- OVZ_L2_L3 (2)

Содержание
- 2. Лекция 2: Соединение и посадки.
- 3. Предметом курса «Основы взаимозаменяемости» является выяснение условий обеспечения взаимозаменяемости при конструировании приборов и решении других задач,
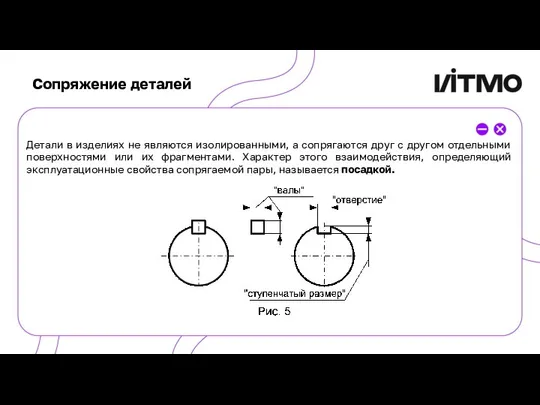
- 4. Сопряжение деталей Детали в изделиях не являются изолированными, а сопрягаются друг с другом отдельными поверхностями или
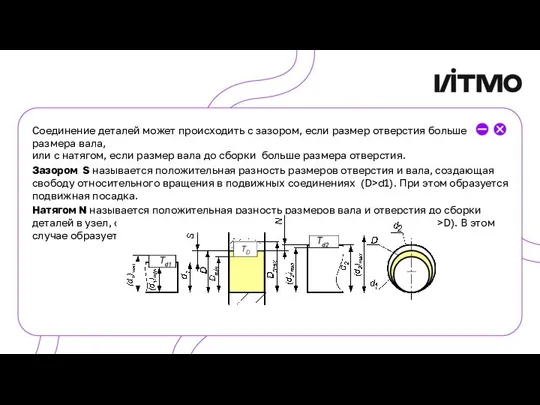
- 5. Соединение деталей может происходить с зазором, если размер отверстия больше размера вала, или с натягом, если
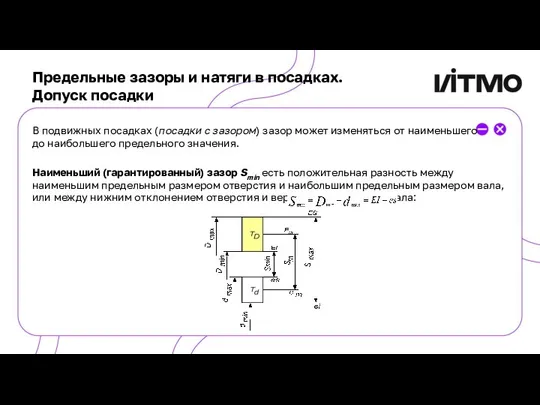
- 6. Предельные зазоры и натяги в посадках. Допуск посадки В подвижных посадках (посадки с зазором) зазор может
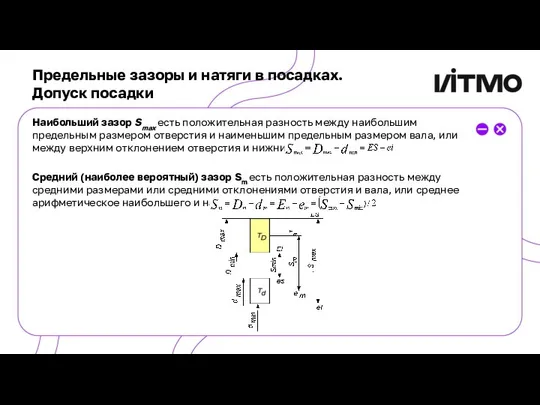
- 7. Предельные зазоры и натяги в посадках. Допуск посадки Наибольший зазор Smax есть положительная разность между наибольшим
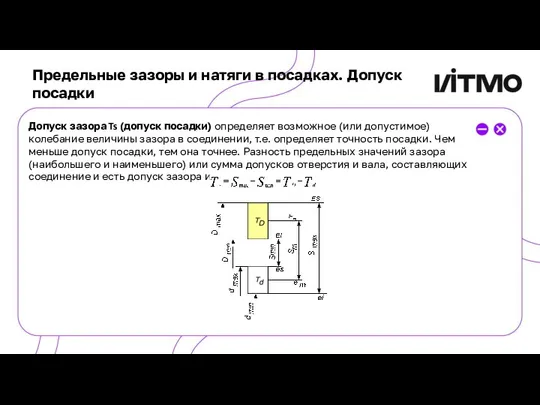
- 8. Предельные зазоры и натяги в посадках. Допуск посадки Допуск зазора Ts (допуск посадки) определяет возможное (или
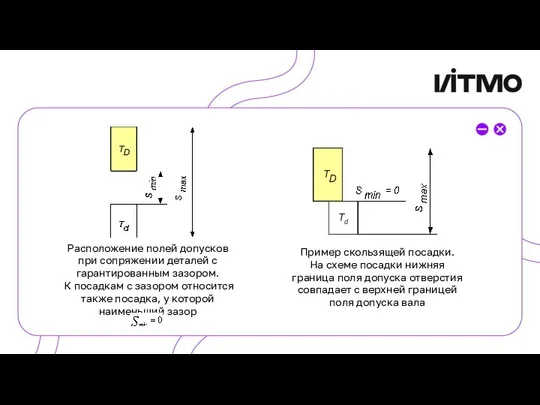
- 9. Расположение полей допусков при сопряжении деталей с гарантированным зазором. К посадкам с зазором относится также посадка,
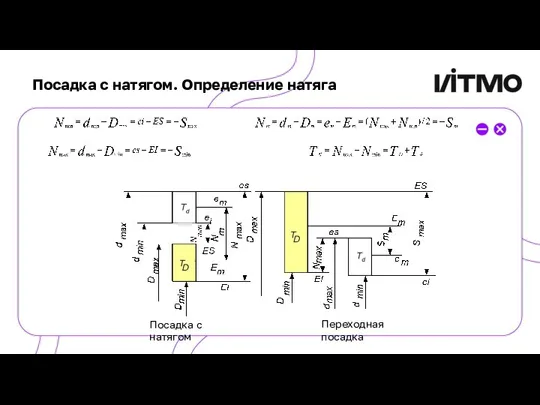
- 10. Посадка с натягом. Определение натяга Посадка с натягом Переходная посадка
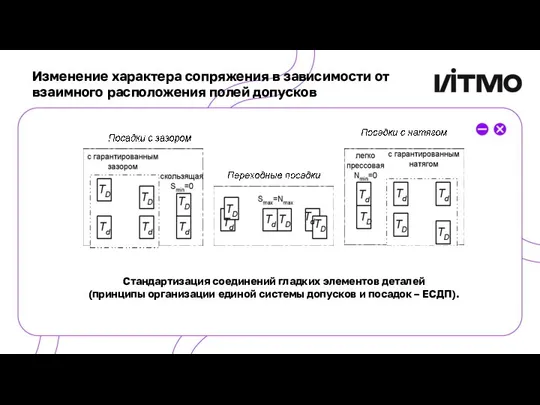
- 11. Изменение характера сопряжения в зависимости от взаимного расположения полей допусков Стандартизация соединений гладких элементов деталей (принципы
- 12. Принципы построения ЕСДП. 1-ый принцип 1-й принцип. Установлено 20 квалитетов по точности изготовления и определены формулы
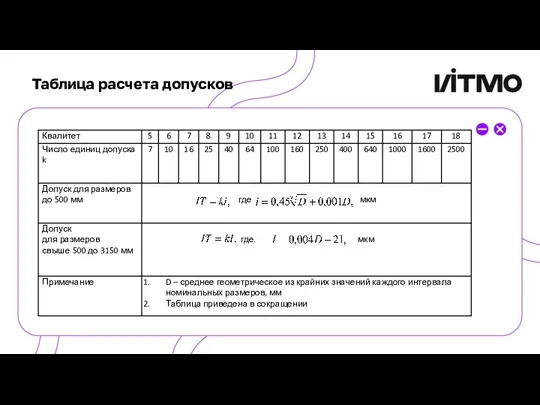
- 13. Таблица расчета допусков
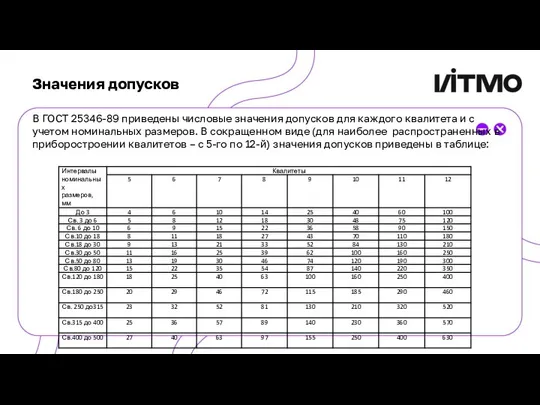
- 14. Значения допусков В ГОСТ 25346-89 приведены числовые значения допусков для каждого квалитета и с учетом номинальных
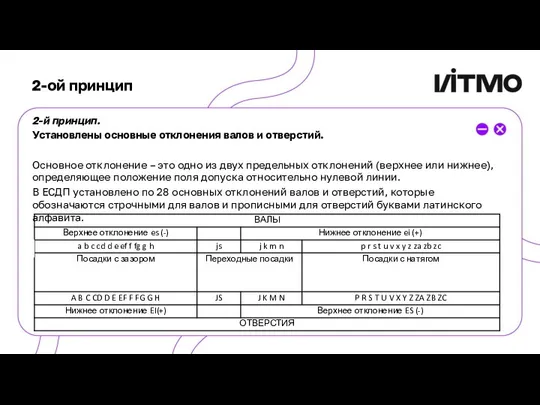
- 15. 2-ой принцип 2-й принцип. Установлены основные отклонения валов и отверстий. Основное отклонение – это одно из
- 16. Схема расположения основных отклонений валов
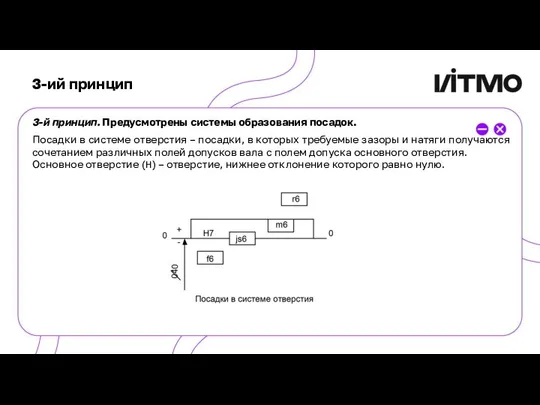
- 17. 3-ий принцип 3-й принцип. Предусмотрены системы образования посадок. Посадки в системе отверстия – посадки, в которых
- 18. Посадки в системе вала – посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей
- 19. 4-ый принцип 4-й принцип. Установлена нормальная температура. Допуски и предельные отклонения, установленные в стандарте, относятся к
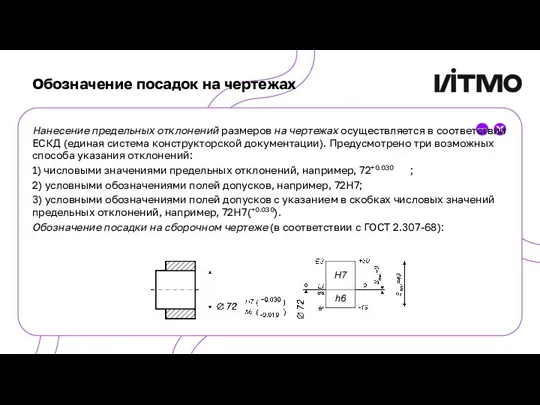
- 20. Обозначение посадок на чертежах Нанесение предельных отклонений размеров на чертежах осуществляется в соответствии ЕСКД (единая система
- 21. Обязательно необходимо проставлять предельные отклонения: а) для размеров, не входящих в ряды нормальных линейных размеров по
- 22. Лекция 3: Рекомендуемые посадки.
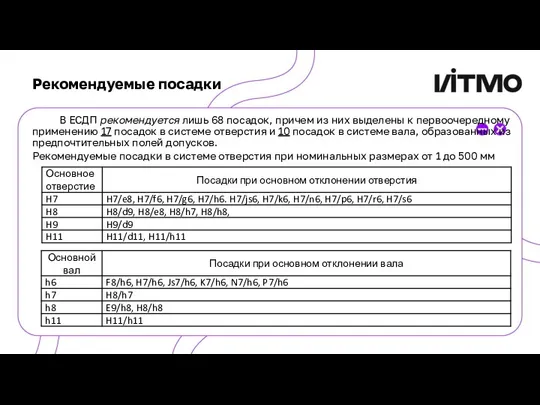
- 23. Рекомендуемые посадки В ЕСДП рекомендуется лишь 68 посадок, причем из них выделены к первоочередному применению 17
- 24. Выбор технологического процесса, обеспечивающего требуемую точность изделия Валы 5-го квалитета и отверстия 5 и 6 квалитетов
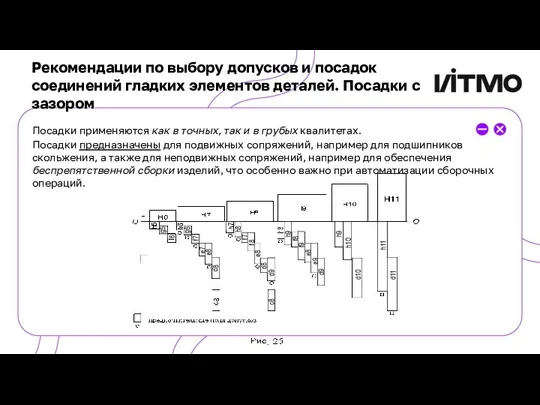
- 25. Рекомендации по выбору допусков и посадок соединений гладких элементов деталей. Посадки с зазором Посадки применяются как
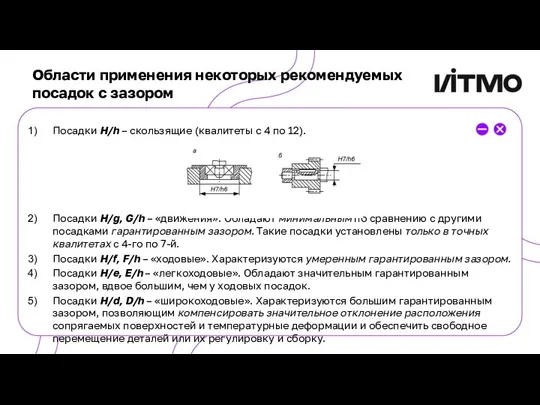
- 26. Области применения некоторых рекомендуемых посадок с зазором Посадки H/h – скользящие (квалитеты с 4 по 12).
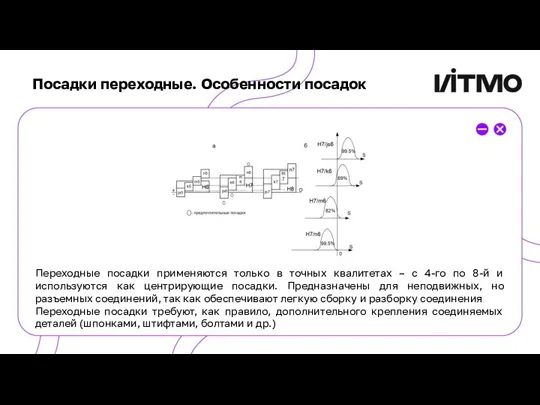
- 27. Посадки переходные. Особенности посадок Переходные посадки применяются только в точных квалитетах – с 4-го по 8-й
- 28. Особенности применения некоторых рекомендуемых переходных посадок Посадки H/js, Js/h – «плотные». Вероятность получения натяга не выше
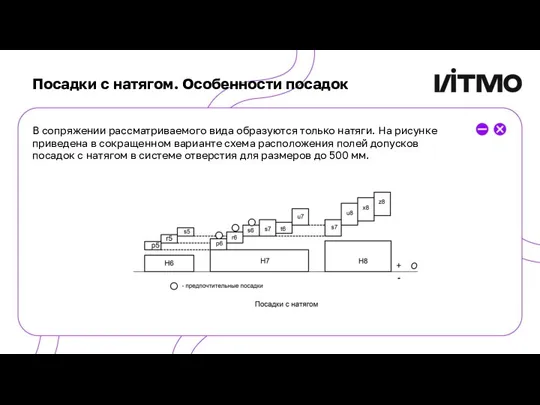
- 29. Посадки с натягом. Особенности посадок В сопряжении рассматриваемого вида образуются только натяги. На рисунке приведена в
- 30. Особенности применения некоторых рекомендуемых посадок с натягом Посадки H/p, P/h – «легкопрессовые». Имеют минимальный гарантированный натяг.
- 31. Гладкие конические соединения Гладкие конические соединения (ГКС) широко используются в конструкциях машин, приборов, технологического оборудования, бытовой
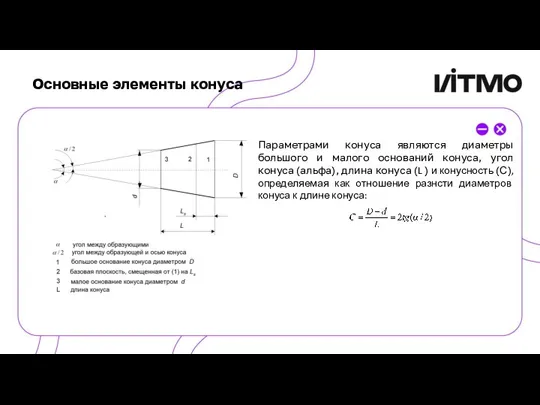
- 32. Основные элементы конуса Параметрами конуса являются диаметры большого и малого оснований конуса, угол конуса (альфа), длина
- 33. Различают три вида расположения поля допуска относительно номинального положения при образовании посадок конических соединений: смещение в
- 34. Посадки конических соединений а) с фиксацией путем совмещения конструктивных элементов (до совмещения базовых плоскостей); б) с
- 35. Применение Неподвижные конические соединения применяют: для передачи крутящего момента; плотные соединения – для создания газо- водо-
- 37. Скачать презентацию
Слайд 3Предметом курса «Основы взаимозаменяемости» является выяснение условий обеспечения взаимозаменяемости при конструировании приборов
Предметом курса «Основы взаимозаменяемости» является выяснение условий обеспечения взаимозаменяемости при конструировании приборов
Слайд 4Сопряжение деталей
Детали в изделиях не являются изолированными, а сопрягаются друг с другом
Сопряжение деталей
Детали в изделиях не являются изолированными, а сопрягаются друг с другом
Слайд 5Соединение деталей может происходить с зазором, если размер отверстия больше размера вала,
Соединение деталей может происходить с зазором, если размер отверстия больше размера вала,
Слайд 6Предельные зазоры и натяги в посадках.
Допуск посадки
В подвижных посадках (посадки
Предельные зазоры и натяги в посадках.
Допуск посадки
В подвижных посадках (посадки
Слайд 7Предельные зазоры и натяги в посадках.
Допуск посадки
Наибольший зазор Smax есть
Предельные зазоры и натяги в посадках.
Допуск посадки
Наибольший зазор Smax есть
Слайд 8Предельные зазоры и натяги в посадках. Допуск посадки
Допуск зазора Ts (допуск
Предельные зазоры и натяги в посадках. Допуск посадки
Допуск зазора Ts (допуск
Слайд 9Расположение полей допусков при сопряжении деталей с гарантированным зазором.
К посадкам с
Расположение полей допусков при сопряжении деталей с гарантированным зазором.
К посадкам с
Слайд 10Посадка с натягом. Определение натяга
Посадка с натягом
Переходная посадка
Посадка с натягом. Определение натяга
Посадка с натягом
Переходная посадка
Слайд 11Изменение характера сопряжения в зависимости от взаимного расположения полей допусков
Стандартизация соединений
Изменение характера сопряжения в зависимости от взаимного расположения полей допусков
Стандартизация соединений
Слайд 12Принципы построения ЕСДП.
1-ый принцип
1-й принцип.
Установлено 20 квалитетов по точности изготовления и
Принципы построения ЕСДП.
1-ый принцип
1-й принцип.
Установлено 20 квалитетов по точности изготовления и
Слайд 13Таблица расчета допусков
Таблица расчета допусков
Слайд 14Значения допусков
В ГОСТ 25346-89 приведены числовые значения допусков для каждого квалитета и
Значения допусков
В ГОСТ 25346-89 приведены числовые значения допусков для каждого квалитета и
Слайд 152-ой принцип
2-й принцип.
Установлены основные отклонения валов и отверстий.
Основное отклонение – это
2-ой принцип
2-й принцип.
Установлены основные отклонения валов и отверстий.
Основное отклонение – это
Слайд 16Схема расположения основных отклонений валов
Схема расположения основных отклонений валов

Слайд 173-ий принцип
3-й принцип. Предусмотрены системы образования посадок.
Посадки в системе отверстия – посадки,
3-ий принцип
3-й принцип. Предусмотрены системы образования посадок.
Посадки в системе отверстия – посадки,
Слайд 18Посадки в системе вала – посадки, в которых требуемые зазоры и натяги
Посадки в системе вала – посадки, в которых требуемые зазоры и натяги

Слайд 194-ый принцип
4-й принцип.
Установлена нормальная температура.
Допуски и предельные отклонения, установленные в стандарте,
4-ый принцип
4-й принцип.
Установлена нормальная температура.
Допуски и предельные отклонения, установленные в стандарте,
Слайд 20Обозначение посадок на чертежах
Нанесение предельных отклонений размеров на чертежах осуществляется в соответствии
Обозначение посадок на чертежах
Нанесение предельных отклонений размеров на чертежах осуществляется в соответствии
Слайд 21 Обязательно необходимо проставлять предельные отклонения:
а) для размеров, не входящих в ряды нормальных
Обязательно необходимо проставлять предельные отклонения:
а) для размеров, не входящих в ряды нормальных
Слайд 22Лекция 3: Рекомендуемые посадки.
Лекция 3: Рекомендуемые посадки.
Слайд 23Рекомендуемые посадки
В ЕСДП рекомендуется лишь 68 посадок, причем из них выделены к
Рекомендуемые посадки
В ЕСДП рекомендуется лишь 68 посадок, причем из них выделены к
Слайд 24Выбор технологического процесса, обеспечивающего требуемую точность изделия
Валы 5-го квалитета и отверстия 5
Выбор технологического процесса, обеспечивающего требуемую точность изделия
Валы 5-го квалитета и отверстия 5
Слайд 25Рекомендации по выбору допусков и посадок соединений гладких элементов деталей. Посадки с
Рекомендации по выбору допусков и посадок соединений гладких элементов деталей. Посадки с
Слайд 26Области применения некоторых рекомендуемых
посадок с зазором
Посадки H/h – скользящие (квалитеты с
Области применения некоторых рекомендуемых
посадок с зазором
Посадки H/h – скользящие (квалитеты с
Слайд 27Посадки переходные. Особенности посадок
Переходные посадки применяются только в точных квалитетах – с
Посадки переходные. Особенности посадок
Переходные посадки применяются только в точных квалитетах – с
Слайд 28Особенности применения некоторых рекомендуемых переходных посадок
Посадки H/js, Js/h – «плотные». Вероятность получения
Особенности применения некоторых рекомендуемых переходных посадок
Посадки H/js, Js/h – «плотные». Вероятность получения
Слайд 29Посадки с натягом. Особенности посадок
В сопряжении рассматриваемого вида образуются только натяги. На
Посадки с натягом. Особенности посадок
В сопряжении рассматриваемого вида образуются только натяги. На
Слайд 30Особенности применения некоторых рекомендуемых посадок с натягом
Посадки H/p, P/h – «легкопрессовые». Имеют
Особенности применения некоторых рекомендуемых посадок с натягом
Посадки H/p, P/h – «легкопрессовые». Имеют
Слайд 31Гладкие конические соединения
Гладкие конические соединения (ГКС) широко используются в конструкциях машин,
Гладкие конические соединения
Гладкие конические соединения (ГКС) широко используются в конструкциях машин,
Слайд 32Основные элементы конуса
Параметрами конуса являются диаметры большого и малого оснований конуса, угол
Основные элементы конуса
Параметрами конуса являются диаметры большого и малого оснований конуса, угол
Слайд 33Различают три вида расположения поля допуска относительно номинального положения при образовании посадок
Различают три вида расположения поля допуска относительно номинального положения при образовании посадок
Слайд 34Посадки конических соединений
а) с фиксацией путем совмещения конструктивных элементов (до совмещения базовых
Посадки конических соединений
а) с фиксацией путем совмещения конструктивных элементов (до совмещения базовых

Слайд 35Применение
Неподвижные конические соединения применяют:
для передачи крутящего момента;
плотные соединения – для
Применение
Неподвижные конические соединения применяют:
для передачи крутящего момента;
плотные соединения – для
 Современные требования к проектной документации по размещению передающих радиотехнических объектов
Современные требования к проектной документации по размещению передающих радиотехнических объектов Звуковые волны
Звуковые волны Вынужденные колебания
Вынужденные колебания Физика. Урок 1
Физика. Урок 1 Аристотель, его вклад в развитие механики
Аристотель, его вклад в развитие механики Кинематика вращательного движения
Кинематика вращательного движения Презентация на тему Измерительные приборы
Презентация на тему Измерительные приборы  Правила работы в кабинете физики
Правила работы в кабинете физики Закон сохранения момента импульса
Закон сохранения момента импульса Строение вещества, атома
Строение вещества, атома Микроэлементы
Микроэлементы Инструкция по ремонту рукояти
Инструкция по ремонту рукояти Презентация на тему Механические свойства твердых тел
Презентация на тему Механические свойства твердых тел  Атомные электростанции
Атомные электростанции Виды конических зубчатых колес
Виды конических зубчатых колес Презентация на тему ЭДС индукции
Презентация на тему ЭДС индукции  Жива електрика
Жива електрика Скин-фактор. Различные режимы притока. Уравнение притока
Скин-фактор. Различные режимы притока. Уравнение притока Сила трения. Виды трения. Способы изменения трения
Сила трения. Виды трения. Способы изменения трения Виды соединений
Виды соединений Technical Service Bulletin. Модель Mighty. Замена клапана ЕГР
Technical Service Bulletin. Модель Mighty. Замена клапана ЕГР Сила упругости
Сила упругости Зубонарезание. Разновидности зубчатых колес
Зубонарезание. Разновидности зубчатых колес Магнитореологический амортизатор
Магнитореологический амортизатор Презентация 10
Презентация 10 Презентация на тему Колебательный контур
Презентация на тему Колебательный контур  Общие сведения о системах радиосвязи. Электропитание средств связи
Общие сведения о системах радиосвязи. Электропитание средств связи Презентация на тему Энергия связи Дефект масс
Презентация на тему Энергия связи Дефект масс