti_esli_zloupotreblyat_alkogolem[1] Трагедия в Беслане
Трагедия в Беслане Наука как форма духовной культуры общества
Наука как форма духовной культуры общества Снижение влияния кислорода на жидкий металл электродов при электродуговом напылении пульсирующим потоком
Снижение влияния кислорода на жидкий металл электродов при электродуговом напылении пульсирующим потоком ПЕРСПЕКТИВЫ ПРИМЕНЕНИЯ В ЗДРАВООХРАНЕНИИСТРАТЕГИИ CALSВ. Н. Теплинский
ПЕРСПЕКТИВЫ ПРИМЕНЕНИЯ В ЗДРАВООХРАНЕНИИСТРАТЕГИИ CALSВ. Н. Теплинский Презентация на тему Романтизм и романтика в музыке
Презентация на тему Романтизм и романтика в музыке Work and Travel USA
Work and Travel USA ИНТЕГРАЦИЯ ДАЛЬНЕГО ВОСТОКА РОССИИ СО СТРАНАМИ АТР ВЫЗОВЫ И ВОЗМОЖНОСТИ
ИНТЕГРАЦИЯ ДАЛЬНЕГО ВОСТОКА РОССИИ СО СТРАНАМИ АТР ВЫЗОВЫ И ВОЗМОЖНОСТИ Andrew Lloyd Webber
Andrew Lloyd Webber Тест по экономике
Тест по экономике Солистки фольклорного ансамбля Капельки
Солистки фольклорного ансамбля Капельки Полимерные бутылки
Полимерные бутылки Великая война и великая победа
Великая война и великая победа Госуда́рственный музе́й изобразительных иску́сств и́мени А. С. Пу́шкина
Госуда́рственный музе́й изобразительных иску́сств и́мени А. С. Пу́шкина Эльдар Александрович Рязанов
Эльдар Александрович Рязанов