- Качество обработанной поверхности

Содержание
- 2. 1. Понятие о качестве поверхности. Качество поверхности деталей машин определяется: - совокупностью геометрических параметров (шероховатостью, волнистостью,
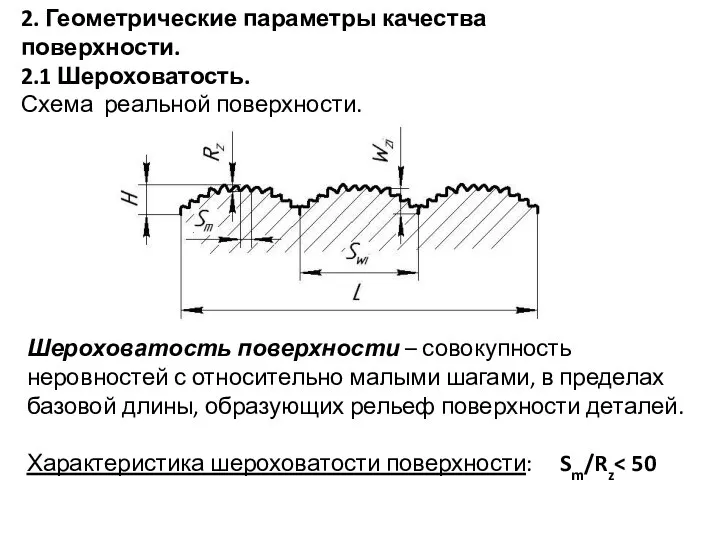
- 3. 2. Геометрические параметры качества поверхности. 2.1 Шероховатость. Схема реальной поверхности. Шероховатость поверхности – совокупность неровностей с
- 10. Контроль шероховатости. Для грубых классов (Ra 100÷6,3) – контроль визуальный; Для Ra 3,2÷1,6 – контроль визуальный
- 12. Материал заготовки. Разные материалы при одних и тех же методах и условиях обработки приобретают различные шероховатости.
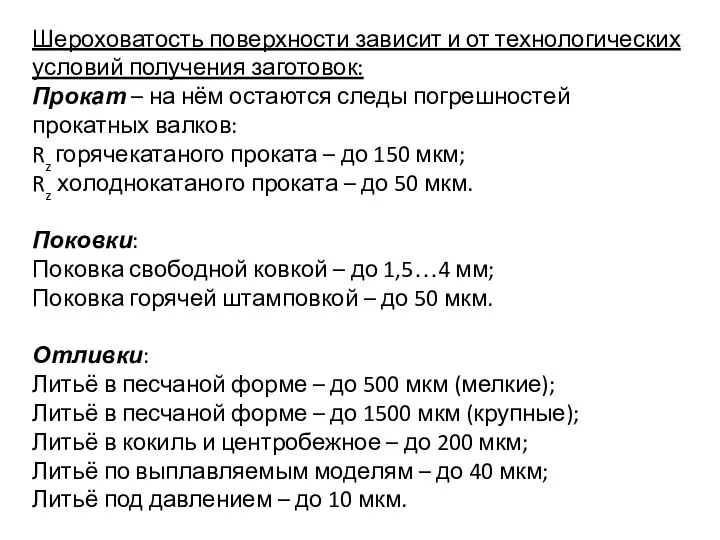
- 13. Шероховатость поверхности зависит и от технологических условий получения заготовок: Прокат – на нём остаются следы погрешностей
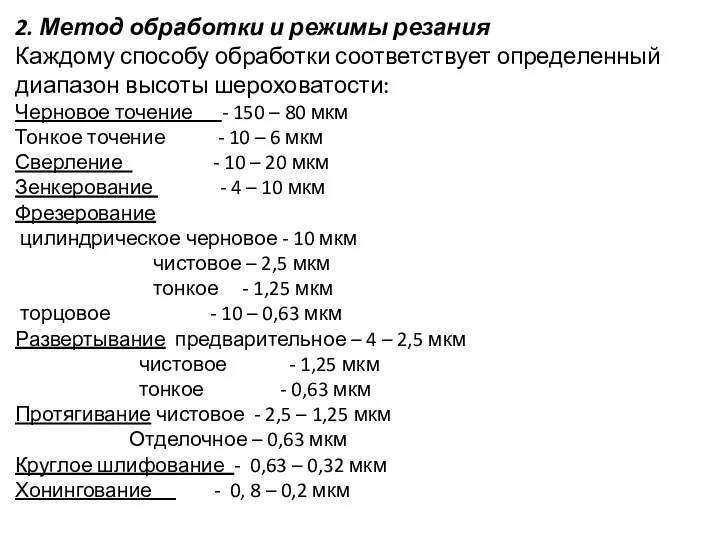
- 14. 2. Метод обработки и режимы резания Каждому способу обработки соответствует определенный диапазон высоты шероховатости: Черновое точение
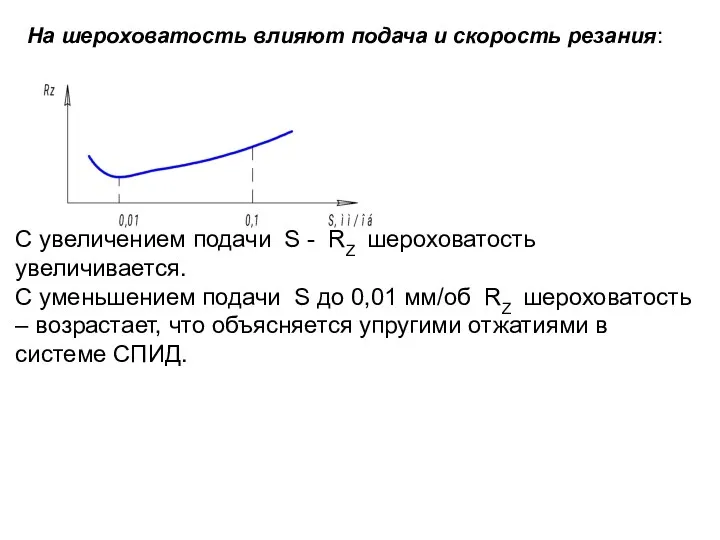
- 15. На шероховатость влияют подача и скорость резания: С увеличением подачи S - RZ шероховатость увеличивается. С
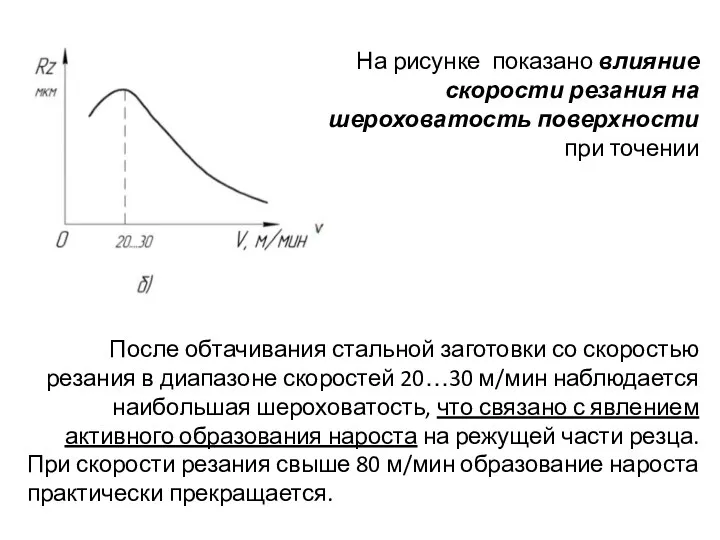
- 16. На рисунке показано влияние скорости резания на шероховатость поверхности при точении После обтачивания стальной заготовки со
- 17. 3. Геометрия режущего инструмента Геометрия инструмента в большой мере сказывается на величине шероховатости, в первую очередь
- 18. 4. Жесткость системы СПИД Вибрации оказывают отрицательное воздействие, на процесс резания, ухудшая качество и точность обработанной
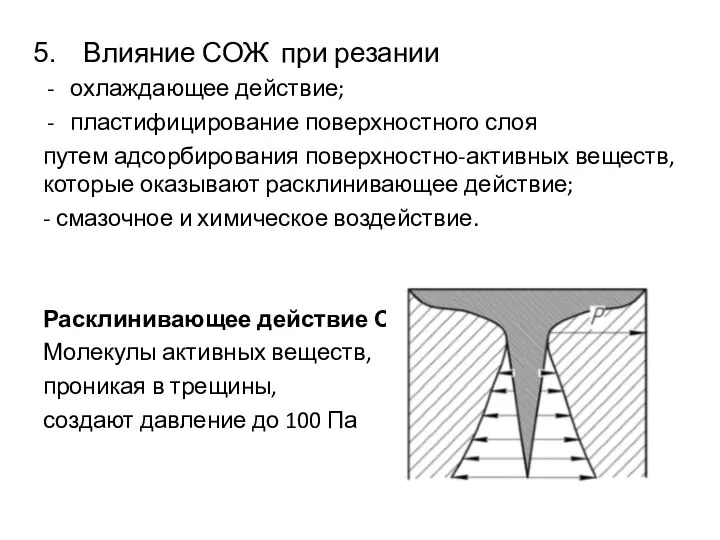
- 19. Влияние СОЖ при резании охлаждающее действие; пластифицирование поверхностного слоя путем адсорбирования поверхностно-активных веществ, которые оказывают расклинивающее
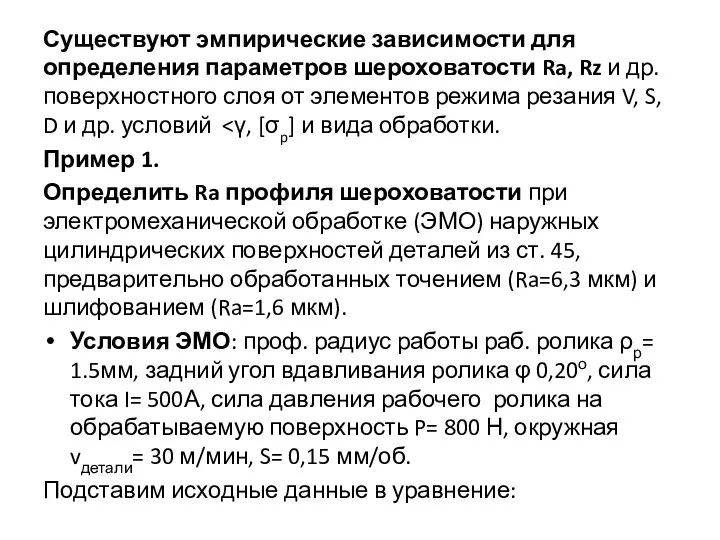
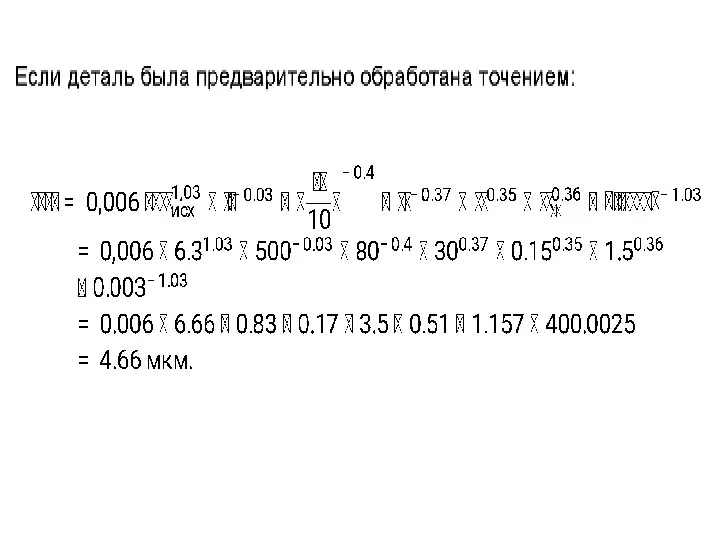
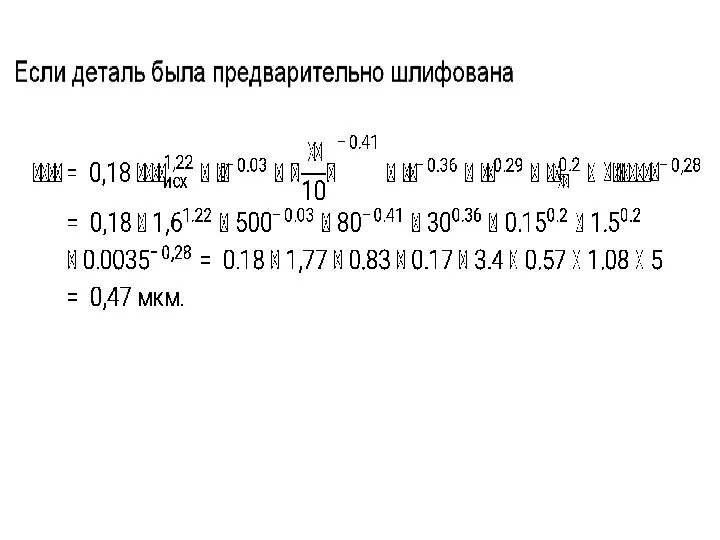
- 20. Существуют эмпирические зависимости для определения параметров шероховатости Ra, Rz и др. поверхностного слоя от элементов режима
- 23. Рекомендации по выбору высоты шероховатости в зависимости от требуемой точности обработки. При d > 50 мм,
- 25. Mеталл подвергается сначала упругой, затем пластической деформации, а затем наступает разрушение – снятие припуска. - Пластическая
- 26. В процессе пластической деформации выделяется тепло. При этом почти вся работа деформации (98-99%) переходит в тепло
- 27. Кроме того влияние процессов резания лезвийным инструментом на изменения поверхностного слоя (сталей с HRC до 40)
- 28. 4.Влияние качества поверхности на эксплуатационные свойства деталей. Эксплуатационные свойства деталей машин находятся в прямой связи с
- 29. Шероховатость поверхности детали оказывает значительное влияние и на ее коррозионную стойкость, так как с уменьшением микронеровностей
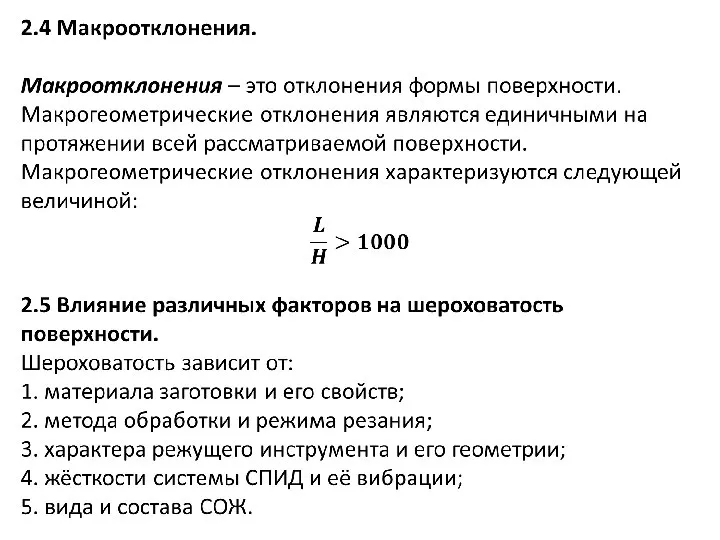
- 30. 2. На износостойкость поверхности влияют сопротивляемость поверхностного слоя разрушению и макрогеометрические отклонения, которые вызывают неравномерное изнашивание
- 31. 3. Усталостная прочность деталей также зависит от шероховатости поверхности, так как наличие рисок, глубоких и острых
- 32. 4.От шероховатости поверхности (особенно от высоты микронеровностей) зависит прочность прессовых соединений, поскольку при запрессовке одной детали
- 33. 5.Наклеп на поверхностном слое сопрягаемых деталей уменьшает смятие поверхностных гребешков при запрессовке и эксплуатации и поэтому
- 34. Технологическое обеспечение требуемых эксплуатационных качеств деталей машин. С целью уменьшения разности в твёрдости различных участков поверхности
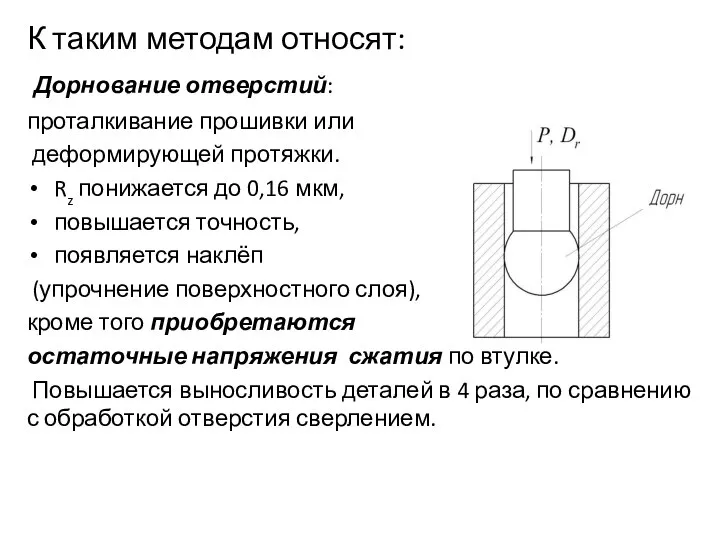
- 35. К таким методам относят: Дорнование отверстий: проталкивание прошивки или деформирующей протяжки. Rz понижается до 0,16 мкм,
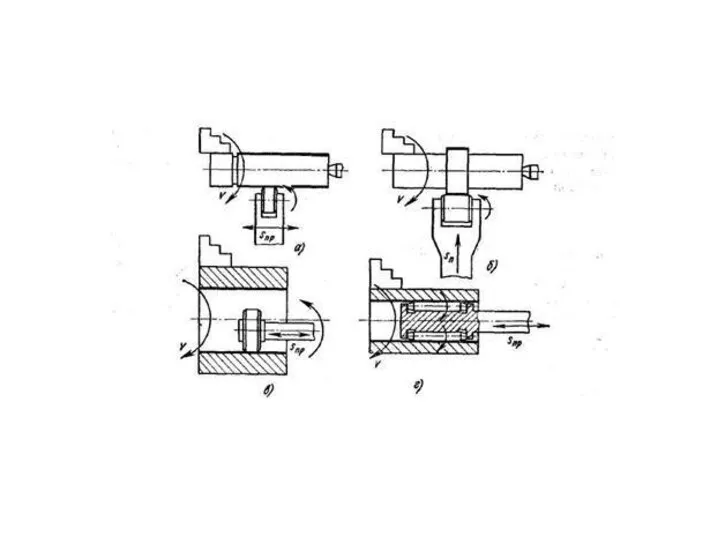
- 36. Обкатывание шариками и роликами. Осуществляется на станках токарной группы. Сила прижима ролика – Р=1000… 3000 Н
- 39. Алмазное выглаживание. Алмаз – r =1,5 … 4,0 мм Sпрод= 0,04÷0,1 мм/об; Vзаг.= 40−50 м/мин; Pприжима=
- 41. Скачать презентацию
Слайд 21. Понятие о качестве поверхности.
Качество поверхности деталей машин определяется:
- совокупностью геометрических параметров
1. Понятие о качестве поверхности.
Качество поверхности деталей машин определяется:
- совокупностью геометрических параметров
Слайд 32. Геометрические параметры качества поверхности.
2.1 Шероховатость.
Схема реальной поверхности.
Шероховатость поверхности – совокупность неровностей
2. Геометрические параметры качества поверхности.
2.1 Шероховатость.
Схема реальной поверхности.
Шероховатость поверхности – совокупность неровностей
Слайд 10Контроль шероховатости.
Для грубых классов (Ra 100÷6,3) – контроль визуальный;
Для Ra 3,2÷1,6 –
Контроль шероховатости.
Для грубых классов (Ra 100÷6,3) – контроль визуальный;
Для Ra 3,2÷1,6 –
Слайд 12Материал заготовки.
Разные материалы при одних и тех же методах и условиях
Материал заготовки.
Разные материалы при одних и тех же методах и условиях
Слайд 13Шероховатость поверхности зависит и от технологических условий получения заготовок:
Прокат – на нём
Шероховатость поверхности зависит и от технологических условий получения заготовок:
Прокат – на нём
Слайд 142. Метод обработки и режимы резания
Каждому способу обработки соответствует определенный диапазон высоты
2. Метод обработки и режимы резания
Каждому способу обработки соответствует определенный диапазон высоты
Слайд 15На шероховатость влияют подача и скорость резания:
С увеличением подачи S -
С увеличением подачи S -
Слайд 16На рисунке показано влияние
скорости резания на
шероховатость поверхности
при точении
После обтачивания стальной
скорости резания на
шероховатость поверхности
при точении
После обтачивания стальной
Слайд 173. Геометрия режущего инструмента
Геометрия инструмента в большой мере сказывается на величине шероховатости,
Геометрия инструмента в большой мере сказывается на величине шероховатости,
Слайд 184. Жесткость системы СПИД
Вибрации оказывают отрицательное воздействие, на процесс резания, ухудшая качество
4. Жесткость системы СПИД
Вибрации оказывают отрицательное воздействие, на процесс резания, ухудшая качество
Слайд 19Влияние СОЖ при резании
охлаждающее действие;
пластифицирование поверхностного слоя
путем адсорбирования поверхностно-активных веществ, которые оказывают
Влияние СОЖ при резании
охлаждающее действие;
пластифицирование поверхностного слоя
путем адсорбирования поверхностно-активных веществ, которые оказывают
Слайд 20Существуют эмпирические зависимости для определения параметров шероховатости Ra, Rz и др. поверхностного
Существуют эмпирические зависимости для определения параметров шероховатости Ra, Rz и др. поверхностного
Слайд 23Рекомендации по выбору высоты шероховатости в зависимости от требуемой точности обработки.
При d
Рекомендации по выбору высоты шероховатости в зависимости от требуемой точности обработки.
При d
Слайд 25Mеталл подвергается сначала упругой, затем пластической деформации, а затем наступает разрушение –
Mеталл подвергается сначала упругой, затем пластической деформации, а затем наступает разрушение –
Слайд 26В процессе пластической деформации выделяется тепло.
При этом почти вся работа деформации (98-99%)
В процессе пластической деформации выделяется тепло.
При этом почти вся работа деформации (98-99%)
Слайд 27Кроме того влияние процессов резания лезвийным инструментом на изменения поверхностного слоя (сталей
Кроме того влияние процессов резания лезвийным инструментом на изменения поверхностного слоя (сталей
Слайд 284.Влияние качества поверхности на эксплуатационные свойства деталей.
Эксплуатационные свойства деталей машин находятся в прямой
4.Влияние качества поверхности на эксплуатационные свойства деталей.
Эксплуатационные свойства деталей машин находятся в прямой
Слайд 29Шероховатость поверхности детали оказывает значительное влияние и на ее коррозионную стойкость, так как
Шероховатость поверхности детали оказывает значительное влияние и на ее коррозионную стойкость, так как
Слайд 302. На износостойкость поверхности влияют
сопротивляемость поверхностного слоя разрушению
и макрогеометрические
2. На износостойкость поверхности влияют
сопротивляемость поверхностного слоя разрушению
и макрогеометрические
Слайд 313. Усталостная прочность деталей также зависит от шероховатости поверхности, так как наличие рисок,
3. Усталостная прочность деталей также зависит от шероховатости поверхности, так как наличие рисок,
Слайд 324.От шероховатости поверхности (особенно от высоты микронеровностей) зависит прочность прессовых соединений, поскольку при
4.От шероховатости поверхности (особенно от высоты микронеровностей) зависит прочность прессовых соединений, поскольку при
Слайд 335.Наклеп на поверхностном слое сопрягаемых деталей уменьшает смятие поверхностных гребешков при запрессовке
5.Наклеп на поверхностном слое сопрягаемых деталей уменьшает смятие поверхностных гребешков при запрессовке
Слайд 34Технологическое обеспечение требуемых эксплуатационных качеств деталей машин.
С целью уменьшения разности в твёрдости
С целью уменьшения разности в твёрдости
Слайд 35К таким методам относят:
Дорнование отверстий:
проталкивание прошивки или
деформирующей протяжки.
Rz понижается
К таким методам относят:
Дорнование отверстий:
проталкивание прошивки или
деформирующей протяжки.
Rz понижается
Слайд 36Обкатывание шариками и роликами.
Осуществляется на станках токарной группы.
Сила прижима ролика –
Обкатывание шариками и роликами.
Осуществляется на станках токарной группы.
Сила прижима ролика –

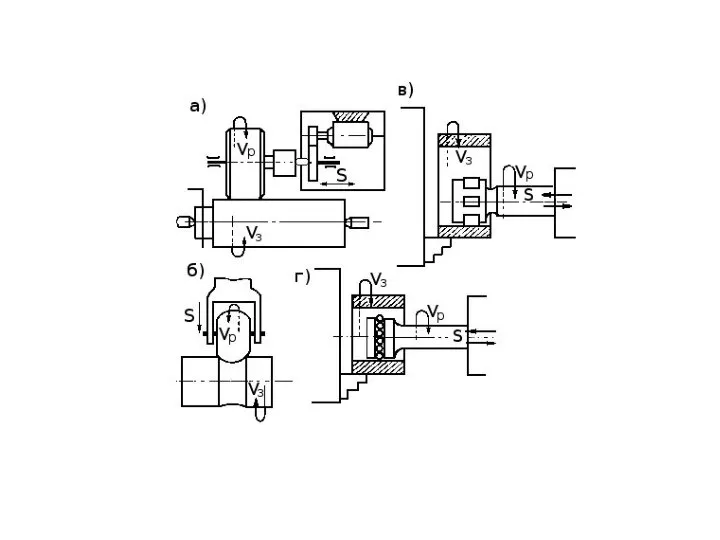
Слайд 39Алмазное выглаживание.
Алмаз – r =1,5 … 4,0 мм
Sпрод= 0,04÷0,1 мм/об;
Vзаг.= 40−50 м/мин;
Pприжима=
Алмазное выглаживание.
Алмаз – r =1,5 … 4,0 мм
Sпрод= 0,04÷0,1 мм/об;
Vзаг.= 40−50 м/мин;
Pприжима=
 Механическое движение
Механическое движение Передача электроэнергии от источника к потребителю
Передача электроэнергии от источника к потребителю Презентация на тему Изобретатель радио – А.С. Попов
Презентация на тему Изобретатель радио – А.С. Попов  Презентация на тему Элементарные частицы
Презентация на тему Элементарные частицы  Устройство для наматывания нижней нити на шпульку
Устройство для наматывания нижней нити на шпульку Основные понятия теории механизмов и машин
Основные понятия теории механизмов и машин Общие сведения о передачах. Лекция №4
Общие сведения о передачах. Лекция №4 Закон сохранения электрического заряда. Закон Кулона
Закон сохранения электрического заряда. Закон Кулона Общее устройство автомобиля
Общее устройство автомобиля Поверхностное натяжение
Поверхностное натяжение Назначение, классификация и конструкция колесных пар локомотива
Назначение, классификация и конструкция колесных пар локомотива Физическая картина мира. Плотность
Физическая картина мира. Плотность Как создать суперкар и решить задачи, возникающие при его создании
Как создать суперкар и решить задачи, возникающие при его создании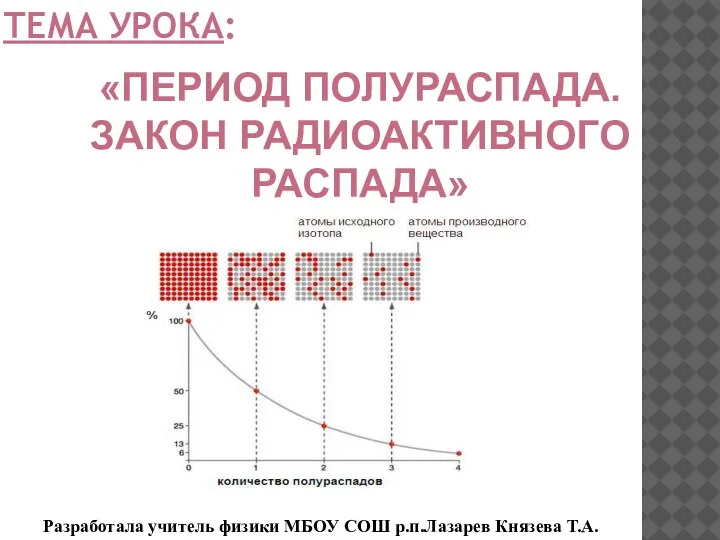 Закон радиоактивного распада. Период полураспада радиоактивных изотопов
Закон радиоактивного распада. Период полураспада радиоактивных изотопов Теория относительности. Релятивистская механика
Теория относительности. Релятивистская механика Температура и тепловое равновесие
Температура и тепловое равновесие Свойства веществ
Свойства веществ Резка металла слесарной ножовкой
Резка металла слесарной ножовкой Сила. Явление тяготения. Сила тяжести
Сила. Явление тяготения. Сила тяжести Замедляющие структуры
Замедляющие структуры Фотоэффект
Фотоэффект Технология рентгеновских трубок. (Лекция 6)
Технология рентгеновских трубок. (Лекция 6) Физика и познание мира
Физика и познание мира Сложение двух сил, направленных по одной прямой. Равнодействующая сила
Сложение двух сил, направленных по одной прямой. Равнодействующая сила Квазихимический метод описания дефектов
Квазихимический метод описания дефектов Естественный способ задания движения
Естественный способ задания движения Терагерцовая спектроскопия металлических ансамблей частиц
Терагерцовая спектроскопия металлических ансамблей частиц Законы Ньютона
Законы Ньютона