- Разработка технологического процесса изготовления тонкостенных деталей типа Профиль самолета МС-21

Содержание
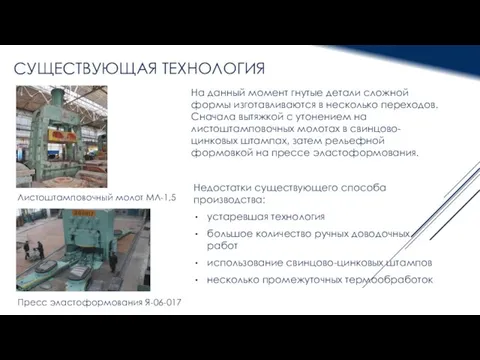
- 2. СУЩЕСТВУЮЩАЯ ТЕХНОЛОГИЯ Недостатки существующего способа производства: устаревшая технология большое количество ручных доводочных работ использование свинцово-цинковых штампов
- 3. ЦЕЛЬ РАБОТЫ: УСОВЕРШЕНСТВОВАТЬ ТЕХНОЛОГИЮ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ЗАДАЧИ: заменить метод формообразования на гидроэластоформование; провести моделирование процесса формообразования
- 4. Деталь типа «профиль» изготавливается из дюралюминиевого сплава 1163АМ, толщина детали 1,5 мм. Габаритные размеры 520,3×53,6×40 мм.
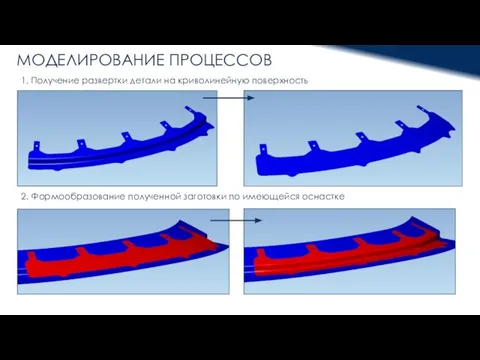
- 5. МОДЕЛИРОВАНИЕ ПРОЦЕССОВ 1. Получение развертки детали на криволинейную поверхность 2. Формообразование полученной заготовки по имеющейся оснастке
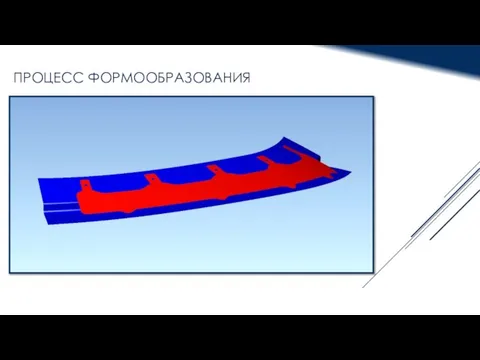
- 6. ПРОЦЕСС ФОРМООБРАЗОВАНИЯ
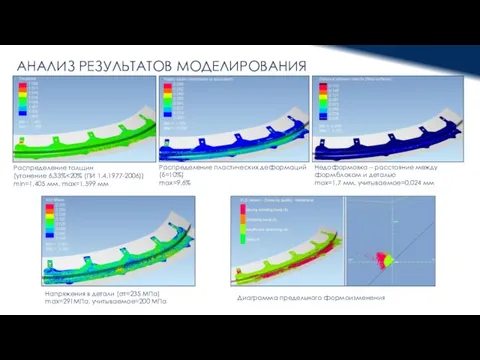
- 7. АНАЛИЗ РЕЗУЛЬТАТОВ МОДЕЛИРОВАНИЯ Распределение толщин (утонение 6,33% min=1,405 мм, max=1,599 мм Недоформовка – расстояние между формблоком
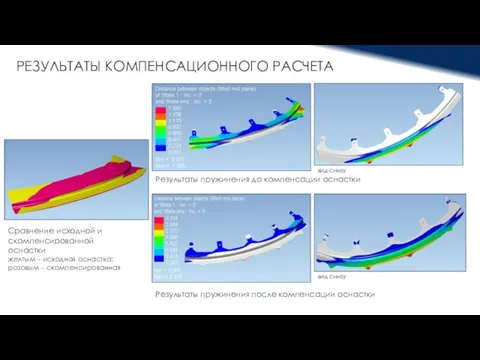
- 8. РЕЗУЛЬТАТЫ КОМПЕНСАЦИОННОГО РАСЧЕТА Результаты пружинения до компенсации оснастки Результаты пружинения после компенсации оснастки Сравнение исходной и
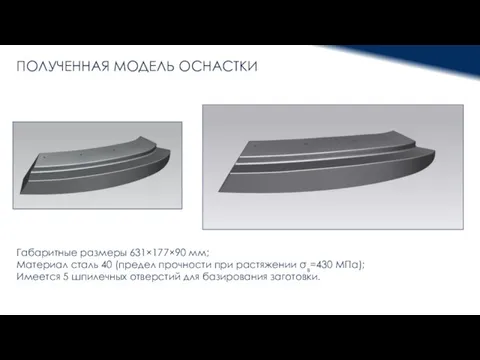
- 9. ПОЛУЧЕННАЯ МОДЕЛЬ ОСНАСТКИ Габаритные размеры 631×177×90 мм; Материал сталь 40 (предел прочности при растяжении σв=430 МПа);
- 10. ИСПОЛЬЗУЕМОЕ ОБОРУДОВАНИЕ Максимальное давление 100 МПа Высота штампуемой детали не более 150 мм Площадь стола 1200×3000
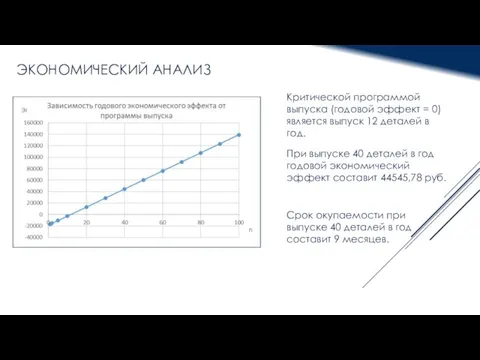
- 11. ЭКОНОМИЧЕСКИЙ АНАЛИЗ Критической программой выпуска (годовой эффект = 0) является выпуск 12 деталей в год. При
- 13. Скачать презентацию
Слайд 2СУЩЕСТВУЮЩАЯ ТЕХНОЛОГИЯ
Недостатки существующего способа производства:
устаревшая технология
большое количество ручных доводочных работ
использование свинцово-цинковых штампов
несколько
СУЩЕСТВУЮЩАЯ ТЕХНОЛОГИЯ
Недостатки существующего способа производства:
устаревшая технология
большое количество ручных доводочных работ
использование свинцово-цинковых штампов
несколько
Слайд 3ЦЕЛЬ РАБОТЫ:
УСОВЕРШЕНСТВОВАТЬ ТЕХНОЛОГИЮ ИЗГОТОВЛЕНИЯ ДЕТАЛИ
ЗАДАЧИ:
заменить метод формообразования на гидроэластоформование;
провести моделирование процесса формообразования
ЦЕЛЬ РАБОТЫ:
УСОВЕРШЕНСТВОВАТЬ ТЕХНОЛОГИЮ ИЗГОТОВЛЕНИЯ ДЕТАЛИ
ЗАДАЧИ:
заменить метод формообразования на гидроэластоформование;
провести моделирование процесса формообразования
Слайд 4Деталь типа «профиль» изготавливается из дюралюминиевого сплава 1163АМ, толщина детали 1,5 мм.
Деталь типа «профиль» изготавливается из дюралюминиевого сплава 1163АМ, толщина детали 1,5 мм.

Слайд 5МОДЕЛИРОВАНИЕ ПРОЦЕССОВ
1. Получение развертки детали на криволинейную поверхность
2. Формообразование полученной заготовки по
МОДЕЛИРОВАНИЕ ПРОЦЕССОВ
1. Получение развертки детали на криволинейную поверхность
2. Формообразование полученной заготовки по
Слайд 6ПРОЦЕСС ФОРМООБРАЗОВАНИЯ
ПРОЦЕСС ФОРМООБРАЗОВАНИЯ
Слайд 7АНАЛИЗ РЕЗУЛЬТАТОВ МОДЕЛИРОВАНИЯ
Распределение толщин
(утонение 6,33%<20% (ПИ 1.4.1977-2006))
min=1,405 мм, max=1,599 мм
Недоформовка – расстояние
АНАЛИЗ РЕЗУЛЬТАТОВ МОДЕЛИРОВАНИЯ
Распределение толщин
(утонение 6,33%<20% (ПИ 1.4.1977-2006))
min=1,405 мм, max=1,599 мм
Недоформовка – расстояние
Слайд 8РЕЗУЛЬТАТЫ КОМПЕНСАЦИОННОГО РАСЧЕТА
Результаты пружинения до компенсации оснастки
Результаты пружинения после компенсации оснастки
Сравнение исходной
РЕЗУЛЬТАТЫ КОМПЕНСАЦИОННОГО РАСЧЕТА
Результаты пружинения до компенсации оснастки
Результаты пружинения после компенсации оснастки
Сравнение исходной
Слайд 9ПОЛУЧЕННАЯ МОДЕЛЬ ОСНАСТКИ
Габаритные размеры 631×177×90 мм;
Материал сталь 40 (предел прочности при растяжении
ПОЛУЧЕННАЯ МОДЕЛЬ ОСНАСТКИ
Габаритные размеры 631×177×90 мм;
Материал сталь 40 (предел прочности при растяжении
Слайд 10ИСПОЛЬЗУЕМОЕ ОБОРУДОВАНИЕ
Максимальное давление 100 МПа
Высота штампуемой детали не более 150 мм
Площадь стола
ИСПОЛЬЗУЕМОЕ ОБОРУДОВАНИЕ
Максимальное давление 100 МПа
Высота штампуемой детали не более 150 мм
Площадь стола

Слайд 11ЭКОНОМИЧЕСКИЙ АНАЛИЗ
Критической программой выпуска (годовой эффект = 0) является выпуск 12 деталей
ЭКОНОМИЧЕСКИЙ АНАЛИЗ
Критической программой выпуска (годовой эффект = 0) является выпуск 12 деталей
 Компьютерные игры, которые основаны на книгах
Компьютерные игры, которые основаны на книгах Разработка курса внеурочной деятельности для учащихся 8-х классов по основам видеомонтажа
Разработка курса внеурочной деятельности для учащихся 8-х классов по основам видеомонтажа Создание в школе пространства, позволяющего освоить навыки работы с оборудованием информационных технологий
Создание в школе пространства, позволяющего освоить навыки работы с оборудованием информационных технологий Перевод чисел из одной системы счисления в другую
Перевод чисел из одной системы счисления в другую Передача информации
Передача информации Информационная база для научных исследований в СЗИУ РАНХиГС
Информационная база для научных исследований в СЗИУ РАНХиГС Textes libelles & messages а corriger tunnel. CDE Mikros
Textes libelles & messages а corriger tunnel. CDE Mikros Оператори умови
Оператори умови Защита объектов информатизации от хакерских атак
Защита объектов информатизации от хакерских атак Информационные технологии в гостиничном бизнесе
Информационные технологии в гостиничном бизнесе Работа в графическом редакторе Paint. Заливка
Работа в графическом редакторе Paint. Заливка Виды источников информации
Виды источников информации Продвижение Новопятницкой сельской библиотеки в социальных сетях
Продвижение Новопятницкой сельской библиотеки в социальных сетях Разработка мобильного приложения, которое отслеживает транспортные потоки на основе геоинформационных данных
Разработка мобильного приложения, которое отслеживает транспортные потоки на основе геоинформационных данных Как подготовить и правильно оформить реферат
Как подготовить и правильно оформить реферат Организация службы информационных технологий
Организация службы информационных технологий История электронной таблицы. VisiCalc и первые персональные компьютеры
История электронной таблицы. VisiCalc и первые персональные компьютеры Масштабні революційні інновації на телебаченні, в Інтернеті і в пресі на базі розробок в рамках Міжнародного проекту Краса
Масштабні революційні інновації на телебаченні, в Інтернеті і в пресі на базі розробок в рамках Міжнародного проекту Краса Solving Malware Classification Task using Python
Solving Malware Classification Task using Python История вычислительной техники
История вычислительной техники Логические основы вычислительной техники
Логические основы вычислительной техники Троичная и двоично-десятичная системы счисления
Троичная и двоично-десятичная системы счисления OCL (объектный язык ограничений)
OCL (объектный язык ограничений) Путешествие в мир информатики
Путешествие в мир информатики Знакомство со смартфоном. Защита от кибермошенников (для пожилых людей)
Знакомство со смартфоном. Защита от кибермошенников (для пожилых людей) Электронные таблицы Excel
Электронные таблицы Excel Задача о покупке сыра в магазине. Занятие 1
Задача о покупке сыра в магазине. Занятие 1 Хэш-функции (Hash functions). Лекция 7
Хэш-функции (Hash functions). Лекция 7