- Слесарные операции, опиливание

Содержание
- 2. Изучение приемов опиливания. Выполнение зачистки кромок с помощью напильников.
- 3. 1.Изучение приемов опиливания. Опиливанием называется снятие поверхностного слоя с металлической детали при помощи режущего инструмента —
- 4. Напильник представляет собой стальной закаленный брусок с насеченными на рабочих поверхностях правильно расположенными мелкими зубьями. Насечка
- 5. Рис. 1. Классификация напильников: а — по виду насечки, б — по форме; 1 — драчевый,
- 6. Драчевые напильники применяют для предварительной, черновой, грубой обработки. Драчевыми напильниками за один рабочий ход, в зависимости
- 7. Личные напильники применяют—для чистовой отделочной обработки. И снимают слой за один рабочий ход — толщиной 0,02—
- 8. Бархатные напильники — для окончательной, точной обработки. И снимают за один рабочий ход слой толщиной 0,01-0,005.
- 9. Напильники имеют следующие части: нос — конец насеченной части напильника, тело — рабочая насеченная часть, пятка—не-насеченная
- 10. В зависимости от вида обрабатываемых поверхностей изделий и от характера работ применяют напильники с профилем различной
- 11. Плоские напильники используют для опиливания наружных и внутренних плоских поверхностей, наружных и внутренних криволинейных поверхностей выпуклой
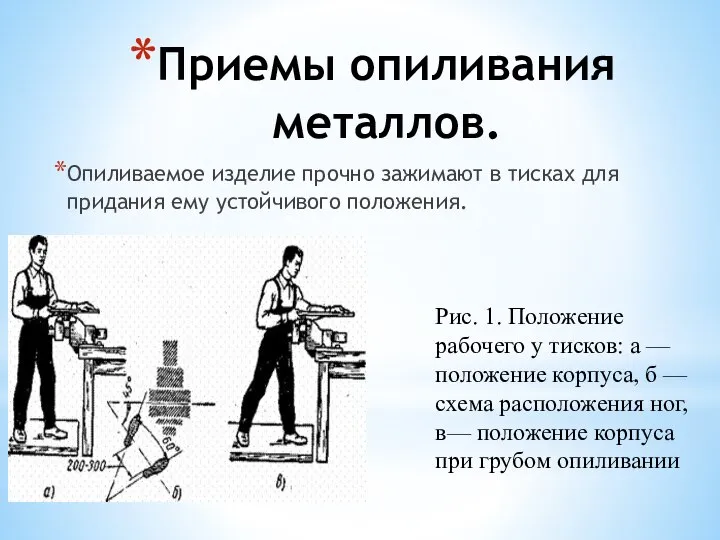
- 12. Приемы опиливания металлов. Опиливаемое изделие прочно зажимают в тисках для придания ему устойчивого положения. Рис. 1.
- 13. Изделие зажимают в тиски так, чтобы опиливаемая поверхность выступала над губками тисков на 5—10 мм. Во
- 14. Для получения правильно обработанной плоскости изделие опиливают перекрестными штрихами попеременно с угла на угол. Вначале поверхность
- 16. Скачать презентацию
Слайд 31.Изучение приемов опиливания.
Опиливанием называется снятие поверхностного слоя с металлической детали при помощи
1.Изучение приемов опиливания.
Опиливанием называется снятие поверхностного слоя с металлической детали при помощи
Слайд 4Напильник представляет собой стальной закаленный брусок с насеченными на рабочих поверхностях правильно
Напильник представляет собой стальной закаленный брусок с насеченными на рабочих поверхностях правильно
Слайд 5Рис. 1. Классификация напильников: а — по виду насечки, б — по
Рис. 1. Классификация напильников: а — по виду насечки, б — по

Слайд 6Драчевые напильники применяют для предварительной, черновой, грубой обработки. Драчевыми напильниками за один
Драчевые напильники применяют для предварительной, черновой, грубой обработки. Драчевыми напильниками за один

Слайд 7Личные напильники применяют—для чистовой отделочной обработки. И снимают слой за один рабочий
Личные напильники применяют—для чистовой отделочной обработки. И снимают слой за один рабочий
Слайд 8Бархатные напильники — для окончательной, точной обработки. И снимают за один рабочий
Бархатные напильники — для окончательной, точной обработки. И снимают за один рабочий
Слайд 9Напильники имеют следующие части: нос — конец насеченной части напильника, тело —
Напильники имеют следующие части: нос — конец насеченной части напильника, тело —
Слайд 10В зависимости от вида обрабатываемых поверхностей изделий и от характера работ применяют
В зависимости от вида обрабатываемых поверхностей изделий и от характера работ применяют

Слайд 11Плоские напильники используют для опиливания наружных и внутренних плоских поверхностей, наружных и
Плоские напильники используют для опиливания наружных и внутренних плоских поверхностей, наружных и
Слайд 12Приемы опиливания металлов.
Опиливаемое изделие прочно зажимают в тисках для придания ему устойчивого
Приемы опиливания металлов.
Опиливаемое изделие прочно зажимают в тисках для придания ему устойчивого
Слайд 13Изделие зажимают в тиски так, чтобы опиливаемая поверхность выступала над губками тисков
Изделие зажимают в тиски так, чтобы опиливаемая поверхность выступала над губками тисков
Слайд 14Для получения правильно обработанной плоскости изделие опиливают перекрестными штрихами попеременно с угла
Для получения правильно обработанной плоскости изделие опиливают перекрестными штрихами попеременно с угла
 Виды электромагнитного излучения. Спектры
Виды электромагнитного излучения. Спектры Кинематика
Кинематика Использование инновационных технологий для повышения мотивации обучения физики
Использование инновационных технологий для повышения мотивации обучения физики Теоретические основы контроля и анализа функционирования систем автоматического управления
Теоретические основы контроля и анализа функционирования систем автоматического управления Кинетическая теория Идеального Газа
Кинетическая теория Идеального Газа Расчет стабилизированного источника питания
Расчет стабилизированного источника питания Магнитное поле в веществе
Магнитное поле в веществе Плотность вещества
Плотность вещества Вынужденные электромагнитные колебания
Вынужденные электромагнитные колебания Колебательное движение
Колебательное движение Кривошипно-шатунный механизм
Кривошипно-шатунный механизм Найважливіші відкриття Ніколи Тесли
Найважливіші відкриття Ніколи Тесли Разработка энергосберегающей технологии производства бисквита с плодоовощными добавками
Разработка энергосберегающей технологии производства бисквита с плодоовощными добавками Волшебные свойства воды
Волшебные свойства воды Шлюзы и фонтаны
Шлюзы и фонтаны Переменный электрический ток
Переменный электрический ток Механические колебания
Механические колебания Источники света и виды излучения
Источники света и виды излучения Техническая механика
Техническая механика Испарение и конденсация. Насыщенный и ненасыщенный пар
Испарение и конденсация. Насыщенный и ненасыщенный пар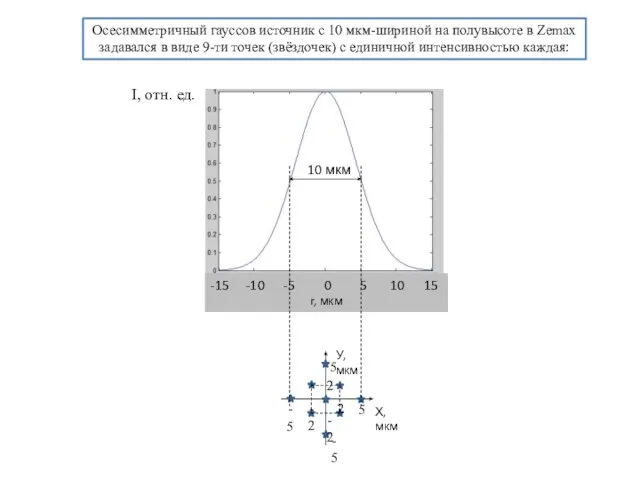 Схема Кирпатрика-Баеза
Схема Кирпатрика-Баеза Электроэнергетические системы и сети. Определение параметров элементов электрической сети
Электроэнергетические системы и сети. Определение параметров элементов электрической сети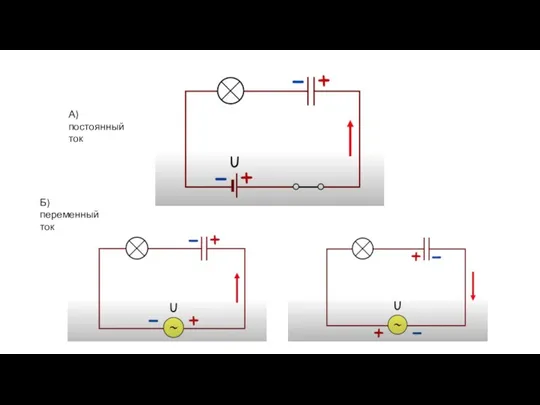 Конденсатор в переменном токе
Конденсатор в переменном токе Вес тела. Невесомость
Вес тела. Невесомость Формула бинома Ньютона. Свойства биноминальных коэффициентов
Формула бинома Ньютона. Свойства биноминальных коэффициентов Профильное обучение физике в процессе модернизации школьного образования
Профильное обучение физике в процессе модернизации школьного образования Свойства грунтов
Свойства грунтов Космические скорости. 10 класс
Космические скорости. 10 класс