- САD/CAE/CAM проектирование детали коленчатый вал

Содержание
- 2. 2 Основные элементы коленчатого вала 1. Коренная шейка – опора вала, лежащая в коренном подшипнике, размещённом
- 3. 3 Общий вид коленчатого вала с маховиком: 1 – шатунная шейка, 2 – щека, 3 –
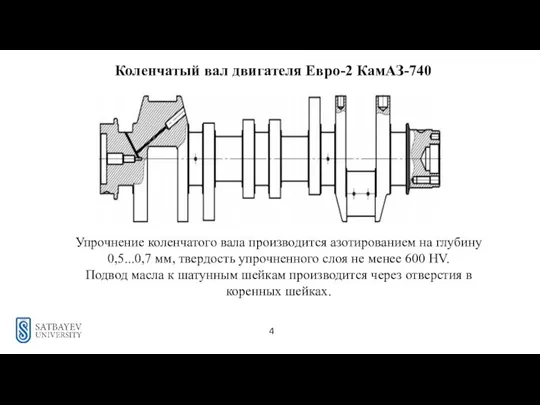
- 4. 4 Коленчатый вал двигателя Евро-2 КамАЗ-740 Упрочнение коленчатого вала производится азотированием на глубину 0,5...0,7 мм, твердость
- 5. 5 Износ и дефекты коленчатого вала Основные дефекты коленчатых валов [30]: 1. Изгиб вала; 2. Износ
- 6. Износ и дефекты коленчатого вала
- 7. Износ и дефекты коленчатого вала
- 8. 6 Выбор заготовки Существуют три пути выбора заготовки: 1. Грубая заготовка – конфигурация заготовки не повторяет
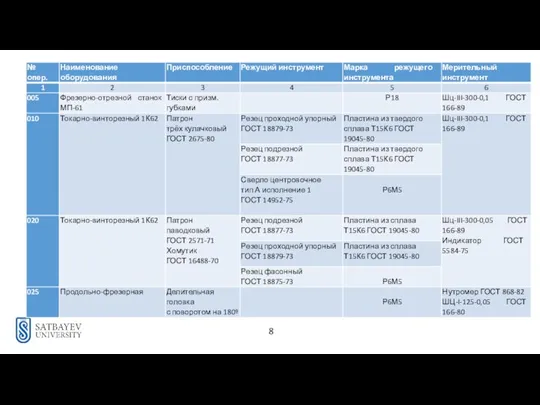
- 9. 7 Выбор оборудования и технологической оснастки 1. Соответствие основных размеров станка габаритным размерам обрабатываемой детали; 2.
- 10. 8
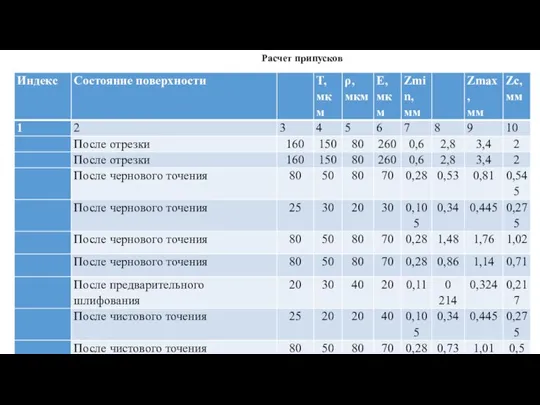
- 11. 10 Расчет припусков
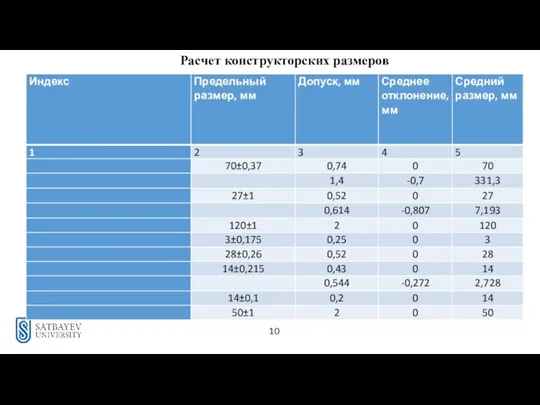
- 12. 10 Расчет конструкторских размеров
- 13. 11 Расчет режимов резания Выбор величин элементов резания и параметров инструмента для точения ведется в следующем
- 14. 12
- 17. Скачать презентацию
Слайд 33
Общий вид коленчатого вала с маховиком:
1 – шатунная шейка, 2 – щека,
3
Общий вид коленчатого вала с маховиком:
1 – шатунная шейка, 2 – щека,

Слайд 44
Коленчатый вал двигателя Евро-2 КамАЗ-740
Упрочнение коленчатого вала производится азотированием на глубину
4
Коленчатый вал двигателя Евро-2 КамАЗ-740
Упрочнение коленчатого вала производится азотированием на глубину
Слайд 55
Износ и дефекты коленчатого вала
Основные дефекты коленчатых валов [30]:
1. Изгиб
5
Износ и дефекты коленчатого вала
Основные дефекты коленчатых валов [30]:
1. Изгиб
![5 Износ и дефекты коленчатого вала Основные дефекты коленчатых валов [30]: 1.](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/1033350/slide-4.jpg)
Слайд 6Износ и дефекты коленчатого вала
Износ и дефекты коленчатого вала

Слайд 7Износ и дефекты коленчатого вала
Износ и дефекты коленчатого вала

Слайд 86
Выбор заготовки
Существуют три пути выбора заготовки:
1. Грубая заготовка – конфигурация
6
Выбор заготовки
Существуют три пути выбора заготовки:
1. Грубая заготовка – конфигурация
Слайд 97
Выбор оборудования и технологической оснастки
1. Соответствие основных размеров станка габаритным размерам
7
Выбор оборудования и технологической оснастки
1. Соответствие основных размеров станка габаритным размерам
Слайд 1110
Расчет припусков
10
Расчет припусков
Слайд 1210
Расчет конструкторских размеров
10
Расчет конструкторских размеров
Слайд 1311
Расчет режимов резания
Выбор величин элементов резания и параметров инструмента для точения
11
Расчет режимов резания
Выбор величин элементов резания и параметров инструмента для точения
Слайд 1412
12


 Презентация на тему Урок решения задач на плавление и кристаллизацию тел
Презентация на тему Урок решения задач на плавление и кристаллизацию тел  Ядерный (атомный) реактор
Ядерный (атомный) реактор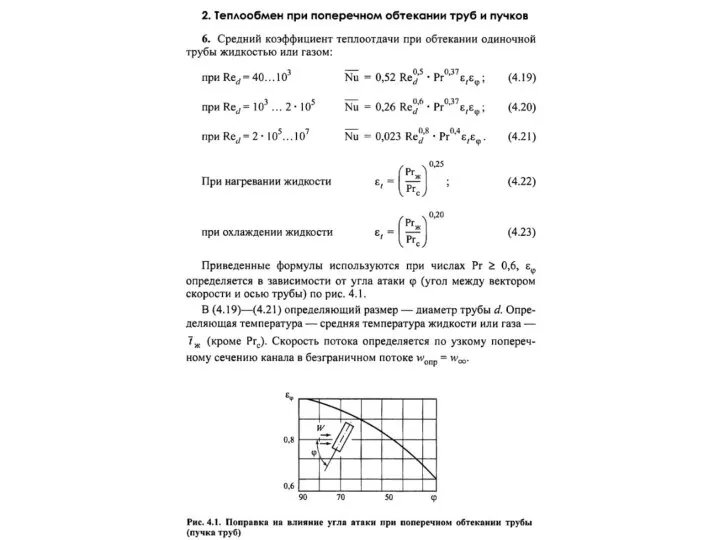 Теплообмен при поперечном обтекании труб и пучков
Теплообмен при поперечном обтекании труб и пучков Шум. Влияние шума на организм человека
Шум. Влияние шума на организм человека 540576.pptx
540576.pptx Тормозное управление
Тормозное управление Магнетизм. Лекция №7
Магнетизм. Лекция №7 Аксиомы динамики
Аксиомы динамики Решение задач по физике
Решение задач по физике Физика плазмы
Физика плазмы Проект Прорыв – создание Опытно-демонстрационного энергокомплекса
Проект Прорыв – создание Опытно-демонстрационного энергокомплекса Интерактивная игра Знатоки автомобиля
Интерактивная игра Знатоки автомобиля Бета-распад. Характеристика бета-излучения. Взаимодействие бета-излучения с веществом. Гамма-излучения
Бета-распад. Характеристика бета-излучения. Взаимодействие бета-излучения с веществом. Гамма-излучения Электромагнитные колебания. Колебательный контур
Электромагнитные колебания. Колебательный контур Понятие о машине и механизме
Понятие о машине и механизме Количество вещества. Моль
Количество вещества. Моль Математическое моделирование физических процессов. Иллюстрационные материалы
Математическое моделирование физических процессов. Иллюстрационные материалы Тюнинг двигателя
Тюнинг двигателя Тепловые двигатели
Тепловые двигатели Физика древесины
Физика древесины Лента Мёбиуса и Её Свойства
Лента Мёбиуса и Её Свойства Закон Всемирного тяготения. Вес тела. Решение задач
Закон Всемирного тяготения. Вес тела. Решение задач Электромагнитные колебания
Электромагнитные колебания Отчёт по учебной практике. Выполнение работ по профессии машинист холодильных установок
Отчёт по учебной практике. Выполнение работ по профессии машинист холодильных установок Курсовая работа. Расчет свободной энергии ферромагнетика методом гиббса
Курсовая работа. Расчет свободной энергии ферромагнетика методом гиббса Электрический ток в вакууме
Электрический ток в вакууме Дифференциальные уравнения движения точки
Дифференциальные уравнения движения точки Архимедова сила. Плавание тел
Архимедова сила. Плавание тел