- Системы технологического (трудового и производственного) обучения технологии

Содержание
- 2. План. Системы обучения учащихся технологии. Предметная, операционная система. Операционно-предметная система обучения технологии. Моторно-тренировочная система обучения. Операционно-комплексная
- 3. 1. Система обучения технологии.
- 4. Обычно системой обучения называют последовательность изучения отдельных разделов или частей учебной программы.
- 5. В отличие от теоретического обучения, которое определяется системой и внутренней логикой соответствующих дисциплин, содержание и структура
- 6. Поэтому определенная часть трудового процесса чаще всего выделяется в самостоятельную часть учебного процесса (см. лекцию №
- 7. В этой связи система практического обучения характеризуется взаимоотношением учебной и производственной сторон, степенью близости учебно-трудового процесса
- 8. 2. Предметная, операционная система. Операционно-предметная система обучения технологии.
- 9. Сущность предметной системы состоит в том, что ученик в процессе индивидуального обучения изготавливает вещь целиком без
- 10. Основное достоинство предметной системы в том, что обучение осуществляется в процессе изготовления общественно полезных вещей. Изготавливая
- 11. Основным недостатком предметной системы следует считать бедность интеллектуального содержания труда. Производя вещи, ученик почти не знакомится
- 12. Все это приводит к тому, что у ученика формируются консервативные умения. Он не может переносить эти
- 13. В операционной системе процесс обучения расчленяется на отдельные операции. Основная часть учебного времени отводится на тренировочные
- 14. Лишь после усвоения различных видов операций ученик приступает к изготовлению общественно полезных вещей.
- 15. Операционная система – крупный шаг вперед в истории профессионального обучения. Рассматривая в качестве основы новый элемент
- 16. Ученик, освоивший в совершенстве операцию, может пользоваться ею в различных производственных ситуациях. Принятие на вооружение операционной
- 17. К достоинствам операционной системы следует отнести и то, что она формирует у учащихся прочные навыки по
- 18. В отличие от предметной эта система подготавливает учащихся к выполнению любых работ, характерных для данной профессии.
- 19. Отрицательным фактором операционной системы является то, что учебная работа долгое время носит непроизводительный характер. Длительные упражнения
- 20. Овладевая изолированными операциями, ученики не получают достаточных представлений о целостном технологическом процессе. Как и предметная, операционная
- 21. Операционно-предметная система обучения является синтезом операционной и предметной систем.
- 22. Сущность ее заключается в том, что учебные упражнения вводятся лишь в начале прохождения темы. Большая же
- 23. Операционно-предметная система имеет ряд достоинств: обучение в основном осуществляется в процессе изготовления общественно полезных вещей; технологический
- 24. Недостаток: однако подобно рассмотренным выше системам эта методика слабо развивает творческие способности учащихся.
- 25. 3. Моторно-тренировочная система обучения.
- 26. Характерной особенностью этой системы является то, что в ней наряду с изучением всего трудового процесса и
- 27. При разработке моторно-тренировочной системы сделан тщательный анализ всех составляющих трудового процесса.
- 28. Изучены способы наиболее рационального выполнения движений и приемов; определены комплексы упражнений и практических работ по освоению
- 29. В системе выделяют 4 периода: выполнение тренировочных упражнений и трудовых приемов; выполнение упражнений по освоению трудовых
- 30. Основное достоинство системы – выделение в качестве объектов изучения всех составляющих трудовой деятельности.
- 31. Недостаток – слишком много времени отводится механической тренировке, умаляется роль сознания в выработке трудовых умений.
- 32. 4. Операционно-комплексная система.
- 33. Эта система предусматривает сначала освоение двух-трех операций, а затем выполнение комплексных работ, включающих эти операции. Так,
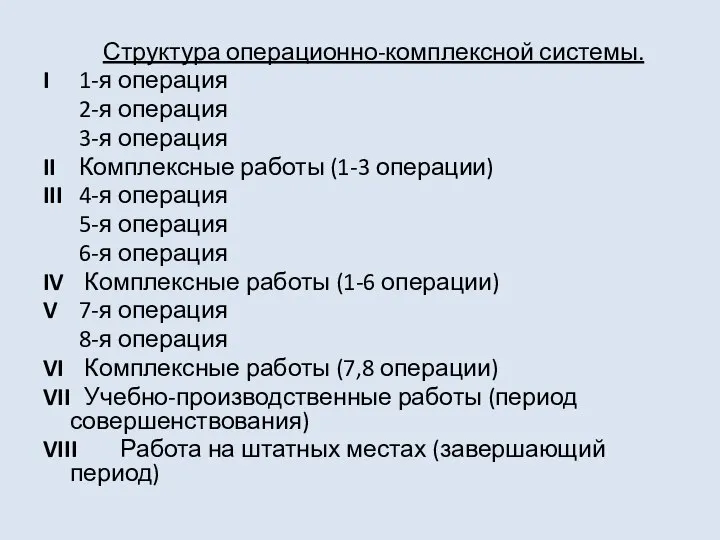
- 34. Структура операционно-комплексной системы. I 1-я операция 2-я операция 3-я операция II Комплексные работы (1-3 операции) III
- 35. Операционно-комплексная система впитала в себя все лучшее, что было накоплено в предшествующих системах обучения.
- 36. Достоинства: чередование операционной работы с комплексной формирует у учащихся приемы творческого подхода к решению некоторых производственных
- 37. Недостатки: трудно применить для индивидуального обучения ручным операциям, в также для обучения операторской деятельности по управлению
- 38. 5. Современные подходы к обучению технологии.
- 39. В 80-х годах внедрилась конструкторско-технологическая система, ведущей идеей которой является органическое сочетание исполнительской и творческой деятельности
- 40. В середине 90-х годов В.Д. Симоненко предложил творческую проектно-технологическую систему обучения учащихся технологии.
- 41. Вывод. Обучение в мастерских в большинстве случаев проходит по операционно-предметной системе. Во-первых, программой технологии, не предусматривается
- 43. Скачать презентацию
Слайд 2План.
Системы обучения учащихся технологии.
Предметная, операционная система. Операционно-предметная система обучения технологии.
Моторно-тренировочная система обучения.
Операционно-комплексная
План.
Системы обучения учащихся технологии.
Предметная, операционная система. Операционно-предметная система обучения технологии.
Моторно-тренировочная система обучения.
Операционно-комплексная
Слайд 31. Система обучения технологии.
1. Система обучения технологии.
Слайд 4 Обычно системой обучения называют последовательность изучения отдельных разделов или частей учебной программы.
Обычно системой обучения называют последовательность изучения отдельных разделов или частей учебной программы.
Слайд 5 В отличие от теоретического обучения, которое определяется системой и внутренней логикой соответствующих
В отличие от теоретического обучения, которое определяется системой и внутренней логикой соответствующих
Слайд 6 Поэтому определенная часть трудового процесса чаще всего выделяется в самостоятельную часть учебного
Поэтому определенная часть трудового процесса чаще всего выделяется в самостоятельную часть учебного
Слайд 7 В этой связи система практического обучения характеризуется взаимоотношением учебной и производственной сторон,
В этой связи система практического обучения характеризуется взаимоотношением учебной и производственной сторон,
Слайд 82. Предметная, операционная система. Операционно-предметная система обучения технологии.
2. Предметная, операционная система. Операционно-предметная система обучения технологии.
Слайд 9 Сущность предметной системы состоит в том, что ученик в процессе индивидуального обучения
Сущность предметной системы состоит в том, что ученик в процессе индивидуального обучения
Слайд 10 Основное достоинство предметной системы в том, что обучение осуществляется в процессе изготовления
Основное достоинство предметной системы в том, что обучение осуществляется в процессе изготовления
Слайд 11 Основным недостатком предметной системы следует считать бедность интеллектуального содержания труда. Производя вещи,
Основным недостатком предметной системы следует считать бедность интеллектуального содержания труда. Производя вещи,
Слайд 12 Все это приводит к тому, что у ученика формируются консервативные умения.
Все это приводит к тому, что у ученика формируются консервативные умения.
Слайд 13 В операционной системе процесс обучения расчленяется на отдельные операции. Основная часть
В операционной системе процесс обучения расчленяется на отдельные операции. Основная часть
Слайд 14 Лишь после усвоения различных видов операций ученик приступает к изготовлению общественно
Лишь после усвоения различных видов операций ученик приступает к изготовлению общественно
Слайд 15Операционная система –
крупный шаг вперед в истории профессионального обучения. Рассматривая в
Операционная система –
крупный шаг вперед в истории профессионального обучения. Рассматривая в
Слайд 16 Ученик, освоивший в совершенстве операцию, может пользоваться ею в различных производственных
Ученик, освоивший в совершенстве операцию, может пользоваться ею в различных производственных
Слайд 17 К достоинствам операционной системы следует отнести и то, что она формирует
К достоинствам операционной системы следует отнести и то, что она формирует
Слайд 18 В отличие от предметной эта система подготавливает учащихся к выполнению любых работ,
В отличие от предметной эта система подготавливает учащихся к выполнению любых работ,
Слайд 19 Отрицательным фактором операционной системы является то, что учебная работа долгое время
Отрицательным фактором операционной системы является то, что учебная работа долгое время
Слайд 20 Овладевая изолированными операциями, ученики не получают достаточных представлений о целостном технологическом
Овладевая изолированными операциями, ученики не получают достаточных представлений о целостном технологическом
Слайд 21 Операционно-предметная система обучения является синтезом операционной и предметной систем.
Операционно-предметная система обучения является синтезом операционной и предметной систем.
Слайд 22 Сущность ее заключается в том, что учебные упражнения вводятся лишь в
Сущность ее заключается в том, что учебные упражнения вводятся лишь в
Слайд 23 Операционно-предметная система имеет ряд достоинств:
обучение в основном осуществляется в процессе
Операционно-предметная система имеет ряд достоинств:
обучение в основном осуществляется в процессе
Слайд 24 Недостаток: однако подобно рассмотренным выше системам эта методика слабо развивает творческие
Недостаток: однако подобно рассмотренным выше системам эта методика слабо развивает творческие
Слайд 253. Моторно-тренировочная система обучения.
3. Моторно-тренировочная система обучения.
Слайд 26 Характерной особенностью этой системы является то, что в ней наряду с
Характерной особенностью этой системы является то, что в ней наряду с
Слайд 27 При разработке моторно-тренировочной системы сделан тщательный анализ всех составляющих трудового процесса.
При разработке моторно-тренировочной системы сделан тщательный анализ всех составляющих трудового процесса.
Слайд 28 Изучены способы наиболее рационального выполнения движений и приемов; определены комплексы упражнений
Изучены способы наиболее рационального выполнения движений и приемов; определены комплексы упражнений
Слайд 29 В системе выделяют 4 периода:
выполнение тренировочных упражнений и трудовых приемов;
выполнение
В системе выделяют 4 периода:
выполнение тренировочных упражнений и трудовых приемов;
выполнение
Слайд 30 Основное достоинство системы – выделение в качестве объектов изучения всех составляющих
Основное достоинство системы – выделение в качестве объектов изучения всех составляющих
Слайд 31 Недостаток – слишком много времени отводится механической тренировке, умаляется роль сознания
Недостаток – слишком много времени отводится механической тренировке, умаляется роль сознания
Слайд 324. Операционно-комплексная система.
4. Операционно-комплексная система.
Слайд 33 Эта система предусматривает сначала освоение двух-трех операций, а затем выполнение комплексных
Эта система предусматривает сначала освоение двух-трех операций, а затем выполнение комплексных
Слайд 34 Структура операционно-комплексной системы.
I 1-я операция
2-я операция
3-я операция
II Комплексные работы (1-3 операции)
III 4-я операция
5-я операция
6-я
Структура операционно-комплексной системы.
I 1-я операция
2-я операция
3-я операция
II Комплексные работы (1-3 операции)
III 4-я операция
5-я операция
6-я
Слайд 35 Операционно-комплексная система впитала в себя все лучшее, что было накоплено в
Операционно-комплексная система впитала в себя все лучшее, что было накоплено в
Слайд 36 Достоинства: чередование операционной работы с комплексной формирует у учащихся приемы творческого
Достоинства: чередование операционной работы с комплексной формирует у учащихся приемы творческого
Слайд 37 Недостатки: трудно применить для индивидуального обучения ручным операциям, в также для обучения
Недостатки: трудно применить для индивидуального обучения ручным операциям, в также для обучения
Слайд 38
5. Современные подходы к обучению технологии.
5. Современные подходы к обучению технологии.
Слайд 39 В 80-х годах внедрилась конструкторско-технологическая система, ведущей идеей которой является органическое
В 80-х годах внедрилась конструкторско-технологическая система, ведущей идеей которой является органическое
Слайд 40 В середине 90-х годов
В.Д. Симоненко предложил творческую проектно-технологическую систему обучения
В середине 90-х годов
В.Д. Симоненко предложил творческую проектно-технологическую систему обучения
Слайд 41Вывод.
Обучение в мастерских в большинстве случаев проходит по операционно-предметной системе.
Во-первых, программой
Вывод.
Обучение в мастерских в большинстве случаев проходит по операционно-предметной системе.
Во-первых, программой
 Говори правильно звуки Щ,Щ-С,Щ-Ш. Пособие по логопедии
Говори правильно звуки Щ,Щ-С,Щ-Ш. Пособие по логопедии Ягоды лесные и садовые (для дошкольников)
Ягоды лесные и садовые (для дошкольников) Часы
Часы Аттестационная работа. Сумма углов треугольников
Аттестационная работа. Сумма углов треугольников Спортивно-патриотические мероприятие, посвященное Дню защитника Отечества Легко ли быть солдатом
Спортивно-патриотические мероприятие, посвященное Дню защитника Отечества Легко ли быть солдатом Настольная игра для детского сада
Настольная игра для детского сада Это Родина моя
Это Родина моя Индивидуальный проект
Индивидуальный проект Counting 5
Counting 5 Группа Гномики. Итоговое родительское собрание
Группа Гномики. Итоговое родительское собрание Работа с детьми, проходящими лечение в больничном комплексе
Работа с детьми, проходящими лечение в больничном комплексе Нейрогимнастика. Кинезиологические тренажёры
Нейрогимнастика. Кинезиологические тренажёры Парад удмуртских елок
Парад удмуртских елок Международный день семьи
Международный день семьи Зимние забавы
Зимние забавы Обучение ребёнка пользованию горшком
Обучение ребёнка пользованию горшком Каталог экскурсионно-образовательных маршрутов для детей старшего дошкольного возраста
Каталог экскурсионно-образовательных маршрутов для детей старшего дошкольного возраста Юные поморы. 5 класс
Юные поморы. 5 класс Новогодняя викторина
Новогодняя викторина Творческие работы учащихся
Творческие работы учащихся Куда? Где?
Куда? Где? Сокращение трудоемкости подготовки и проведения практической работы
Сокращение трудоемкости подготовки и проведения практической работы Принципы и правила сопровождения ребёнка во время свободной работы в мотессори-классе
Принципы и правила сопровождения ребёнка во время свободной работы в мотессори-классе Анимированный плакат. Письменные буквы русского алфавита
Анимированный плакат. Письменные буквы русского алфавита Изучаем инструменты
Изучаем инструменты Организация образовательного процесса
Организация образовательного процесса Общая характеристика деятельности понятие, структура, процесс, виды
Общая характеристика деятельности понятие, структура, процесс, виды Поделка из пластилина и трубочек для коктейля
Поделка из пластилина и трубочек для коктейля