- План структурной оптимизации технологического процесса изготовления кузова модели SX11

Содержание
- 2. 轿车车身 Постановка цели Целью работы является увеличение производственной мощности главной сварочной линии и выход на такт
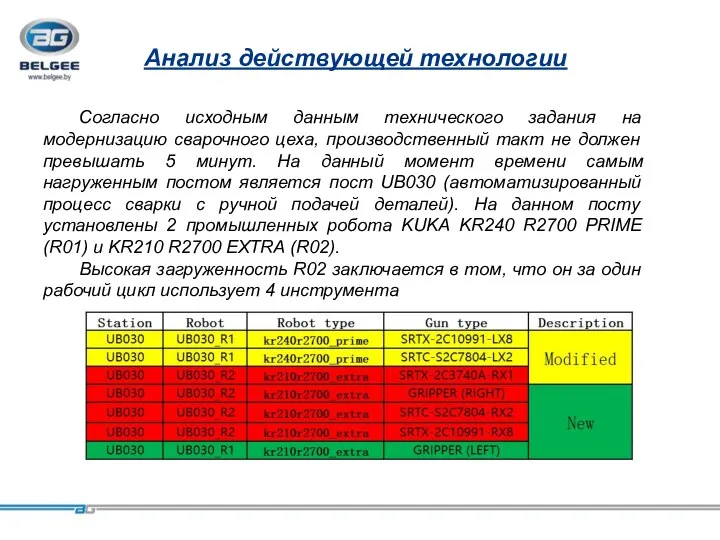
- 3. 轿车车身 Анализ действующей технологии Согласно исходным данным технического задания на модернизацию сварочного цеха, производственный такт не
- 4. 轿车车身 Анализ действующей технологии Как видно на симуляции, роботы R01 и R02 начинают процесс сварки при
- 5. 轿车车身 Анализ действующей технологии Далее: R01 – GRIPPER (LEFT) R02 – SRTC-S2C7804 R01 GRIPPER (LEFT) R02
- 6. 轿车车身 Анализ действующей технологии Далее: R01 – SRTX-2C10991 R02 – GRIPPER (RIGHT) R01 GRIPPER (RIGHT) R02
- 7. 轿车车身 Анализ действующей технологии Далее: R01 – SRTC-S2C7804 R02 – SRTX-2C10991 R01 SRTX-2C10991 R02 SRTC-S2C7804
- 8. 轿车车身 Анализ действующей технологии В конце рабочего цикла R01 переходит в режим ожидания нового кузова (т.н.
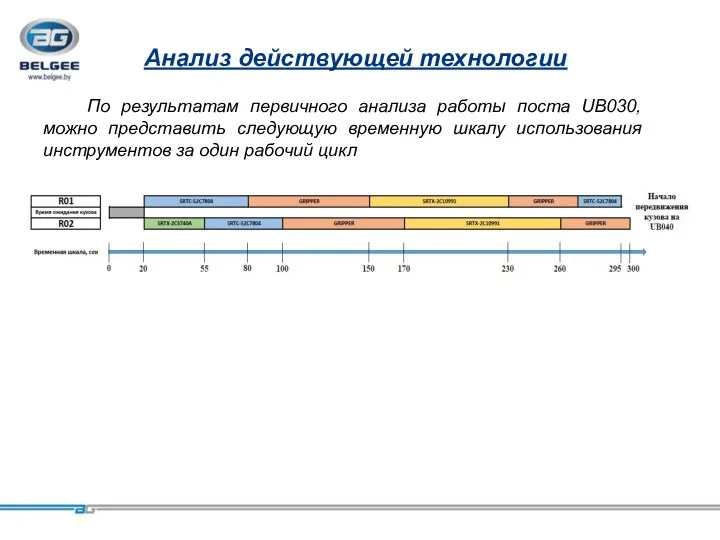
- 9. 轿车车身 Анализ действующей технологии По результатам первичного анализа работы поста UB030, можно представить следующую временную шкалу
- 10. 轿车车身 Выбор оптимального решения для поставленной задачи В ходе основного анализа технологического процесса, а также анализа
- 12. Скачать презентацию
Слайд 2轿车车身
Постановка цели
Целью работы является увеличение производственной мощности главной сварочной линии и
轿车车身
Постановка цели
Целью работы является увеличение производственной мощности главной сварочной линии и

Слайд 3轿车车身
Анализ действующей технологии
Согласно исходным данным технического задания на модернизацию сварочного цеха, производственный
轿车车身
Анализ действующей технологии
Согласно исходным данным технического задания на модернизацию сварочного цеха, производственный
Слайд 4轿车车身
Анализ действующей технологии
Как видно на симуляции, роботы R01 и R02 начинают
轿车车身
Анализ действующей технологии
Как видно на симуляции, роботы R01 и R02 начинают

Слайд 5轿车车身
Анализ действующей технологии
Далее: R01 – GRIPPER (LEFT)
R02 – SRTC-S2C7804
R01
GRIPPER (LEFT)
R02
SRTC-S2C7804
轿车车身
Анализ действующей технологии
Далее: R01 – GRIPPER (LEFT)
R02 – SRTC-S2C7804
R01
GRIPPER (LEFT)
R02
SRTC-S2C7804

Слайд 6轿车车身
Анализ действующей технологии
Далее: R01 – SRTX-2C10991
R02 – GRIPPER (RIGHT)
R01
GRIPPER (RIGHT)
R02
SRTX-2C10991
轿车车身
Анализ действующей технологии
Далее: R01 – SRTX-2C10991
R02 – GRIPPER (RIGHT)
R01
GRIPPER (RIGHT)
R02
SRTX-2C10991

Слайд 7轿车车身
Анализ действующей технологии
Далее: R01 – SRTC-S2C7804
R02 – SRTX-2C10991
R01
SRTX-2C10991
R02
SRTC-S2C7804
轿车车身
Анализ действующей технологии
Далее: R01 – SRTC-S2C7804
R02 – SRTX-2C10991
R01
SRTX-2C10991
R02
SRTC-S2C7804

Слайд 8轿车车身
Анализ действующей технологии
В конце рабочего цикла R01 переходит в режим ожидания
轿车车身
Анализ действующей технологии
В конце рабочего цикла R01 переходит в режим ожидания

Слайд 9轿车车身
Анализ действующей технологии
По результатам первичного анализа работы поста UB030, можно представить
轿车车身
Анализ действующей технологии
По результатам первичного анализа работы поста UB030, можно представить
Слайд 10轿车车身
Выбор оптимального решения для поставленной задачи
В ходе основного анализа технологического процесса,
轿车车身
Выбор оптимального решения для поставленной задачи
В ходе основного анализа технологического процесса,
 Молекулярно-кинетическая теория (МКТ). Масса и размеры молекул
Молекулярно-кинетическая теория (МКТ). Масса и размеры молекул Атомная энергетика. Биологическое действие радиации. Термоядерная реакция Учитель физики Борисова С.А. ГБОУ СОШ №924
Атомная энергетика. Биологическое действие радиации. Термоядерная реакция Учитель физики Борисова С.А. ГБОУ СОШ №924 Урок 8. Тела, вещества, частицы
Урок 8. Тела, вещества, частицы Заточка дереворежущего инструмента
Заточка дереворежущего инструмента Механические колебания и волны. Звук
Механические колебания и волны. Звук Оптика и квантовая физика. Лекция 7
Оптика и квантовая физика. Лекция 7 Тепловое излучение
Тепловое излучение Теплоносители и их свойства. Техническая термодинамика. (Тема 1)
Теплоносители и их свойства. Техническая термодинамика. (Тема 1) Импульс и его сохранение
Импульс и его сохранение 3_ЭМКолебания
3_ЭМКолебания Слесарные операции, опиливание
Слесарные операции, опиливание Презентация на тему Испарение. Насыщенный и ненасыщенный пар
Презентация на тему Испарение. Насыщенный и ненасыщенный пар  Криволинейное движение тела.Тест
Криволинейное движение тела.Тест Свойства металлов и сплавов
Свойства металлов и сплавов Магнитное поле Земли
Магнитное поле Земли Скорость выполнения работы. Формула работы
Скорость выполнения работы. Формула работы Газовые законы
Газовые законы Презентация на тему Приливы, отливы, их использование 9 класс
Презентация на тему Приливы, отливы, их использование 9 класс  Pезонанс прояви і застосування
Pезонанс прояви і застосування Презентация на тему Ядерные реакции
Презентация на тему Ядерные реакции  Удельная теплоёмкость
Удельная теплоёмкость Л2.1. Твёрдость металлов
Л2.1. Твёрдость металлов Мехатроника
Мехатроника Механика. Равномерное и равнопеременное движение
Механика. Равномерное и равнопеременное движение Включай смекалку и достигнешь результата! Физика плохому не научит
Включай смекалку и достигнешь результата! Физика плохому не научит Электрические явления
Электрические явления Устройство ракет Циолковского
Устройство ракет Циолковского Основные теоремы о пределах. Раскрыте неопределенностей
Основные теоремы о пределах. Раскрыте неопределенностей