- Наладка станка на обработку детали Фланец нажимной и кодирование управляющей программы

Содержание
- 2. Технологическая часть Описание материала детали и ее свойства Сталь - это сплав железа с углеродом,содержаний углерода
- 3. Выбор оборудования Токарно-винторезный станок 1к62. Фрезерный станок 6р12 Радиально-сверлильный станок ГС545. Токарно-фрезерный центр LT-2LM 500 MY.
- 4. Технологическая оснастка Резцовые блоки для станков с ЧПУ. 3-х кулачковый патрон ГОСТ 2675-80. Переходная втулка ГОСТ
- 5. Выбор режущего инструмента Резцы со сменными пластинами Центровочной сверло ГОСТ 14952-75 Сверло ГОСТ4010-77 Концевая фреза ГОСТ
- 6. Чертеж детали «Фланец нажимной»
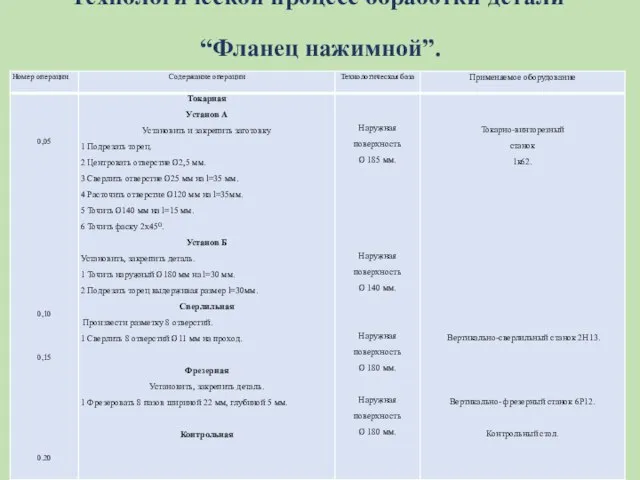
- 7. Технологической процесс обработки детали “Фланец нажимной”.
- 8. Мерительный инструмент Штангенциркуль ШЦ-1 ГОСТ 166-89. Штангенциркуль – относится к наиболее распространенным инструментом для измерения размеров
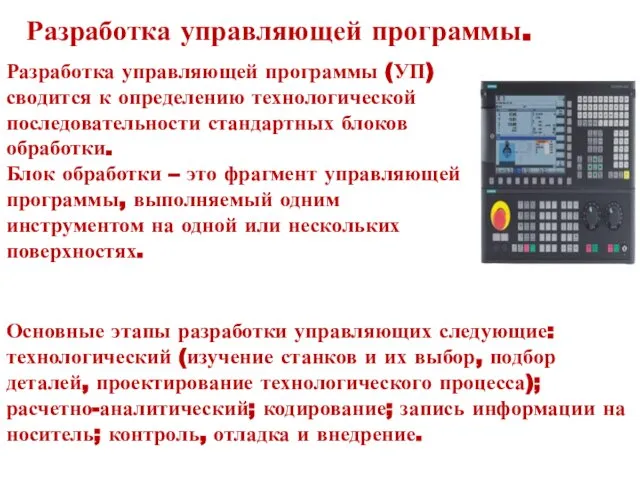
- 9. Разработка управляющей программы. Разработка управляющей программы (УП) сводится к определению технологической последовательности стандартных блоков обработки. Блок
- 10. Организация рабочего места станочника Рабочее место является основным звеном любой производственной структуры, где производят механическую обработку
- 11. Организационная часть Охрана труда Охрана труда – это система технических , санитарно- гигиеничных, организационных и правовых
- 13. Скачать презентацию
Слайд 3Выбор оборудования
Токарно-винторезный станок 1к62.
Фрезерный станок 6р12
Радиально-сверлильный станок ГС545.
Токарно-фрезерный центр LT-2LM 500
Выбор оборудования
Токарно-винторезный станок 1к62.
Фрезерный станок 6р12
Радиально-сверлильный станок ГС545.
Токарно-фрезерный центр LT-2LM 500

Слайд 4Технологическая оснастка
Резцовые блоки для станков с ЧПУ.
3-х кулачковый патрон ГОСТ 2675-80.
Переходная втулка
Технологическая оснастка
Резцовые блоки для станков с ЧПУ.
3-х кулачковый патрон ГОСТ 2675-80.
Переходная втулка

Слайд 5Выбор режущего инструмента
Резцы со сменными пластинами
Центровочной сверло ГОСТ 14952-75
Сверло ГОСТ4010-77
Концевая фреза
Выбор режущего инструмента
Резцы со сменными пластинами
Центровочной сверло ГОСТ 14952-75
Сверло ГОСТ4010-77
Концевая фреза

Слайд 6Чертеж детали «Фланец нажимной»
Чертеж детали «Фланец нажимной»

Слайд 7Технологической процесс обработки детали
“Фланец нажимной”.
Технологической процесс обработки детали
“Фланец нажимной”.
Слайд 8Мерительный инструмент
Штангенциркуль ШЦ-1 ГОСТ 166-89.
Штангенциркуль – относится к наиболее распространенным инструментом для
Мерительный инструмент
Штангенциркуль ШЦ-1 ГОСТ 166-89.
Штангенциркуль – относится к наиболее распространенным инструментом для

Слайд 9Разработка управляющей программы.
Разработка управляющей программы (УП) сводится к определению технологической последовательности стандартных
Разработка управляющей программы.
Разработка управляющей программы (УП) сводится к определению технологической последовательности стандартных
Слайд 10Организация рабочего места станочника
Рабочее место является основным звеном любой производственной структуры, где
Организация рабочего места станочника
Рабочее место является основным звеном любой производственной структуры, где

Слайд 11Организационная часть
Охрана труда
Охрана труда – это система технических , санитарно- гигиеничных,
Организационная часть
Охрана труда
Охрана труда – это система технических , санитарно- гигиеничных,
 Особенности измерения малых и больших сопротивлений
Особенности измерения малых и больших сопротивлений Техника Победы. Автомобиль ЗИС - 5 (трёхтонка, Захар, Захар Иванович)
Техника Победы. Автомобиль ЗИС - 5 (трёхтонка, Захар, Захар Иванович)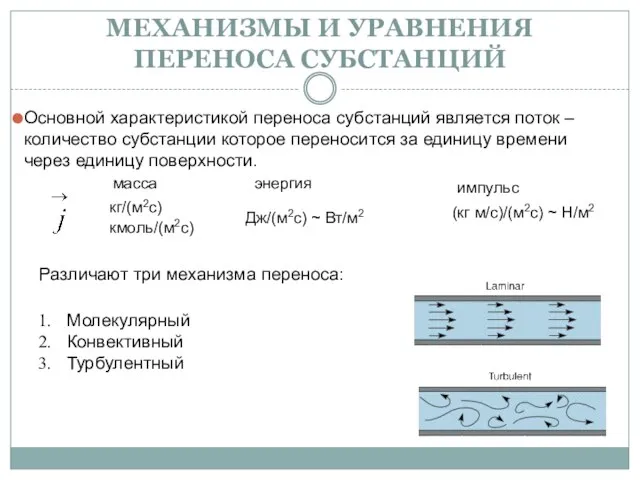 Механизмы и уравнения переноса субстанций
Механизмы и уравнения переноса субстанций Классификация и описание основных спектроскопических методов исследования поверхности и наноструктур. Лекция 1
Классификация и описание основных спектроскопических методов исследования поверхности и наноструктур. Лекция 1 Презентация на тему Энергия топлива. Удельная теплота сгорания топлива
Презентация на тему Энергия топлива. Удельная теплота сгорания топлива  Презентация на тему Простые механизмы. Рычаг
Презентация на тему Простые механизмы. Рычаг  Презентация на тему Скорости молекул. Опыт Штерна
Презентация на тему Скорости молекул. Опыт Штерна  Свет
Свет Усилитель звуковой частоты
Усилитель звуковой частоты Определение технического состояния системы питания дизельных двигателей
Определение технического состояния системы питания дизельных двигателей Электромагнитные волны
Электромагнитные волны Волны. Интерференция и дифракция
Волны. Интерференция и дифракция Геометрическая оптика. Прямолинейное распространение света. Отражение и преломление света
Геометрическая оптика. Прямолинейное распространение света. Отражение и преломление света МБОУ «Юхмачинская средняя общеобразовательная школа» Алькеевского муниципального района Республики Татарстан ФИЗИКА В ПРИРОДЕ
МБОУ «Юхмачинская средняя общеобразовательная школа» Алькеевского муниципального района Республики Татарстан ФИЗИКА В ПРИРОДЕ  Оптическое просветление биотканей
Оптическое просветление биотканей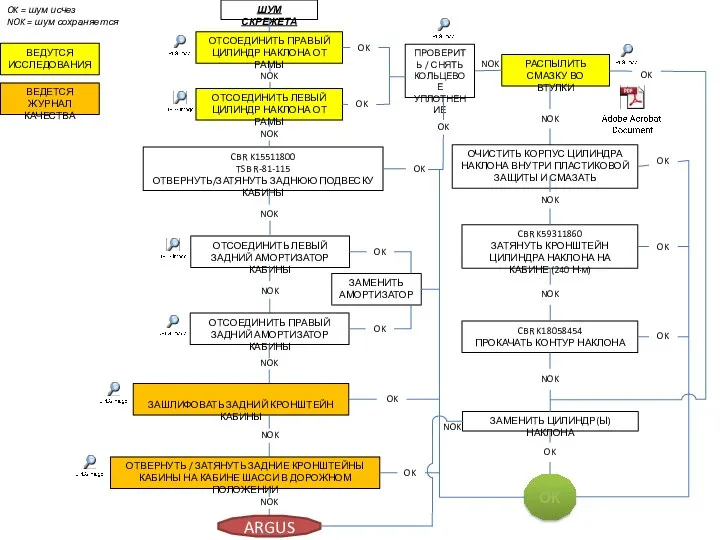 Диагностика шума подвески кабины
Диагностика шума подвески кабины Электростатика. Основы электромеханики
Электростатика. Основы электромеханики Механическое движение
Механическое движение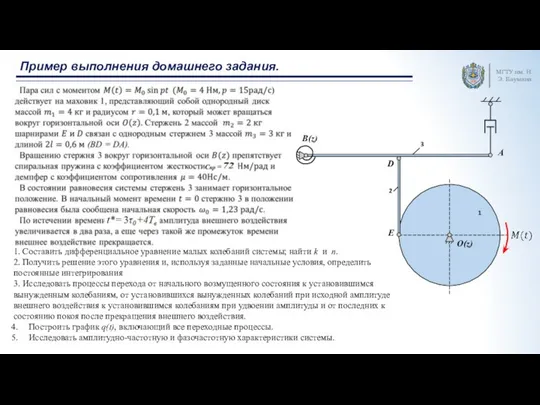 Колебания. Пример выполнения домашнего задания
Колебания. Пример выполнения домашнего задания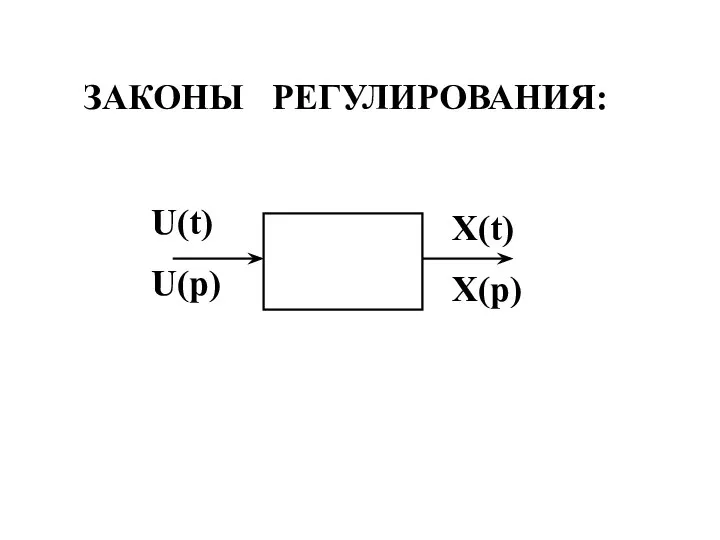 Законы регулирования
Законы регулирования Испарение. Насыщенный пар и его свойства. Влажность воздуха
Испарение. Насыщенный пар и его свойства. Влажность воздуха Презентация на тему Линзы
Презентация на тему Линзы 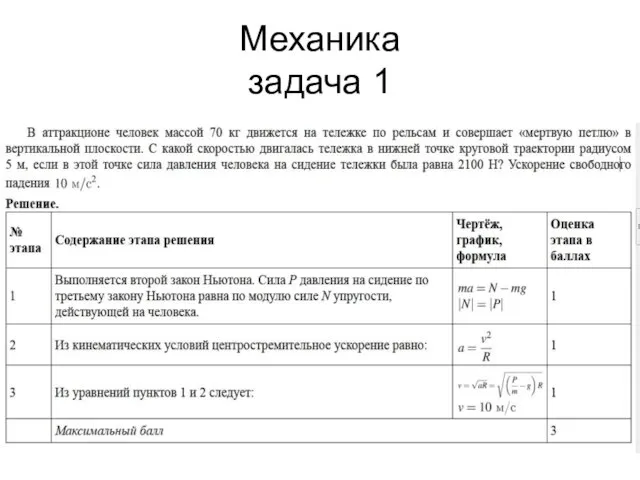 Задачи по механике
Задачи по механике Расчет однофазной цепи синусоидального тока
Расчет однофазной цепи синусоидального тока Масса, плотность, объём. (Решение задач с использованием эксперимента)
Масса, плотность, объём. (Решение задач с использованием эксперимента) Двигатель внутреннего сгорания
Двигатель внутреннего сгорания Подготовили: Подготовили: Учитель физики Щендригина В.Н. Учитель химии Дереглазова О.П. МОУ «СОШ №8» с. Тищенское Ставропольского
Подготовили: Подготовили: Учитель физики Щендригина В.Н. Учитель химии Дереглазова О.П. МОУ «СОШ №8» с. Тищенское Ставропольского Что такое энергия? Открытие знаний
Что такое энергия? Открытие знаний