- Как измеряются разводы и чем

Содержание
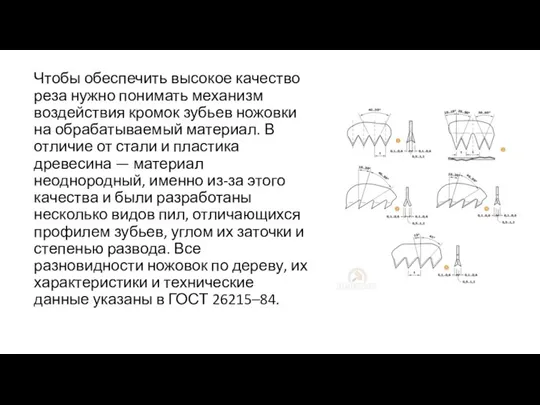
- 2. Чтобы обеспечить высокое качество реза нужно понимать механизм воздействия кромок зубьев ножовки на обрабатываемый материал. В
- 3. Развод зубьев пилы Зубья ножовки разводят перед тем, как заточить. Полотно должно быть плотно зажато в
- 4. Вначале следует выбрать произвольный зуб и отогнуть его на некую величину, на глаз добиваясь правильной величины
- 5. 1. Развод состоит в поочередном отгибании вершин зубьев на противоположные стороны пилы. Различают два способа развода:
- 6. 2. Плющение зубьев - увеличение ширины режущей кромки зуба путем расплющивания вершин зуба со стороны передней
- 7. Оценка точности развода производится по величине утроенного среднего квадратического отклонения ±3^', которая вычисляется по формуле где
- 9. Скачать презентацию
Слайд 2Чтобы обеспечить высокое качество реза нужно понимать механизм воздействия кромок зубьев ножовки
Чтобы обеспечить высокое качество реза нужно понимать механизм воздействия кромок зубьев ножовки
Слайд 3Развод зубьев пилы
Зубья ножовки разводят перед тем, как заточить. Полотно должно быть
Развод зубьев пилы
Зубья ножовки разводят перед тем, как заточить. Полотно должно быть
Слайд 4Вначале следует выбрать произвольный зуб и отогнуть его на некую величину, на
Вначале следует выбрать произвольный зуб и отогнуть его на некую величину, на
Слайд 51. Развод состоит в поочередном отгибании вершин зубьев на противоположные стороны пилы.
1. Развод состоит в поочередном отгибании вершин зубьев на противоположные стороны пилы.
Слайд 62. Плющение зубьев - увеличение ширины режущей кромки зуба путем расплющивания вершин
2. Плющение зубьев - увеличение ширины режущей кромки зуба путем расплющивания вершин
Слайд 7Оценка точности развода производится по величине утроенного среднего квадратического отклонения ±3^', которая
Оценка точности развода производится по величине утроенного среднего квадратического отклонения ±3^', которая
 Физические термины. Наблюдения и опыты
Физические термины. Наблюдения и опыты Волны в среде.
Волны в среде. Запишите формулу
Запишите формулу Равномерное движение
Равномерное движение Электрический ток в вакууме
Электрический ток в вакууме лекция 2 Динамика. Сила. Работа. Энергия. Импульс. (2)
лекция 2 Динамика. Сила. Работа. Энергия. Импульс. (2) Игровая встреча. Великие физики
Игровая встреча. Великие физики Магнитные явления
Магнитные явления Инерция
Инерция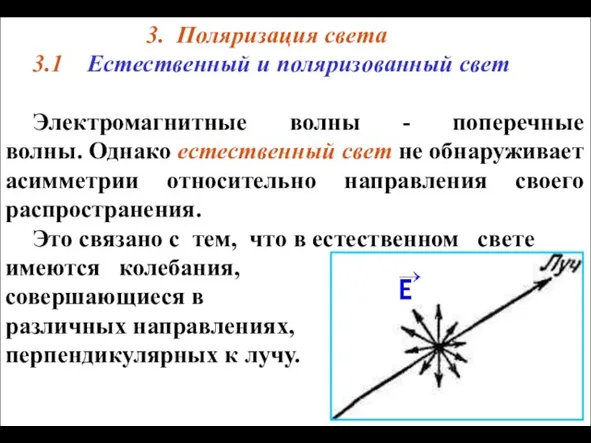 Поляризация света
Поляризация света Сила трения 7 класс
Сила трения 7 класс Желание мыслить – одно, а обладать даром мышления – другое
Желание мыслить – одно, а обладать даром мышления – другое 实验五 功率放大电路
实验五 功率放大电路 Физика Лекция 2
Физика Лекция 2 Применение первого закона термодинамики к изопроцессам. 10 класс
Применение первого закона термодинамики к изопроцессам. 10 класс Рентгеновское излучение их природа, и свойства
Рентгеновское излучение их природа, и свойства Молекулярная физика. Ученые и их открытия
Молекулярная физика. Ученые и их открытия Векторный способ задания движения
Векторный способ задания движения Электричество, электромагнитные волны и магнетизм
Электричество, электромагнитные волны и магнетизм Энергия и работа. Удары. Лекция 3
Энергия и работа. Удары. Лекция 3 Использование данных лазерного сканирования для мониторинга состояния ВПП аэропорта
Использование данных лазерного сканирования для мониторинга состояния ВПП аэропорта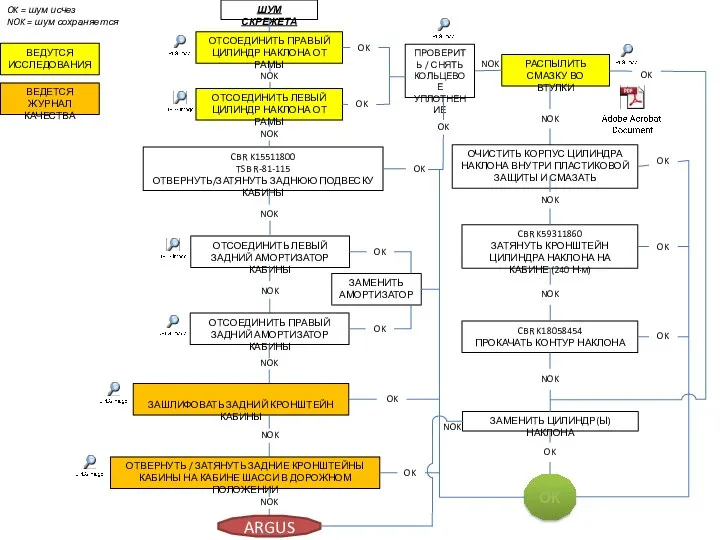 Диагностика шума подвески кабины
Диагностика шума подвески кабины Презентация (1)
Презентация (1) Теоретическая механика
Теоретическая механика Физико-химические МУН. Лекция 6
Физико-химические МУН. Лекция 6 Крышка бензобака
Крышка бензобака Раскачивание мостов. Процесс синхронизации
Раскачивание мостов. Процесс синхронизации Вечный двигатель в истории
Вечный двигатель в истории