- Производственный цикл

Содержание
- 2. Длительность производственного цикла
- 3. Задача
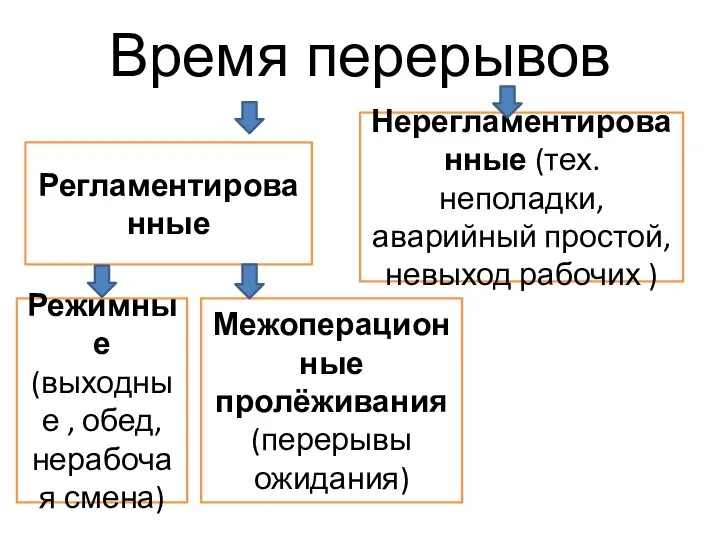
- 4. Время перерывов Режимные (выходные , обед, нерабочая смена) Межоперационные пролёживания (перерывы ожидания) Регламентированные Нерегламентированные (тех. неполадки,
- 5. Расчет длительности производственного цикла зависит от типа производства. В массовом производстве длительность производственного цикла определяется временем
- 6. Длительность производственного цикла в массовом производстве определяется временем нахождения изделия на потоке Тцикла = tв·М, где
- 7. Под тактом выпуска следует понимать промежуток времени между выпуском одного изготовляемого изделия и следующего за ним
- 8. Такт выпуска определяется по формуле: tв = Тэф / В, где Тэф – эффективный фонд времени
- 9. Задача 1 Рассчитайте длительность совокупного цикла механической обработки партии из 20 деталей при последовательном способе календарной
- 10. Задача 2 Смена длится 13 часов, время перерывов – обед 60 минут и 2 технических перерыва
- 11. В серийном производстве, где обработка ведется партиями, продолжительность технологического цикла определяется не на единицу продукции, а
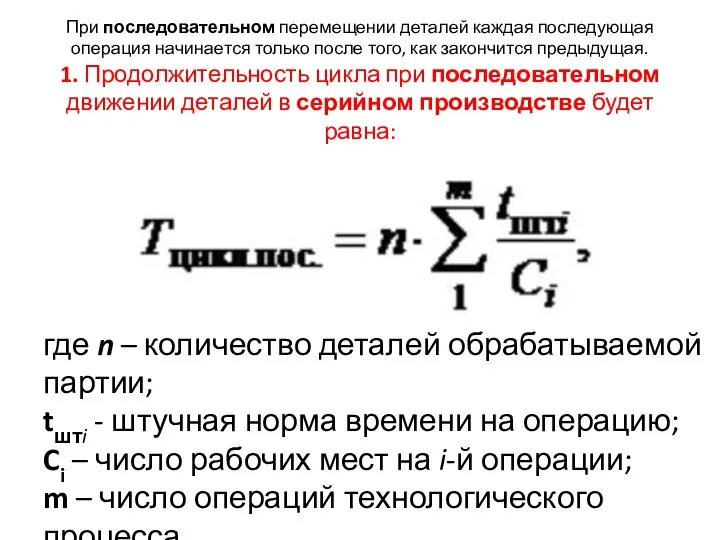
- 12. При последовательном перемещении деталей каждая последующая операция начинается только после того, как закончится предыдущая. 1. Продолжительность
- 13. Недостатки последовательного способа Последовательный способ движения деталей имеет то преимущество, что он обеспечивает работу оборудования без
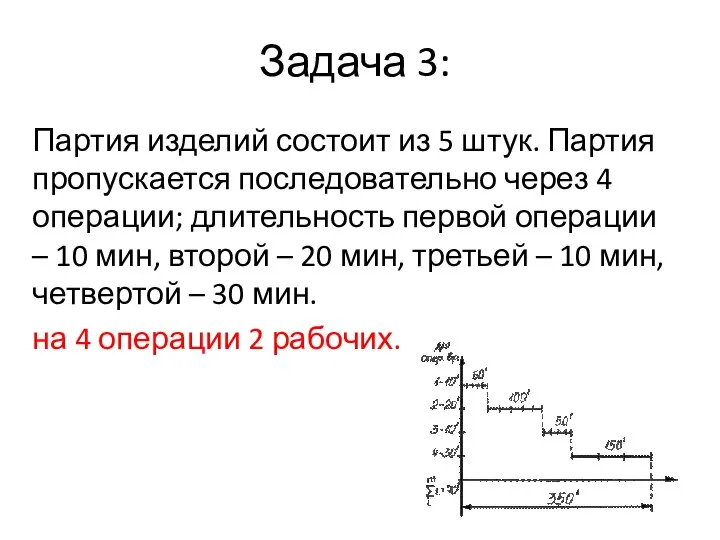
- 14. Задача 3: Партия изделий состоит из 5 штук. Партия пропускается последовательно через 4 операции; длительность первой
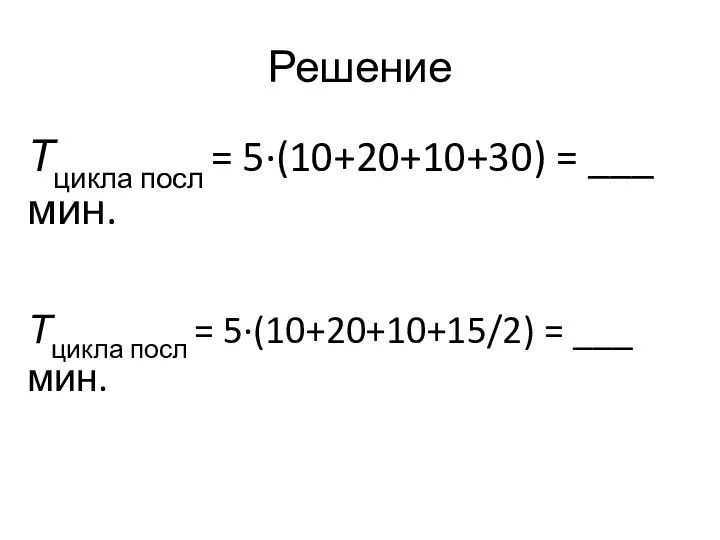
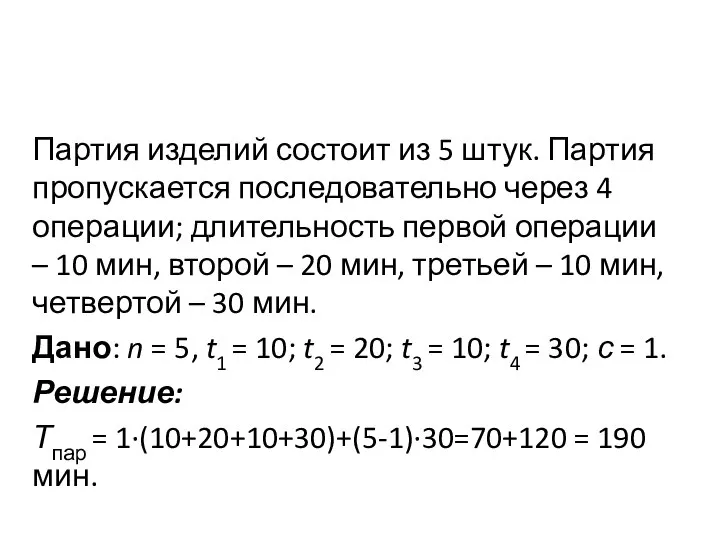
- 15. Решение Тцикла посл = 5·(10+20+10+30) = ___ мин. Тцикла посл = 5·(10+20+10+15/2) = ___ мин.
- 16. При параллельном движении партии отдельные детали не задерживают у рабочих мест, а поштучно передают на следующую
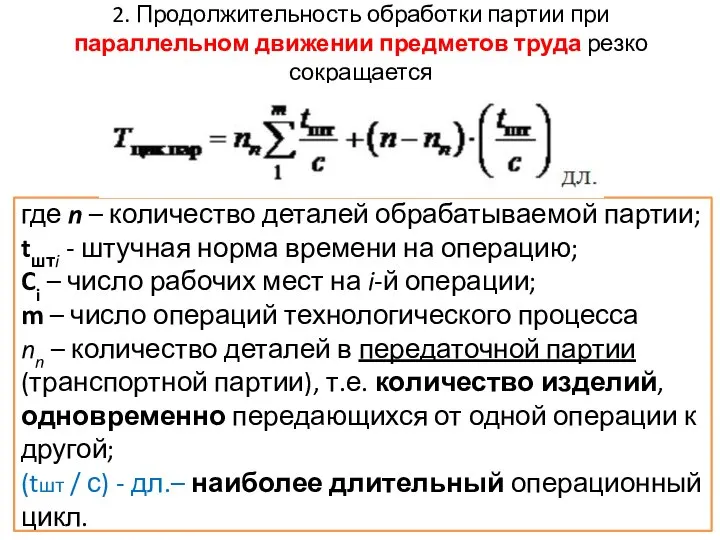
- 17. 2. Продолжительность обработки партии при параллельном движении предметов труда резко сокращается где n – количество деталей
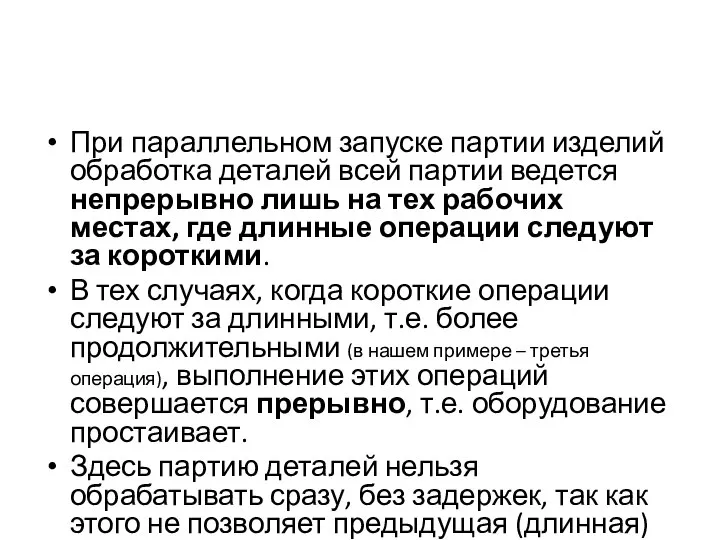
- 18. При параллельном запуске партии изделий обработка деталей всей партии ведется непрерывно лишь на тех рабочих местах,
- 19. Партия изделий состоит из 5 штук. Партия пропускается последовательно через 4 операции; длительность первой операции –
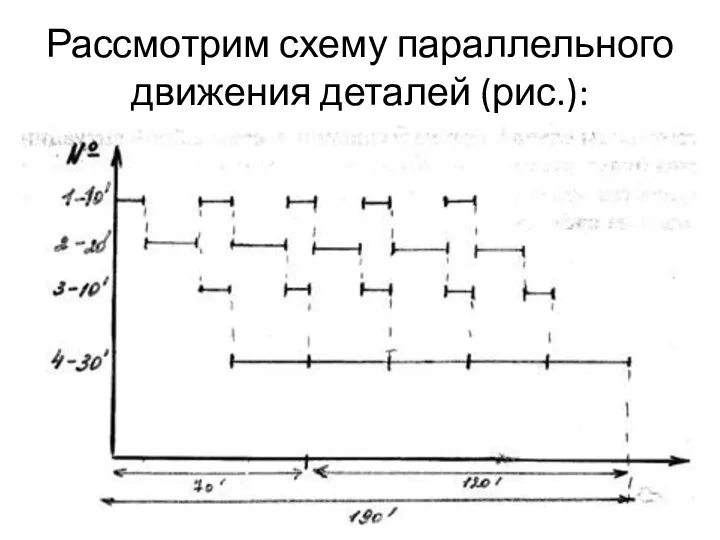
- 20. Рассмотрим схему параллельного движения деталей (рис.):
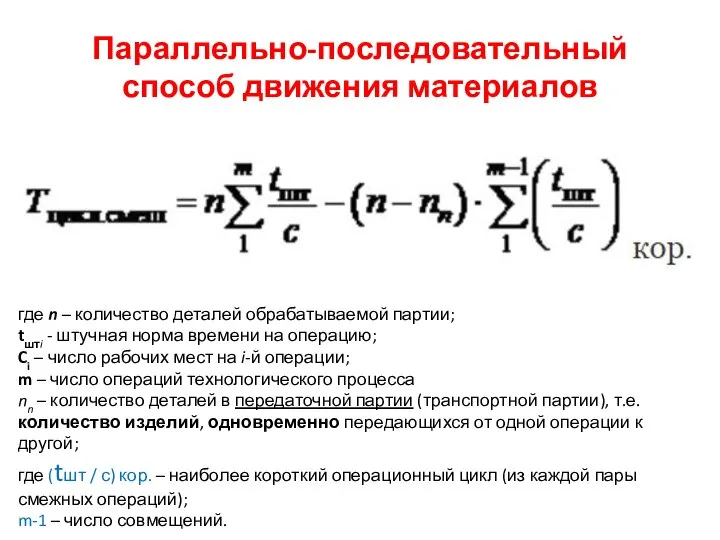
- 21. 3. Параллельно-последовательный способ движения материалов Чтобы ликвидировать перерывы в обработке отдельных деталей партии на всех операциях,
- 22. Параллельно-последовательный способ движения материалов где n – количество деталей обрабатываемой партии; tштi - штучная норма времени
- 23. Если последующая операция является более продолжительной, чем предыдущая, или равна ей по времени, то запуск на
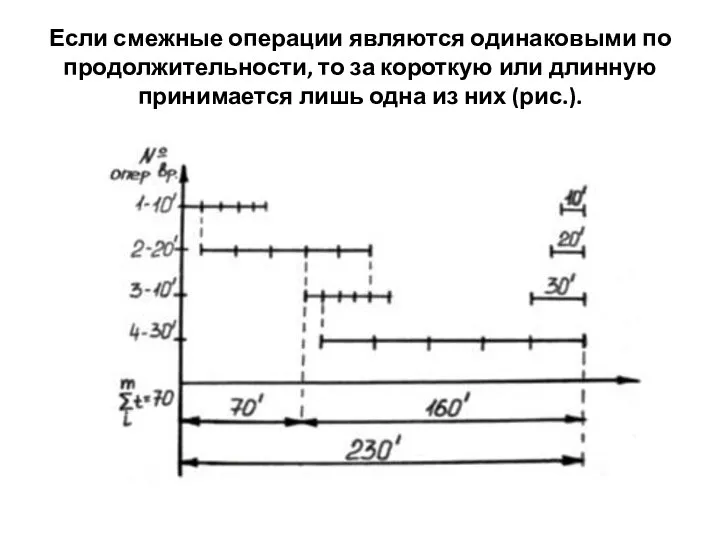
- 24. Если смежные операции являются одинаковыми по продолжительности, то за короткую или длинную принимается лишь одна из
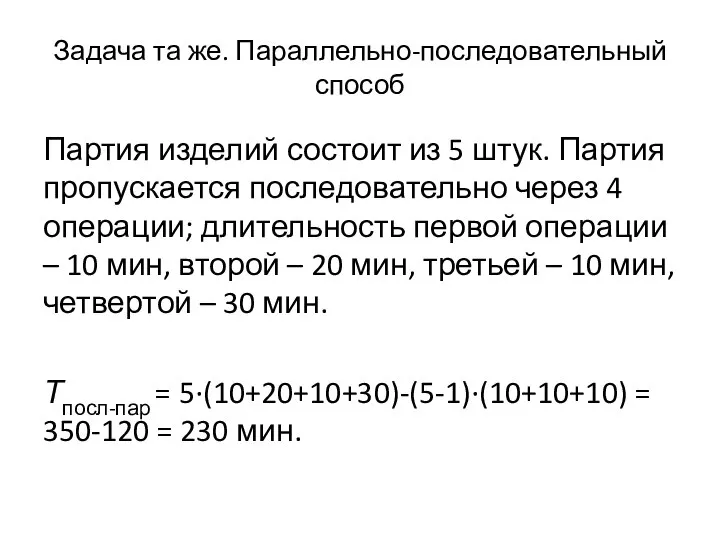
- 25. Задача та же. Параллельно-последовательный способ Партия изделий состоит из 5 штук. Партия пропускается последовательно через 4
- 27. Скачать презентацию
Слайд 3Задача
Задача
Слайд 4Время перерывов
Режимные (выходные , обед, нерабочая смена)
Межоперационные пролёживания (перерывы ожидания)
Регламентированные
Нерегламентированные (тех.
Время перерывов
Режимные (выходные , обед, нерабочая смена)
Межоперационные пролёживания (перерывы ожидания)
Регламентированные
Нерегламентированные (тех.
Слайд 5Расчет длительности производственного цикла зависит от типа производства. В массовом производстве длительность
Расчет длительности производственного цикла зависит от типа производства. В массовом производстве длительность
Слайд 6Длительность производственного цикла в массовом производстве определяется временем нахождения изделия на потоке
Тцикла
Длительность производственного цикла в массовом производстве определяется временем нахождения изделия на потоке
Тцикла
Слайд 7Под тактом выпуска следует понимать промежуток времени между выпуском одного изготовляемого изделия и следующего
Под тактом выпуска следует понимать промежуток времени между выпуском одного изготовляемого изделия и следующего
Слайд 8Такт выпуска определяется по формуле:
tв = Тэф / В,
где Тэф –
Такт выпуска определяется по формуле:
tв = Тэф / В,
где Тэф –
Слайд 9Задача 1
Рассчитайте длительность совокупного цикла механической обработки
партии из 20 деталей при
Задача 1
Рассчитайте длительность совокупного цикла механической обработки
партии из 20 деталей при
Слайд 10Задача 2
Смена длится 13 часов, время перерывов – обед 60 минут и
Задача 2
Смена длится 13 часов, время перерывов – обед 60 минут и
Слайд 11В серийном производстве, где обработка ведется партиями, продолжительность технологического цикла определяется не
В серийном производстве, где обработка ведется партиями, продолжительность технологического цикла определяется не
Слайд 12При последовательном перемещении деталей каждая последующая операция начинается только после того, как закончится предыдущая.
При последовательном перемещении деталей каждая последующая операция начинается только после того, как закончится предыдущая.
Слайд 13Недостатки последовательного способа
Последовательный способ движения деталей имеет то преимущество, что он обеспечивает
Недостатки последовательного способа
Последовательный способ движения деталей имеет то преимущество, что он обеспечивает
Слайд 14Задача 3:
Партия изделий состоит из 5 штук. Партия пропускается последовательно через
Задача 3:
Партия изделий состоит из 5 штук. Партия пропускается последовательно через
Слайд 15Решение
Тцикла посл = 5·(10+20+10+30) = ___ мин.
Тцикла посл = 5·(10+20+10+15/2) =
Решение
Тцикла посл = 5·(10+20+10+30) = ___ мин.
Тцикла посл = 5·(10+20+10+15/2) =
Слайд 16При параллельном движении партии отдельные детали не задерживают у рабочих мест, а поштучно
При параллельном движении партии отдельные детали не задерживают у рабочих мест, а поштучно
Слайд 172. Продолжительность обработки партии при параллельном движении предметов труда резко сокращается
где n
2. Продолжительность обработки партии при параллельном движении предметов труда резко сокращается
где n
Слайд 18При параллельном запуске партии изделий обработка деталей всей партии ведется непрерывно лишь
При параллельном запуске партии изделий обработка деталей всей партии ведется непрерывно лишь
Слайд 19Партия изделий состоит из 5 штук. Партия пропускается последовательно через 4 операции;
Партия изделий состоит из 5 штук. Партия пропускается последовательно через 4 операции;
Слайд 20Рассмотрим схему параллельного движения деталей (рис.):
Рассмотрим схему параллельного движения деталей (рис.):
Слайд 213. Параллельно-последовательный способ движения материалов
Чтобы ликвидировать перерывы в обработке отдельных деталей партии
3. Параллельно-последовательный способ движения материалов
Чтобы ликвидировать перерывы в обработке отдельных деталей партии
Слайд 22Параллельно-последовательный способ движения материалов
где n – количество деталей обрабатываемой партии;
tштi - штучная
Параллельно-последовательный способ движения материалов
где n – количество деталей обрабатываемой партии;
tштi - штучная
Слайд 23Если последующая операция является более продолжительной, чем предыдущая, или равна ей по
Если последующая операция является более продолжительной, чем предыдущая, или равна ей по
Слайд 24Если смежные операции являются одинаковыми по продолжительности, то за короткую или длинную
Если смежные операции являются одинаковыми по продолжительности, то за короткую или длинную
Слайд 25Задача та же. Параллельно-последовательный способ
Партия изделий состоит из 5 штук. Партия
Задача та же. Параллельно-последовательный способ
Партия изделий состоит из 5 штук. Партия
 Механизм государственного финансирования расходов на социальную сферу
Механизм государственного финансирования расходов на социальную сферу Экономика образования
Экономика образования Экономическая реформа 2018
Экономическая реформа 2018 Экономикалық талдау
Экономикалық талдау Методика оптимизации портфеля ценных бумаг на основании нейросетевого прогнозирования
Методика оптимизации портфеля ценных бумаг на основании нейросетевого прогнозирования Виды рынков. Конкуренция и монополия
Виды рынков. Конкуренция и монополия Социальный и бюджетный эффект проекта (лекция 2)
Социальный и бюджетный эффект проекта (лекция 2) Количественные методы оценки структуры рынка. Коэффициент Лернера. Измерение уровня концентрации в отрасли
Количественные методы оценки структуры рынка. Коэффициент Лернера. Измерение уровня концентрации в отрасли Преимущества и трудности управления персоналом в холдинговых компаниях
Преимущества и трудности управления персоналом в холдинговых компаниях Повышение устойчивости функционирования объектов экономики
Повышение устойчивости функционирования объектов экономики Макроэкономические процессы в экономике страны
Макроэкономические процессы в экономике страны Государственные программы как инструмент повышения эффективности государственного управления
Государственные программы как инструмент повышения эффективности государственного управления Дифференцированный подход в формировании экономических показателей через систему бухгалтерского учета
Дифференцированный подход в формировании экономических показателей через систему бухгалтерского учета Пути достижение экономического роста
Пути достижение экономического роста Рынок. Рыночный механизм
Рынок. Рыночный механизм особенности финансового планирования
особенности финансового планирования Повышение эффективности персонала в организации
Повышение эффективности персонала в организации LibyMax Живи по Максимуму. Водные ресурсы мира
LibyMax Живи по Максимуму. Водные ресурсы мира Международные экономические отношения
Международные экономические отношения Теория затрат. Рыночное предложение
Теория затрат. Рыночное предложение Невидимая рука рынка. Законы спроса и предложения
Невидимая рука рынка. Законы спроса и предложения Технологическое предпринимательство
Технологическое предпринимательство Международные организации XXI века
Международные организации XXI века Эволюция мировой валютной системы
Эволюция мировой валютной системы Факторы, влияющие на платежный баланс Подготовила: Клеутина Светлана ДС_01
Факторы, влияющие на платежный баланс Подготовила: Клеутина Светлана ДС_01 ИКТ-сектор. Переходная экономика Республики Беларусь
ИКТ-сектор. Переходная экономика Республики Беларусь Типы экономических систем
Типы экономических систем КУРСОВАЯ РАБОТА на тему «Становление Таможенного Союза в рамках ЕврАзЭс» Выполнила: Волчкова Алиса, студент 3-го курса очной фор
КУРСОВАЯ РАБОТА на тему «Становление Таможенного Союза в рамках ЕврАзЭс» Выполнила: Волчкова Алиса, студент 3-го курса очной фор