- Современные методы изготовления бюгельных протезов на огнеупорной модели

Содержание
- 2. Введение В настоящее время бюгельное протезирование приобретает все большую популярность. Это связано с резким качественным скачком
- 3. Внедрение в практику литейного производства огнеупорных масс позволило производить отливки сложных конструкций протезов на керамических моделях
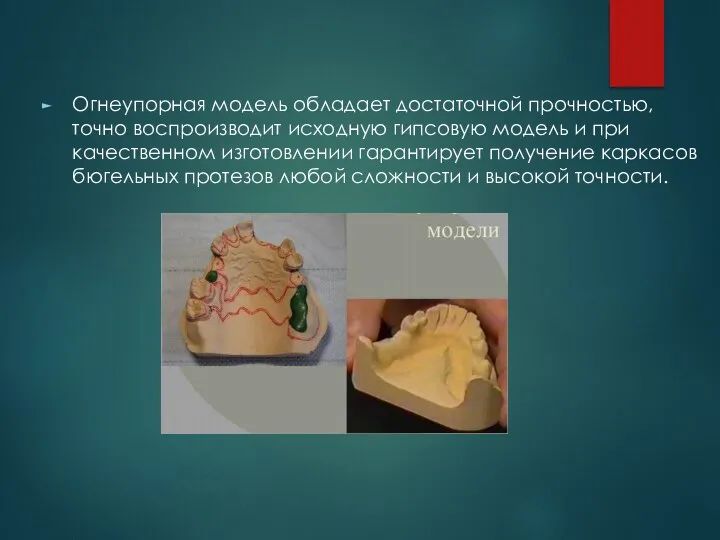
- 4. Огнеупорная модель обладает достаточной прочностью, точно воспроизводит исходную гипсовую модель и при качественном изготовлении гарантирует получение
- 5. Рабочий и вспомогательный оттиск. Силиконовая масса «Сиэласт» - отливка двух моделей. 1) изучение в параллелометре и
- 6. После этого подготавливают модель к дублированию, для чего участки опорных зубов, имеющих ниши и в которых
- 7. Для точного переноса на огнеупорную модель мест расположения плеч кламмеров по нижнему краю каждого плеча создают
- 8. Подготовленную таким образом модель опускают на несколько минут в холодную воду для удаления воздуха из пор
- 9. Гелин НАЗНАЧЕНИЕ Гелин-масса для дублирования 6 кг. Прецизионная масса для дублирования огнеупорных моделей. Высокая формоустойчивость ,
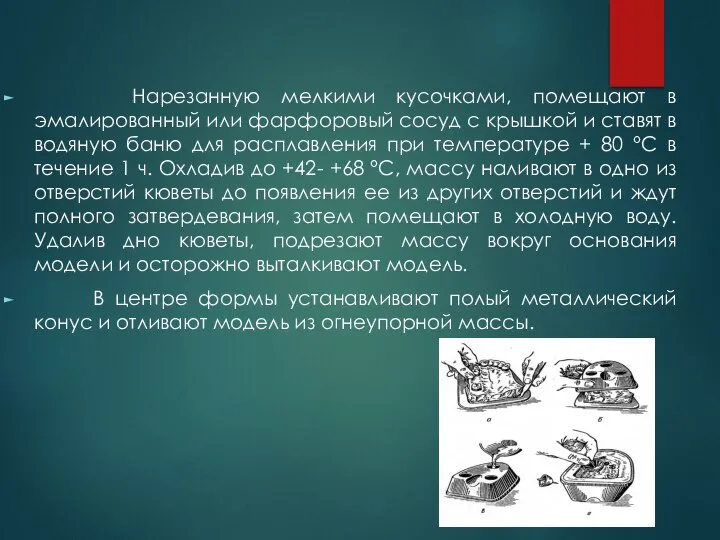
- 10. Нарезанную мелкими кусочками, помещают в эмалированный или фарфоровый сосуд с крышкой и ставят в водяную баню
- 11. Для получения огнеупорных моделей используют различны формовочные массы, основным требованием к которым является оптимальное расширение модели
- 12. Представители: Силамин, Кристосил, Бюгелит Огнеупорная масса для литья цельнолитых протезов (П. С. Флис и соавт.) Содержит
- 13. Применяют также зарубежные огнеупорные материалы для моделей: "Креско церевест-2" для сплава "Реманиум-380", "Вироплюс Н" для сплава
- 14. Высвобождение огнеупорной модели из формы следует производить с большой осторожностью путем разрезания дублирующей массы. Модель сушат
- 15. Перед моделированием из воска конструкции каркаса бюгельного протеза необходимо перенести с гипсовой на огнеупорную модель чертеж
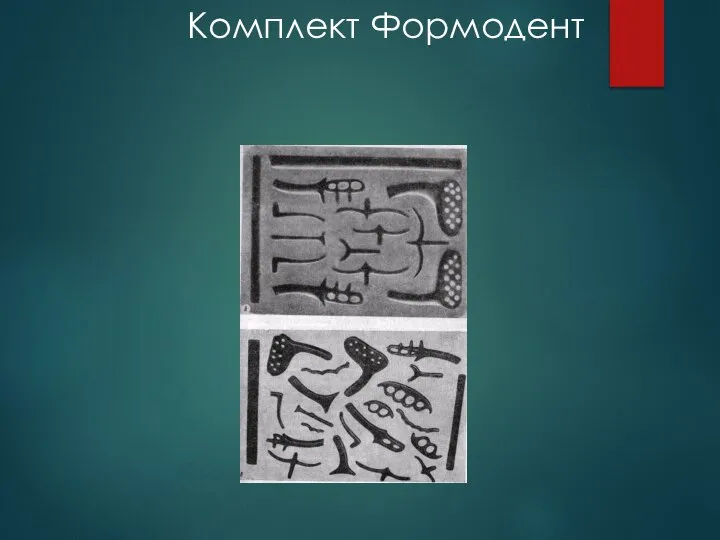
- 16. Комплект Формодент
- 17. Для обеспечения свободного поступления расплавленного металла в выплавляемые формы необходимо правильно изготовить литниково-питающую систему. Заполнив воском
- 18. Форма литников — прямоугольная или цилиндрическая, толщина — в 3—4 раза больше восковой заготовки. Это необходимо
- 19. Различают крестовидную, крыльчатую и одноканальную литниковые системы. Крестовидную систему применяют при отливке через отверстие (главный канал)
- 20. Отмоделированный на огнеупорной модели восковой каркас БП с литниково-питающей системой покрывают огнеупорной оболочкой и формуют в
- 21. После отделения литников с помощью вулканитовых дисков, закрепленных на шлиф-моторе, каркас подвергают механической обработке – шлифовке
- 22. Литература Аболмасов Н.Г., Аболмасов Н.Н. «Ортопедическая стоматология»
- 24. Скачать презентацию
Слайд 2Введение
В настоящее время бюгельное протезирование приобретает все большую популярность. Это связано
Введение
В настоящее время бюгельное протезирование приобретает все большую популярность. Это связано
Слайд 3 Внедрение в практику литейного производства огнеупорных масс позволило производить отливки сложных
Внедрение в практику литейного производства огнеупорных масс позволило производить отливки сложных
Слайд 4Огнеупорная модель обладает достаточной прочностью, точно воспроизводит исходную гипсовую модель и при
Огнеупорная модель обладает достаточной прочностью, точно воспроизводит исходную гипсовую модель и при
Слайд 5Рабочий и вспомогательный оттиск.
Силиконовая масса «Сиэласт» - отливка двух моделей.
1) изучение
Рабочий и вспомогательный оттиск.
Силиконовая масса «Сиэласт» - отливка двух моделей.
1) изучение
Слайд 6 После этого подготавливают модель к дублированию, для чего участки опорных зубов,
После этого подготавливают модель к дублированию, для чего участки опорных зубов,
Слайд 7 Для точного переноса на огнеупорную модель мест расположения плеч кламмеров по
Для точного переноса на огнеупорную модель мест расположения плеч кламмеров по
Слайд 8Подготовленную таким образом модель опускают на несколько минут в холодную воду для
Подготовленную таким образом модель опускают на несколько минут в холодную воду для
Слайд 9Гелин
НАЗНАЧЕНИЕ
Гелин-масса для дублирования 6 кг. Прецизионная масса для дублирования огнеупорных моделей. Высокая формоустойчивость , долговечность,
Гелин
НАЗНАЧЕНИЕ
Гелин-масса для дублирования 6 кг. Прецизионная масса для дублирования огнеупорных моделей. Высокая формоустойчивость , долговечность,
Слайд 10 Нарезанную мелкими кусочками, помещают в эмалированный или фарфоровый сосуд с крышкой
Нарезанную мелкими кусочками, помещают в эмалированный или фарфоровый сосуд с крышкой
Слайд 11Для получения огнеупорных моделей используют различны формовочные массы, основным требованием к которым
Для получения огнеупорных моделей используют различны формовочные массы, основным требованием к которым
Слайд 12Представители:
Силамин, Кристосил, Бюгелит
Огнеупорная масса для литья цельнолитых протезов (П. С. Флис и соавт.) Содержит (в
Представители:
Силамин, Кристосил, Бюгелит
Огнеупорная масса для литья цельнолитых протезов (П. С. Флис и соавт.) Содержит (в
Слайд 13Применяют также зарубежные огнеупорные материалы для моделей: "Креско церевест-2" для сплава "Реманиум-380", "Вироплюс Н"
Применяют также зарубежные огнеупорные материалы для моделей: "Креско церевест-2" для сплава "Реманиум-380", "Вироплюс Н"
Слайд 14 Высвобождение огнеупорной модели из формы следует производить с большой осторожностью путем
Высвобождение огнеупорной модели из формы следует производить с большой осторожностью путем
Слайд 15Перед моделированием из воска конструкции каркаса бюгельного протеза необходимо перенести с гипсовой
Перед моделированием из воска конструкции каркаса бюгельного протеза необходимо перенести с гипсовой
Слайд 16Комплект Формодент
Комплект Формодент
Слайд 17Для обеспечения свободного поступления расплавленного металла в выплавляемые формы необходимо правильно изготовить
Для обеспечения свободного поступления расплавленного металла в выплавляемые формы необходимо правильно изготовить
Слайд 18 Форма литников — прямоугольная или цилиндрическая, толщина — в 3—4 раза
Форма литников — прямоугольная или цилиндрическая, толщина — в 3—4 раза
Слайд 19Различают крестовидную, крыльчатую и одноканальную литниковые системы.
Крестовидную систему применяют при отливке через
Различают крестовидную, крыльчатую и одноканальную литниковые системы.
Крестовидную систему применяют при отливке через
Слайд 20Отмоделированный на огнеупорной модели восковой каркас БП с литниково-питающей системой покрывают огнеупорной
Отмоделированный на огнеупорной модели восковой каркас БП с литниково-питающей системой покрывают огнеупорной
Слайд 21После отделения литников с помощью вулканитовых дисков, закрепленных на шлиф-моторе, каркас подвергают
После отделения литников с помощью вулканитовых дисков, закрепленных на шлиф-моторе, каркас подвергают
Слайд 22Литература
Аболмасов Н.Г., Аболмасов Н.Н. «Ортопедическая стоматология»
Литература
Аболмасов Н.Г., Аболмасов Н.Н. «Ортопедическая стоматология»
 Решение диагностических и тактических задач при эхинококкозах человека
Решение диагностических и тактических задач при эхинококкозах человека Признаки зрелости доношенного новорожденнного. Вакцинация
Признаки зрелости доношенного новорожденнного. Вакцинация Как искать болезни?
Как искать болезни? Жалпы физиология. Реттеуші олигопептидтердің қызметі
Жалпы физиология. Реттеуші олигопептидтердің қызметі Грипп: общие сведения
Грипп: общие сведения Дрозофиладағы рецессивті, жыныстық-генетикалық, өлімге әкелетін мутацияны анықтау және мөлшерлеу. Меллер-5 және ClD әдістері
Дрозофиладағы рецессивті, жыныстық-генетикалық, өлімге әкелетін мутацияны анықтау және мөлшерлеу. Меллер-5 және ClD әдістері ЛП щитовидной, паращитовидных желез, поджелудочной железы
ЛП щитовидной, паращитовидных желез, поджелудочной железы Транзиторно-ишемическая атака
Транзиторно-ишемическая атака Анемия Даймонда -Блекфена. Синдром Швахмана - Даймонда
Анемия Даймонда -Блекфена. Синдром Швахмана - Даймонда Папилломавирусная инфекция
Папилломавирусная инфекция Новые предложения по стажировкам. Турция
Новые предложения по стажировкам. Турция Философия и медицина: современное взаимодействие
Философия и медицина: современное взаимодействие Анализ дифференциально-диагностической деятельности фельдшера скорой медицинской помощи при внебольничной пневмонии
Анализ дифференциально-диагностической деятельности фельдшера скорой медицинской помощи при внебольничной пневмонии Болезнь Альцгеймера
Болезнь Альцгеймера Виниры. Показания и противопоказания. Виды виниров. Проблемы пациентов
Виниры. Показания и противопоказания. Виды виниров. Проблемы пациентов Лимфаденит. Лимфоузлы
Лимфаденит. Лимфоузлы Дезинфекция уборочного инвентаря
Дезинфекция уборочного инвентаря Микроцефалия
Микроцефалия Свойства санитайзеров
Свойства санитайзеров Препараты гормонов (I)
Препараты гормонов (I) Иммуногематология. Аутоиммунные заболевания крови
Иммуногематология. Аутоиммунные заболевания крови Передние афазии
Передние афазии Риккетсия Провачека
Риккетсия Провачека Разработка новой схемы лечения против дирофиляриоза собак
Разработка новой схемы лечения против дирофиляриоза собак Вакцинация. Коклюш
Вакцинация. Коклюш Синдром жировой эмболии
Синдром жировой эмболии Клинические признаки открытых и закрытых переломов костей
Клинические признаки открытых и закрытых переломов костей Псевдофурункулез
Псевдофурункулез