- Прижимы: схемы и расчет

Содержание
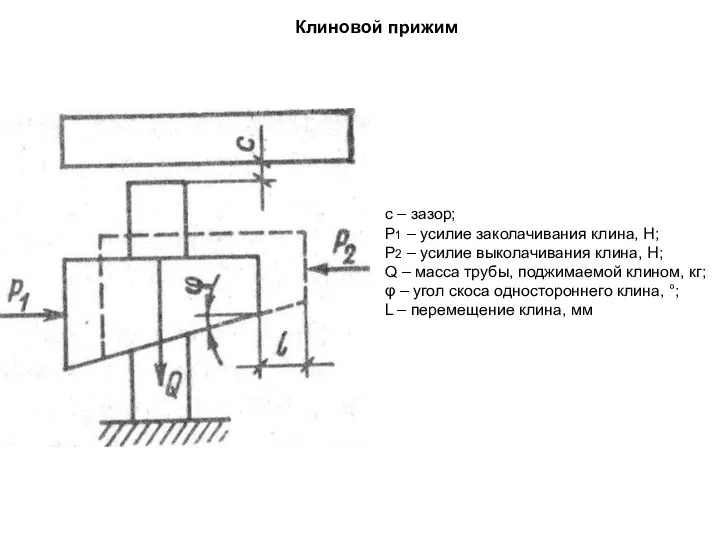
- 2. Клиновой прижим c – зазор; Р1 – усилие заколачивания клина, Н; Р2 – усилие выколачивания клина,
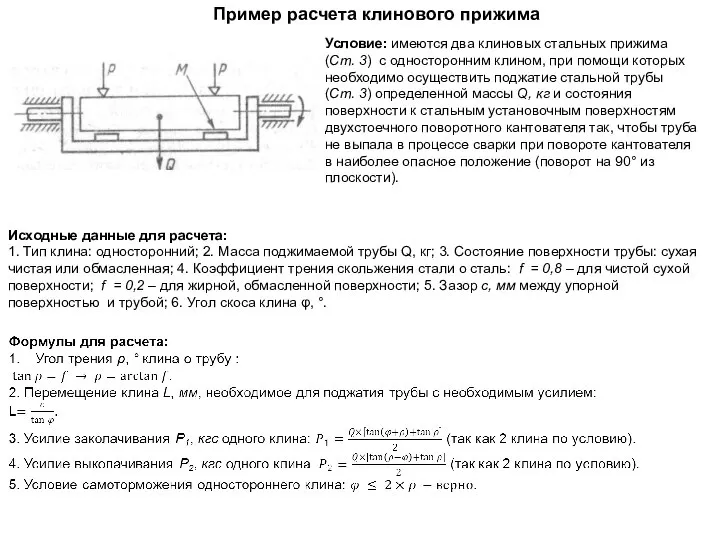
- 3. Условие: имеются два клиновых стальных прижима (Ст. 3) с односторонним клином, при помощи которых необходимо осуществить
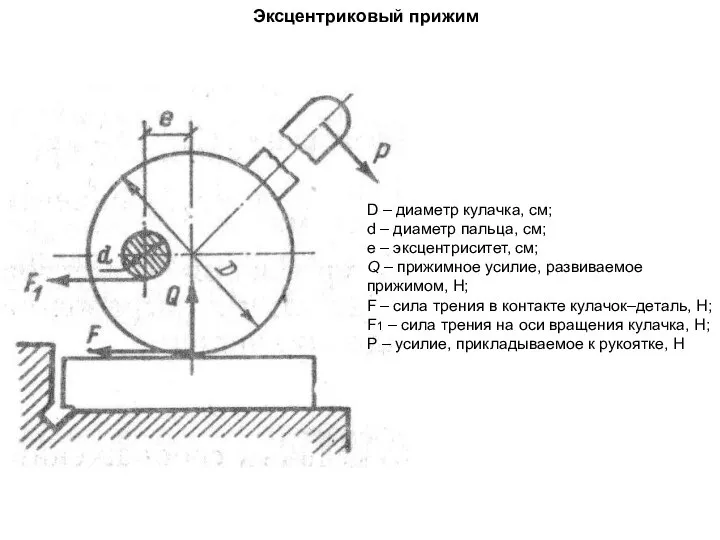
- 4. Эксцентриковый прижим D – диаметр кулачка, см; d – диаметр пальца, см; е – эксцентриситет, см;
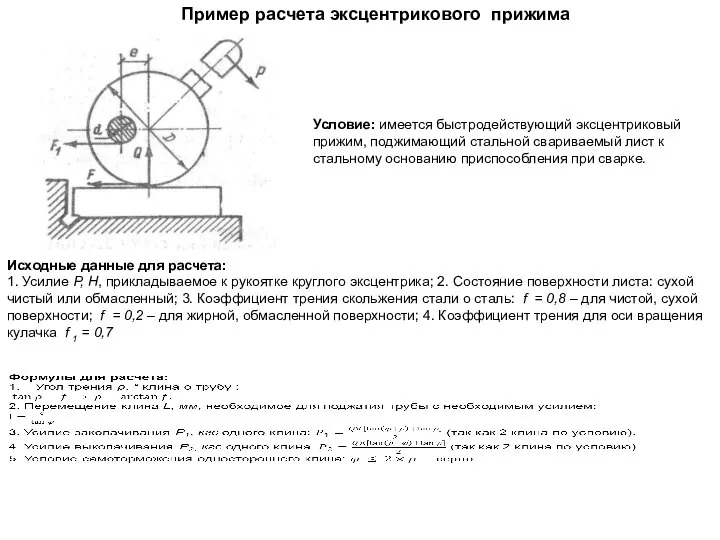
- 5. Условие: имеется быстродействующий эксцентриковый прижим, поджимающий стальной свариваемый лист к стальному основанию приспособления при сварке. Пример
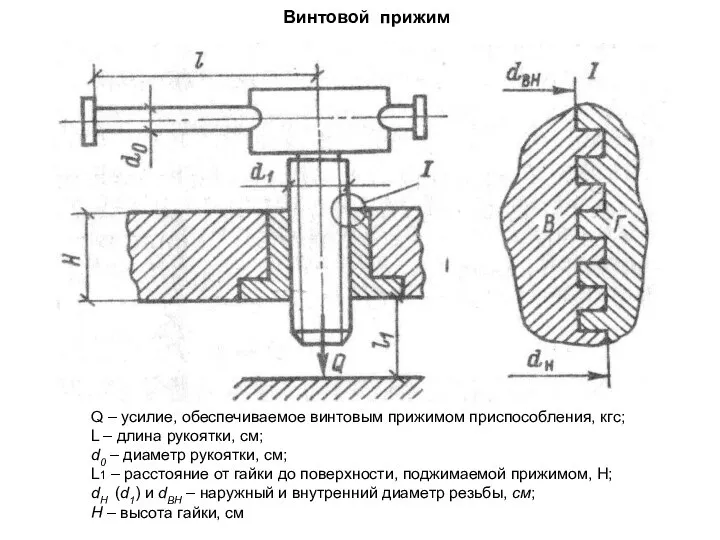
- 6. Винтовой прижим Q – усилие, обеспечиваемое винтовым прижимом приспособления, кгс; L – длина рукоятки, см; d0
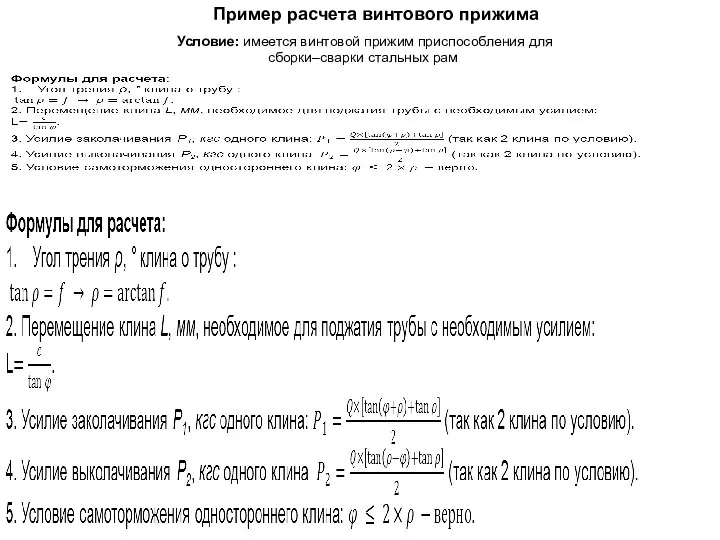
- 7. Условие: имеется винтовой прижим приспособления для сборки–сварки стальных рам Пример расчета винтового прижима
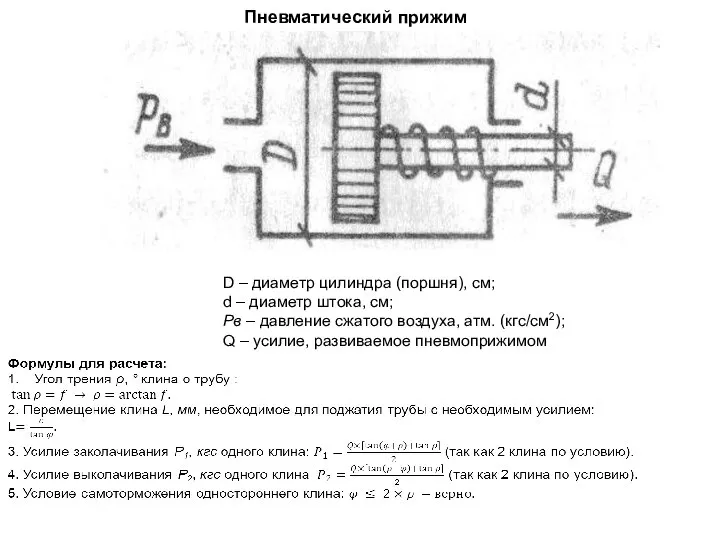
- 8. Пневматический прижим D – диаметр цилиндра (поршня), см; d – диаметр штока, см; Pв – давление
- 10. Скачать презентацию
Слайд 3Условие: имеются два клиновых стальных прижима (Ст. 3) с односторонним клином, при
Условие: имеются два клиновых стальных прижима (Ст. 3) с односторонним клином, при
Слайд 4Эксцентриковый прижим
D – диаметр кулачка, см;
d – диаметр пальца, см;
е –
Эксцентриковый прижим
D – диаметр кулачка, см;
d – диаметр пальца, см;
е –
Слайд 5Условие: имеется быстродействующий эксцентриковый прижим, поджимающий стальной свариваемый лист к стальному основанию
Условие: имеется быстродействующий эксцентриковый прижим, поджимающий стальной свариваемый лист к стальному основанию
Слайд 6Винтовой прижим
Q – усилие, обеспечиваемое винтовым прижимом приспособления, кгс;
L – длина
Винтовой прижим
Q – усилие, обеспечиваемое винтовым прижимом приспособления, кгс;
L – длина
Слайд 7Условие: имеется винтовой прижим приспособления для сборки–сварки стальных рам
Пример расчета винтового прижима
Условие: имеется винтовой прижим приспособления для сборки–сварки стальных рам
Пример расчета винтового прижима
Слайд 8Пневматический прижим
D – диаметр цилиндра (поршня), см;
d – диаметр штока, см;
Pв
Пневматический прижим
D – диаметр цилиндра (поршня), см;
d – диаметр штока, см;
Pв
 Передача мощности тепловоза ТУ10
Передача мощности тепловоза ТУ10 Действие магнитного поля на проводник с током и движущийся заряд
Действие магнитного поля на проводник с током и движущийся заряд Основы технической механики
Основы технической механики Презентация на тему Электрический ток в различных средах
Презентация на тему Электрический ток в различных средах  Электростатика. 8 класс
Электростатика. 8 класс Необычные виды транспорта. Поезд на магнитной подушке
Необычные виды транспорта. Поезд на магнитной подушке Классификация тепловых двигателей
Классификация тепловых двигателей Презентация на тему Что изучает физика (7 класс)
Презентация на тему Что изучает физика (7 класс)  Расчёт сопротивление проводника
Расчёт сопротивление проводника Практикум решения задач на движение тел под действием нескольких сил
Практикум решения задач на движение тел под действием нескольких сил Презентация на тему Изопроцессы в газах
Презентация на тему Изопроцессы в газах  Радиационная гигиена
Радиационная гигиена Орфографическая зоркость
Орфографическая зоркость Технологические характеристики грунтов. Определение трудности процессов разработки горных пород
Технологические характеристики грунтов. Определение трудности процессов разработки горных пород Опыт привлечения подрядчиков для продвижения
Опыт привлечения подрядчиков для продвижения Механические колебания. Лекция 8
Механические колебания. Лекция 8 Tesla
Tesla Техническое обслуживание и ремонт двигателей, систем и агрегатов автомобилей
Техническое обслуживание и ремонт двигателей, систем и агрегатов автомобилей Классификация и краткое описание основных спектроскопических методов исследования поверхности и наноструктур
Классификация и краткое описание основных спектроскопических методов исследования поверхности и наноструктур Зависимость подвижности электронов от напряженности электрического поля в п/п с многодолинной структурой зоны проводимости
Зависимость подвижности электронов от напряженности электрического поля в п/п с многодолинной структурой зоны проводимости Презентация на тему Дифракция света
Презентация на тему Дифракция света  Классификация химических, физических и механических свойств порошка
Классификация химических, физических и механических свойств порошка Экспериментальное исследование и расчет динамических режимов работы бытовой холодильной машины
Экспериментальное исследование и расчет динамических режимов работы бытовой холодильной машины Гидравлический домкрат в быту
Гидравлический домкрат в быту Оптические приборы, 11 класс
Оптические приборы, 11 класс Статистика неисправностей холодильников
Статистика неисправностей холодильников Молярная масса
Молярная масса Теория зубчатых зацеплений. Понятия и элементы эвольвентного зацепления
Теория зубчатых зацеплений. Понятия и элементы эвольвентного зацепления