- 激光切割机 产品培训 内部培训

Содержание
- 2. 切割原理 激光切割机切割原理 &光纤激光切割机是将激光束聚成很小的光斑,在光束焦点处获得很高的功率密度,由此引起激光照射点处材料的温度急剧上升,并瞬间达到汽化温度,产生蒸发,形成孔洞。 &光纤激光切割机以此为起始点,根据被加工工件的形状要求,通过CNC数控系统令激光束与工件按一定运动轨迹作相对运动,辅助气体吹除熔渣,形成切缝,获得所需要的产品。
- 3. 切割特点 激光切割与其他热切割方法相比较,总的特点是切割速度快、质量高。 具体概括为如下几个方面: 1)切割质量好。由于激光光斑小、能量密度高、切割速度快,因此激光切割能够获得较好的切割质量。 2)激光气割切口细窄(0.1MM)左右,切缝两面平行并且与表面垂直度好。 3)切割表面光洁美观,甚至可作为最后一道加工工序,无需机械加工,零件可直接使用。 4)切割速度快。 5)非接触式切割,激光切割时喷嘴与工件无接触,不存在工具磨损 6)材料经过激光切割后,热影响区宽度很小,切缝附近材料的性能也几乎不受影响,并且工件变形小、切割精度高。
- 4. 常见切割方式比较 激光切割、水切割、氧乙炔切割和等离子切割方法的比较 切割材料为6mm的低碳钢板
- 5. 客户需求
- 6. 激光安全与介绍
- 7. 激光安全与介绍 四级激光ClassIV
- 8. 激光安全与介绍
- 9. 激光安全与介绍
- 10. 公司产品线 单台面激光切割机ZYD系列 交换工作台激光切割机ZYP系列 交换工作台板管一体激光切割机ZYPR系列 单台面板管一体激光切割机ZYDR系列 专业激光切管机ZYR系列 ZYD3015;ZYD4015;ZYD4020;ZYD6020;ZYD6025;ZYD8025; ZYD10025;主推3000W以下功率 ZYP3015;ZYP4020;ZYP6020;ZYP6025;ZYP8025 ZYPR3015;ZYPR4020;ZYPR6020;ZYPR6025; ZYDR3015;ZYDR4015;ZYDR4020;ZYDR6020;ZYDR6025 ZYR6022;ZYR6032
- 11. ZYP系列产品介绍 全防护大包围 ※全封闭式激光防护玻璃,防止激光对人的伤害 ※烟尘自动收集系统,体现绿色环保科技理念 ※智能监控系统,降低事故发生率
- 12. 产品介绍 床身介绍 ※床身采用管板结合焊接结构(内部飞机金属蜂窝式结构)(卯榫式拼焊) ※具有更高刚性,更高抗扭,更高抗变形能力 ※独有结构设计具有抗切割高热引起的变形能力 ※焊后去应力退火,保证使用20年床身不变形 分区除尘 分区除尘
- 13. 产品介绍 传动介绍 ※独有的传动结构,降低传动重心,传动更稳更快; ※双侧六自由度导轨锁定,单侧三滑块; (实现导轨全面定位,配合高质量精加工工艺,更高承载力) (带来稳定的加工精度,高效的切割能力,精准的定位效果) ※配备台湾上银H级导轨、台湾YYC/APEX齿条、日本松下电机、日本新宝减速机; ※龙门双驱结构,结构稳定,刚性好,速度快;
- 14. 产品介绍 交换台介绍 ※独有的传动结构,传动平稳快速,15秒内完成交换; ※独特的结构设计,解决了行业内上下交换台切割速度不同步,下工作台 切割时切割头抖动问题; ※解决了交换工作台交换时板材易碰撞问题; ※解决了同行业上下台结构除尘效果不佳问题; ※解决了同行业发货时必须拆除链条的问题,方便后续安装;
- 15. 产品介绍 横梁介绍 ※新一代的铸铝工艺,经过人工时效及固溶处理,进一步提高了横梁的刚性; ※硬度达到T6等级,具有抗腐蚀,抗氧化及良好的韧性及延展性等综合力学性能; ※在满足精度的情况下,重量轻,便于高速运动,可大幅提高加工速度; ※分体式横梁结构,便于快速高精度装配;也便于后期产品的升级拓展;
- 16. 产品介绍 气路系统介绍 ※气路系统安装在主床身上,主要由氮气、氧气、空气三路气体构成; ※氮气和氧气主要作为切割辅助气体使用,连接到Z 轴系统上的伺服比例阀上 ※空气有一部分经过过滤系统过滤后作为切割辅助气体及保护气体使用,另一部分供给于机床上的各执行部件使用,例如除尘气缸、定位气缸等;
- 17. 产品介绍 润滑系统介绍 ※机床采用集中润滑装置,利用油泵定期定量给导轨丝杆齿轮齿条加油润滑 ※延长齿轮齿条及导轨使用寿命 ※远端带压力检测,确保润滑油有效供给
- 18. 产品介绍 切割头介绍 ※标配瑞士RALTOOLS切割头(可选配) ※焦点可调节,适用多种焦距 ※电容式传感、全自动随动系统独立式电容调高器BCS100独有网络通讯接口,可以使激光头与工件切割距离时刻保持,降低碰撞风险,并具有碰板停止功能,分段穿孔,渐进穿孔,寻边切割,蛙跳上抬等功能。 ※采用复合镜片、内置水冷结构;使得激光头在高功率下能够长时间稳定的工作
- 19. 产品介绍 控制系统介绍 ※柏楚控制板卡(市场占有率约90%) ※Cypcut激光切割软件 ※安装方便,调试简易,性能优异 ※高配可选装倍福系统
- 20. 产品介绍 激光器介绍 ※光纤激光器电-光转化效率高,转换效率达30%以上,可大幅度节约工作时的耗电,节省运行成本,达到最高的生产效率; ※光纤激光器采用半导体模块化和冗余设计,谐振腔内无光学镜片,不需要启动时间,具有免调节、免维护、高稳定性的优点,降低了配件成本和维护的时间,这是传统激光器无法比拟的; ※激光器加上光闸后可以一器多机,通过光纤分光,分成多路多台同时工作,易于扩展功能,升级方便、简单; ※标配飞博激光器,可选配其他厂家激光器(IPG,创鑫等)
- 21. 产品介绍 激光器推荐理由 ※飞博激光器单模模式下功率段可至5KW,采用环形光斑 光能量主要分布在环形上,中心能量密度低,可以有效降低切缝中心金属蒸汽压力,使光的反射更均匀,因而厚板切割 断面更好,板材切割更厚 ※薄板切割速度快20%-50%(1000W优势3MM以下,4-5KW优势8MM以下) 单模块设计,光纤芯径细,融化切割切缝细,去除材料少,所需能量少,同等功率时间可以切更长的切缝,表现形式即 为切割速度快; ※国内首创穿孔增强技术 脉冲输出时,通过优化输出波形,提供远超额定平均输出功率(左侧)的脉冲 峰值功率(右侧) 穿孔效率提升50-100%,通过减少穿孔时间,从源头上缓解高反材料对激光器的伤害
- 22. 产品介绍 单模激光器 ※单模激光器特点 体积小,低故障率,高可靠性(只有一个光模块,简化了模块间的光路、电路、水冷等系统,结构简单,故障隐患减少,可 靠性提高 对高反材料切割稳定性提升(在加工高反材料时只有没切透、没焊透的情况下才会有较强的回返光,例如焊接起步小孔形成的过程与切割穿孔的过程。而单模激光器光束质量好,可通过减少穿孔时间,从源头上缓解高反材料对激光器的伤害) ※业内流传很广的一个观点:“单模激光器适合切薄板,不适合切厚板。” 这种观点实际上混淆了单模块和光束模式的概念 激光的模式决定了它适合切薄板或厚板的特点,而模块只是激光器内部的结构、形态,跟出光的模式没有必然因果关系。单模式(低阶模)激光器,由于激光能量一般为类高斯分布,确实只适合切中薄板不适合切厚板,但单模块激光器可通过搭配不同的光缆或采取光束整形技术既可以输出低阶模、也可以输出高阶模,相比多模激光器一般均输出高阶模(低阶模输出较为困难)而言,实际上是高功率单模块激光器有更广的应用灵活性,可以根据实际应用需求进行选择。 目前6000W多模激光器一般标配100μm的输出光纤,50μm或者30μm输出难度较大。而单模激光器既可以很容易做到30μm、50μm,也可以做100μm输出。配30μm或50μm时,薄板切割速度非常快,若不采取光束能量整形,切割厚板确实较差;而配100μm时会发现切割效果甚至切割效率,都跟同功率多模激光器没有任何区别。 但购买一台单模块激光器显然一般不可能同时配30μm、50μm和100μm多种光纤来满足薄板和厚板需求,而只适合切薄或者切厚也无法满足客户实际生产的需求。光束整形,引入类环形光斑技术,标配50μm光纤。保留在中薄板切割上速度优势解决原本单模式(低阶模)激光在厚板切割质量不理想的问题。兼顾薄板切割效率及厚板切割效果是单模块激光器的重大意义!
- 23. 产品介绍 www.zymt.cn 激光切割特性
- 24. 产品介绍 www.zymt.cn 光斑特性
- 25. 产品介绍 www.zymt.cn 飞博光斑模式
- 26. 产品介绍 www.zymt.cn
- 27. 产品介绍 www.zymt.cn
- 28. 产品介绍 www.zymt.cn
- 29. 产品介绍 www.zymt.cn 水冷机介绍 工业水冷机特点: ※双温双控,冷却效率高效果好; ※温控精度为±0.3℃; ※报警保护功能:压缩机延时保护;水流报警;温度超高、低报警 ※具有完善的冷却系统,分别循环冷却激光器和切割头,使整机运行稳定、高效、耐用。为激光器提供稳定、精确的水温控制的同时,又提供一路与环境温度相近的水温用以镜片冷却,解决了镜片在用低温水冷却时结露造成损坏这一问题
- 30. 产品介绍 www.zymt.cn 除尘系统 标配蜗牛风机: ※独有的风道截面设计; ※分区除尘控制,最短时间内排出烟尘; ※可选配唐纳森集尘器;
- 31. 产品介绍 ZYP系列机型技术参数
- 32. 产品介绍 ZYD系列机型技术参数
- 33. 产品介绍 ZYDR系列机型技术参数
- 34. 产品介绍 ZYPR系列机型技术参数
- 35. 产品介绍 ZYR系列机型技术参数
- 36. 切割能力 激光器最高切割能力(非批量加工能力) 板材 功率 空气切割碳钢约为氧气切割碳钢最大能力的40%!
- 37. 切割气体介绍 辅助气体的作用 ※使用辅助气体可以吹走同轴的割缝内的熔渣 ※冷却加工物体表面,减少热影响区 ※冷却保护镜片,防止污染镜片,过热 ※一些切割气体也能起到保护母材的作用 气体压力与种类的选择对切割工艺影响较大 选择辅助气体的种类将对切割的性能,包括 切割速度、切割质量等多方面产生影响 辅助气体种类及特点
- 38. 切割气体介绍 辅助气体适合切割的材料 辅助气体的纯度标准 ※不同材料的激光加工过程需选用与之匹配的辅助气体,辅助气体中的杂质会损坏镜片,引起切割功率波动的同时,也会导致切面前后不一致。 辅助气体气压标准
- 39. 切割气体介绍 ※总结: ※辅助气体在切割过程中,是可以防返渣,从而起到保护激光头内部镜片的作用。 ※在加工功率、材料及板材厚度等条件相同的情况下,气压越大,在单位速度中可吹除的烟 尘越多。 ※使用的气压值越高,激光切割的速度也可越快。在切薄板飞行切割时,通常采用氮气。 ※薄板切割速度的一般规律: 氧气 < 空气 < 氮气 (进行厚板材的激光切割,不适用以上的一般规律) ※空气切割客户必须配备冷干机及过滤器,此处需要销售和客户前期沟通清楚! 空气作为切割气体,要求颗粒,油过滤精度0.01um; 气源质量符合ISO8573.1.6.1标准,气源处必须安装冷干机及过滤器;推荐品牌PARKER;
- 40. 生产过程(优势) 下料焊接 高温回火 回火过程控制监控
- 41. 生产过程(优势) 机械加工 表面喷涂 精细打磨,刮腻子 工作台框加工 横梁加工 主床身加工 副床身加工 底漆+面漆 超大型龙门五面体加工中心,最大加工范围18米X5米 满足市面上所有超大型机床加工,一次装夹无需接刀
- 42. 生产过程(优势) 装配过程 每两根齿条拼接处的精度控制在0.01mm以内 每一颗螺丝严格按照标准扭矩锁紧 专业准直仪测量导轨直线度 专业激光干涉仪精度补偿
- 43. 中亚VS同行 重要配置对比 配置
- 44. 中亚VS同行 重要配置对比 配置 中间隔板,提高强度 底部加宽,增强刚性, 抗扭曲变形
- 45. 中亚VS同行 重要配置对比 配置 6面精铣,米重47公斤,固溶处理 焊接梁,直接一根钢管
- 46. 中亚VS同行 重要配置对比 配置
- 47. 中亚VS同行 重要配置对比 配置 齿轮传动,精度高可长期保持 寿命长
- 48. 说明 www.zymt.cn 公司设备发货前需要客户做地基,销售提前告知客户 研发部提供设备地基图ZYP3015地基图+隔振沟 中亚.pdf
- 49. 切割参数参考 www.zymt.cn
- 50. 切割参数参考 www.zymt.cn
- 51. 切割参数参考 www.zymt.cn
- 52. 切割参数参考 www.zymt.cn 切割工艺参数(500W-15000W).xlsx
- 53. 销售必须知道的问题 www.zymt.cn 1.如何选择激光切割机台面及激光目标客户群 1激光切割机应用行业.docx G:\激光培训相关\如何选购激光切割机.doc 2.如何推荐激光器功率 结合工艺参数表,根据客户板材厚度,板材种类,切割效率综合推荐 3.产品对比同行的优势,扬长避短 4.激光产品必须了解的名词和参数及技术参数解释 G:\激光培训相关\中亚机床ZYP3015-2000W技术协议 (飞博+日系).doc 5.切管机尾料长度 210MM
- 54. 销售必须了解的名词 www.zymt.cn 1.什么是固溶处理?什么是T6热处理?有什么作用? T6:固溶热处理后进行人工时效的状态。 T6 是 变形铝合金的一种热处理工艺,是固溶处理(对于钢铁此过程称作“淬火”)+ 人工时效的过程! 2.什么是人工时效?有什么作用? 3.什么是去应力退火?有什么作用? 人工时效是将铸件加热到550~650℃进行去应力退火,它比自然时效节省时间,残余应力去除较为彻底。 去应力退火是将工件加热到Ac1以下的适当温度,保温一定时间后逐渐缓慢冷却的工艺方法。 其目的是为了去除由于机械加工、变形加工、铸造、锻造、热处理以及焊接后等产生的残余应力。 4.什么是振动时效?有什么作用? 5.什么是定位精度? 振动时效的实质是通过振动的形式给工件施加一个动应力,当动应力与工件本身的残余应力叠加后,达到或超过材料的微观屈服极限时,工件就会发生微观或宏观的局部、整体的弹性塑性变形,同时降低并均化工件内部的残余应力,最终达到防止工件变形与开裂,稳定工件尺寸与几何精度的目的。
- 55. 销售必须了解的名词 www.zymt.cn 6.什么是重复定位精度? 重复定位精度就是 每次前进和退回 是不是停留在同一个点上。 比如:当前测量X轴位置表显示500mm 程序给定指令正方向进给500mm 然后程序给定指定负方向进给500mm,此时如果没有误差的话应该是500mm, 但是因为重复定位误差,这时候表可能显示500.05mm或者499.95mm 此时的重复定位精度就是 0.05/500 7.什么是加速度?该值有什么实际意义? 加速度是速度变化量与发生这一变化所用时间的比值.是描述物体速度改变快慢的物理量。 比如特斯拉百公里破百,实际加速度可达到9M/S2,加速性能远低于我们激光切割机加速速度, 加速度越大切割薄板速度越快,效率越高
- 56. 配置介绍 www.zymt.cn 切割头配置推荐 1.手动调焦系列BT220(2KW),BT240(4KW) 2.自动调焦系列BM109(1.5KW),BM110(3.3KW步进电机)新推出款,BM111(3.3KW) BM114(4/6KW),BM115(6/8/12KW) 3.柏楚黑金刚切割头BLT640(最高匹配12KW),BLT831(最高匹配15KW) 4.普雷兹特切割头Procutter(8kw以上功率段选配)
- 57. 配置介绍 系统介绍 1.FSCUT1000低功率板卡系统 目前中亚部分1000W功率段使用,为数不多 2.FSCUT2000中功率板卡系统 目前中亚绝大多数使用 3.FSCUT3000板管一体机系统 4.FSCUT5000专业切管机系统 专业切管机也可以采用FSCUT3000系统,客户若没有要求不需要特意强调系统型号, 只需告知是柏楚切管专用系统 5.FSCUT8000高功率总线系统 FSCUT8000系统是针对8KW及以上超高功率光纤激光切割需求推出的一款高端智能总线系统。 具备稳定可靠,部署方便,调试简易,生产安全,功能丰富,性能优异等特点; 支持并提供模块化、个性化、自动化、信息化方案。是目前市场上最高端的总线式专用激光切割系统。
- 58. 配置介绍 空压机推荐介绍 1.激光器功率小于3000W,推荐使用排气量1.0m³/min,排气压力1.6Mpa,空压机功率11KW 2.激光器功率4000W,推荐使用排气量1.2m³/min,排气压力3.0Mpa,空压机功率15KW 3.激光器功率6000-15000W,推荐使用排气量2.0m³/min,排气压力3.0Mpa,空压机功率22KW 说明:※空气切割客户必须配备冷干机及过滤器,此处需要销售和客户前期沟通清楚! 空气作为切割气体,要求颗粒,油过滤精度0.01um; 气源质量符合ISO8573.1.6.1标准,气源处必须安装冷干机及过滤器;推荐品牌PARKER;
- 59. 配置介绍 稳压器推荐
- 61. Скачать презентацию
Слайд 2
切割原理
激光切割机切割原理
&光纤激光切割机是将激光束聚成很小的光斑,在光束焦点处获得很高的功率密度,由此引起激光照射点处材料的温度急剧上升,并瞬间达到汽化温度,产生蒸发,形成孔洞。
&光纤激光切割机以此为起始点,根据被加工工件的形状要求,通过CNC数控系统令激光束与工件按一定运动轨迹作相对运动,辅助气体吹除熔渣,形成切缝,获得所需要的产品。
切割原理
激光切割机切割原理
&光纤激光切割机是将激光束聚成很小的光斑,在光束焦点处获得很高的功率密度,由此引起激光照射点处材料的温度急剧上升,并瞬间达到汽化温度,产生蒸发,形成孔洞。
&光纤激光切割机以此为起始点,根据被加工工件的形状要求,通过CNC数控系统令激光束与工件按一定运动轨迹作相对运动,辅助气体吹除熔渣,形成切缝,获得所需要的产品。
Слайд 3
切割特点
激光切割与其他热切割方法相比较,总的特点是切割速度快、质量高。
具体概括为如下几个方面:
1)切割质量好。由于激光光斑小、能量密度高、切割速度快,因此激光切割能够获得较好的切割质量。
2)激光气割切口细窄(0.1MM)左右,切缝两面平行并且与表面垂直度好。
3)切割表面光洁美观,甚至可作为最后一道加工工序,无需机械加工,零件可直接使用。
4)切割速度快。
5)非接触式切割,激光切割时喷嘴与工件无接触,不存在工具磨损
6)材料经过激光切割后,热影响区宽度很小,切缝附近材料的性能也几乎不受影响,并且工件变形小、切割精度高。
切割特点
激光切割与其他热切割方法相比较,总的特点是切割速度快、质量高。
具体概括为如下几个方面:
1)切割质量好。由于激光光斑小、能量密度高、切割速度快,因此激光切割能够获得较好的切割质量。
2)激光气割切口细窄(0.1MM)左右,切缝两面平行并且与表面垂直度好。
3)切割表面光洁美观,甚至可作为最后一道加工工序,无需机械加工,零件可直接使用。
4)切割速度快。
5)非接触式切割,激光切割时喷嘴与工件无接触,不存在工具磨损
6)材料经过激光切割后,热影响区宽度很小,切缝附近材料的性能也几乎不受影响,并且工件变形小、切割精度高。
Слайд 4
常见切割方式比较
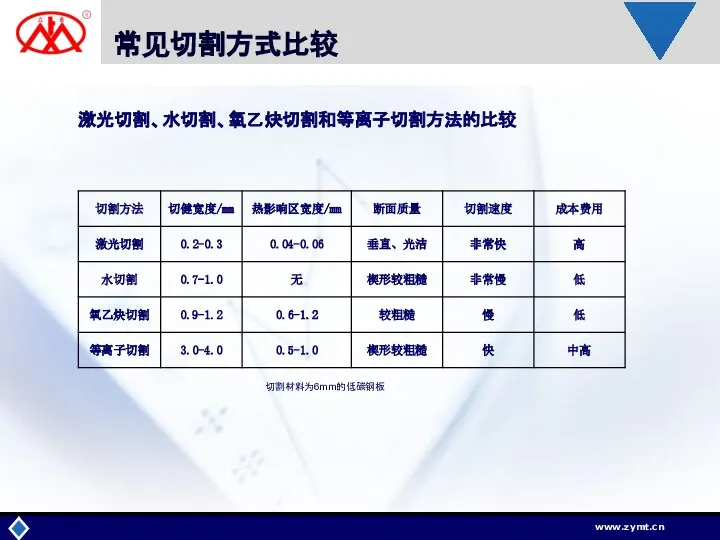
激光切割、水切割、氧乙炔切割和等离子切割方法的比较
切割材料为6mm的低碳钢板
常见切割方式比较
激光切割、水切割、氧乙炔切割和等离子切割方法的比较
切割材料为6mm的低碳钢板
Слайд 5
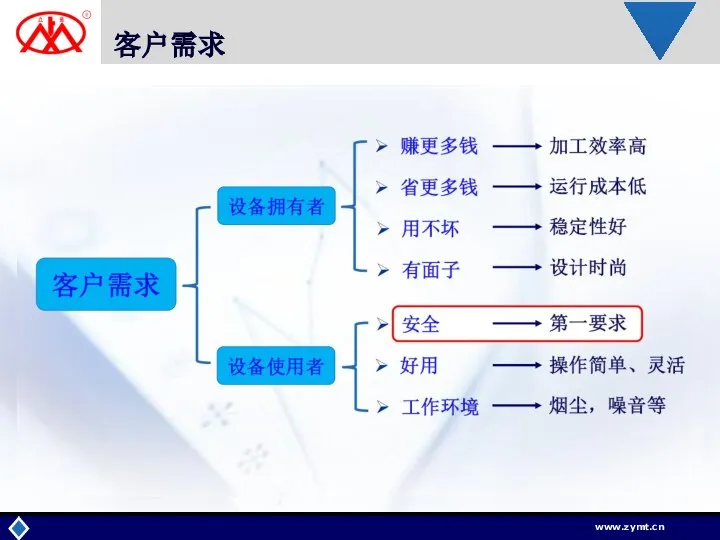
客户需求
客户需求
Слайд 6
激光安全与介绍
激光安全与介绍

Слайд 7
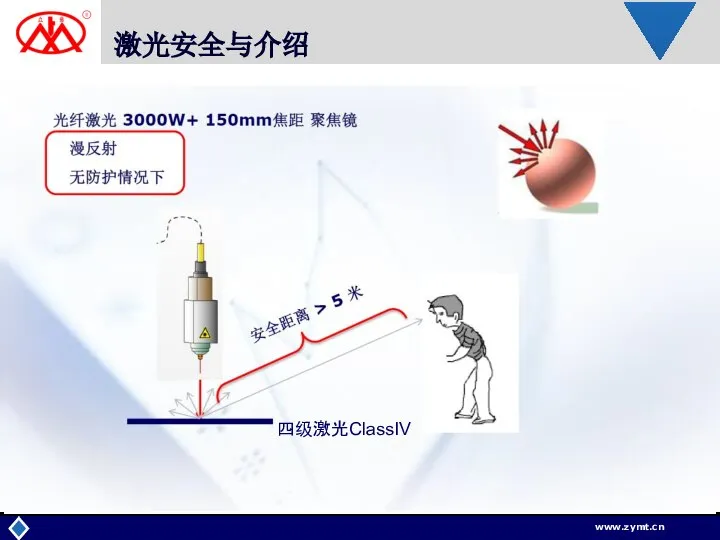
激光安全与介绍
四级激光ClassIV
激光安全与介绍
四级激光ClassIV
Слайд 8
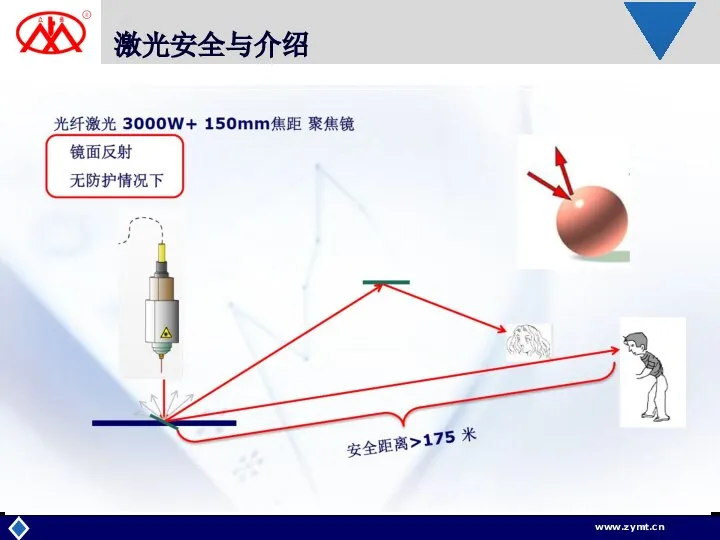
激光安全与介绍
激光安全与介绍
Слайд 9
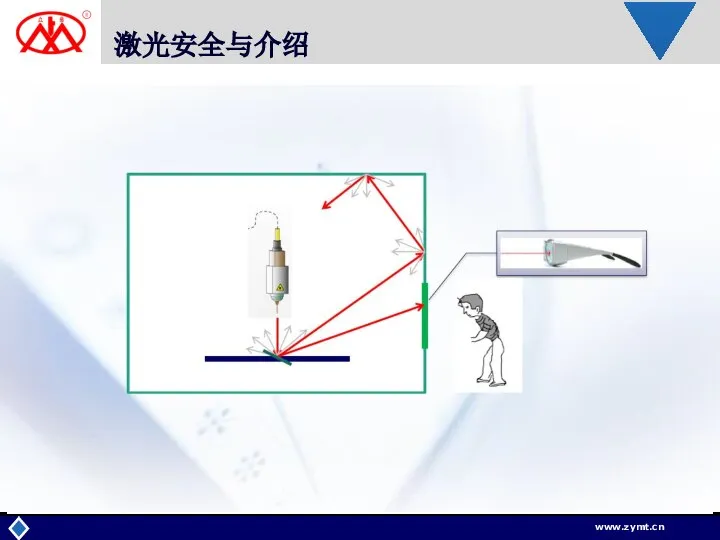
激光安全与介绍
激光安全与介绍
Слайд 10
公司产品线
单台面激光切割机ZYD系列
交换工作台激光切割机ZYP系列
交换工作台板管一体激光切割机ZYPR系列
单台面板管一体激光切割机ZYDR系列
专业激光切管机ZYR系列
ZYD3015;ZYD4015;ZYD4020;ZYD6020;ZYD6025;ZYD8025;
ZYD10025;主推3000W以下功率
ZYP3015;ZYP4020;ZYP6020;ZYP6025;ZYP8025
ZYPR3015;ZYPR4020;ZYPR6020;ZYPR6025;
ZYDR3015;ZYDR4015;ZYDR4020;ZYDR6020;ZYDR6025
ZYR6022;ZYR6032
公司产品线
单台面激光切割机ZYD系列
交换工作台激光切割机ZYP系列
交换工作台板管一体激光切割机ZYPR系列
单台面板管一体激光切割机ZYDR系列
专业激光切管机ZYR系列
ZYD3015;ZYD4015;ZYD4020;ZYD6020;ZYD6025;ZYD8025;
ZYD10025;主推3000W以下功率
ZYP3015;ZYP4020;ZYP6020;ZYP6025;ZYP8025
ZYPR3015;ZYPR4020;ZYPR6020;ZYPR6025;
ZYDR3015;ZYDR4015;ZYDR4020;ZYDR6020;ZYDR6025
ZYR6022;ZYR6032
Слайд 11
ZYP系列产品介绍
全防护大包围
※全封闭式激光防护玻璃,防止激光对人的伤害
※烟尘自动收集系统,体现绿色环保科技理念
※智能监控系统,降低事故发生率
ZYP系列产品介绍
全防护大包围
※全封闭式激光防护玻璃,防止激光对人的伤害
※烟尘自动收集系统,体现绿色环保科技理念
※智能监控系统,降低事故发生率

Слайд 12
产品介绍
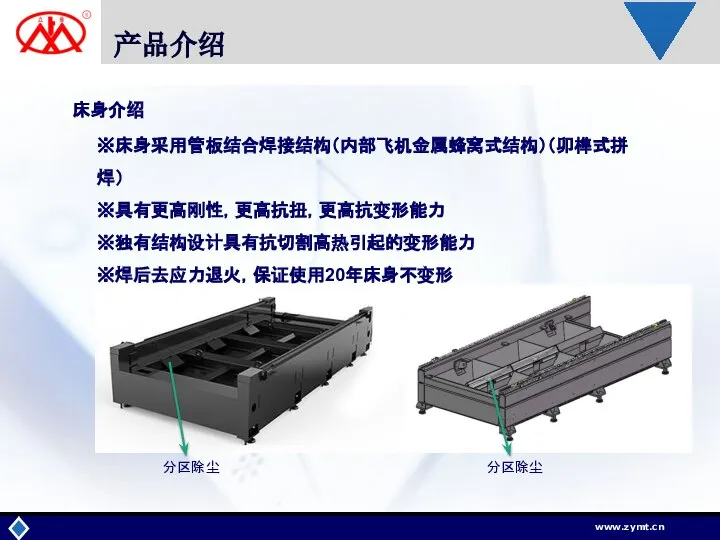
床身介绍
※床身采用管板结合焊接结构(内部飞机金属蜂窝式结构)(卯榫式拼焊)
※具有更高刚性,更高抗扭,更高抗变形能力
※独有结构设计具有抗切割高热引起的变形能力
※焊后去应力退火,保证使用20年床身不变形
分区除尘
分区除尘
产品介绍
床身介绍
※床身采用管板结合焊接结构(内部飞机金属蜂窝式结构)(卯榫式拼焊)
※具有更高刚性,更高抗扭,更高抗变形能力
※独有结构设计具有抗切割高热引起的变形能力
※焊后去应力退火,保证使用20年床身不变形
分区除尘
分区除尘
Слайд 13
产品介绍
传动介绍
※独有的传动结构,降低传动重心,传动更稳更快;
※双侧六自由度导轨锁定,单侧三滑块;
(实现导轨全面定位,配合高质量精加工工艺,更高承载力)
(带来稳定的加工精度,高效的切割能力,精准的定位效果)
※配备台湾上银H级导轨、台湾YYC/APEX齿条、日本松下电机、日本新宝减速机;
※龙门双驱结构,结构稳定,刚性好,速度快;
产品介绍
传动介绍
※独有的传动结构,降低传动重心,传动更稳更快;
※双侧六自由度导轨锁定,单侧三滑块;
(实现导轨全面定位,配合高质量精加工工艺,更高承载力)
(带来稳定的加工精度,高效的切割能力,精准的定位效果)
※配备台湾上银H级导轨、台湾YYC/APEX齿条、日本松下电机、日本新宝减速机;
※龙门双驱结构,结构稳定,刚性好,速度快;

Слайд 14
产品介绍
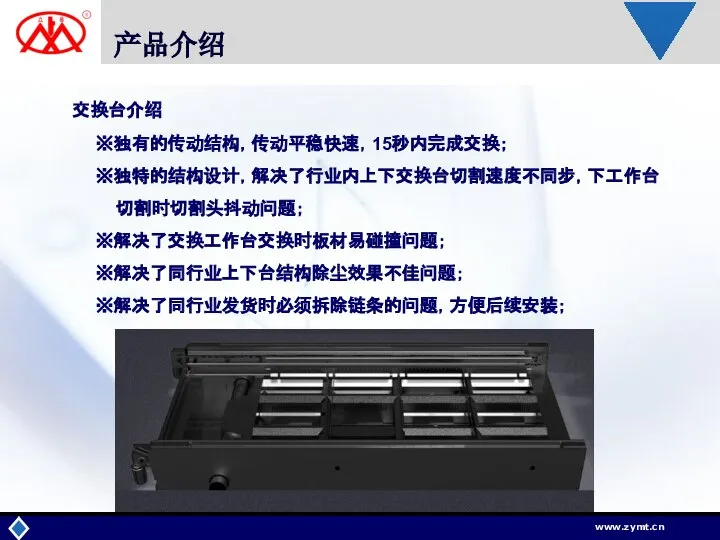
交换台介绍
※独有的传动结构,传动平稳快速,15秒内完成交换;
※独特的结构设计,解决了行业内上下交换台切割速度不同步,下工作台
切割时切割头抖动问题;
※解决了交换工作台交换时板材易碰撞问题;
※解决了同行业上下台结构除尘效果不佳问题;
※解决了同行业发货时必须拆除链条的问题,方便后续安装;
产品介绍
交换台介绍
※独有的传动结构,传动平稳快速,15秒内完成交换;
※独特的结构设计,解决了行业内上下交换台切割速度不同步,下工作台
切割时切割头抖动问题;
※解决了交换工作台交换时板材易碰撞问题;
※解决了同行业上下台结构除尘效果不佳问题;
※解决了同行业发货时必须拆除链条的问题,方便后续安装;
Слайд 15
产品介绍
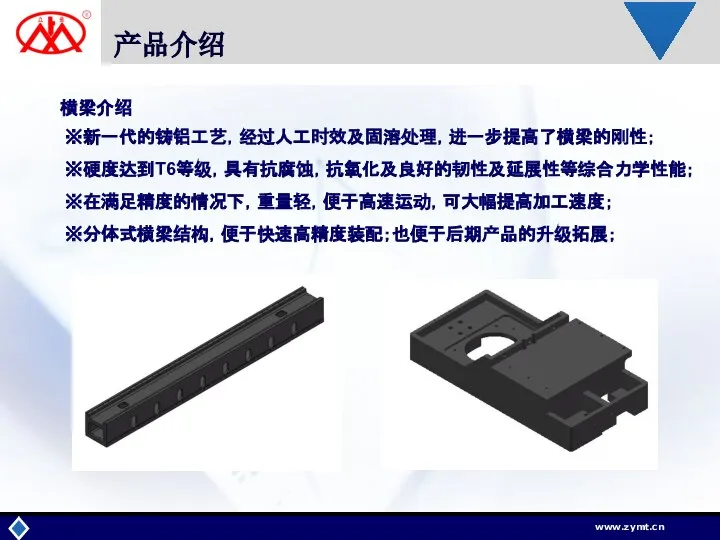
横梁介绍
※新一代的铸铝工艺,经过人工时效及固溶处理,进一步提高了横梁的刚性;
※硬度达到T6等级,具有抗腐蚀,抗氧化及良好的韧性及延展性等综合力学性能;
※在满足精度的情况下,重量轻,便于高速运动,可大幅提高加工速度;
※分体式横梁结构,便于快速高精度装配;也便于后期产品的升级拓展;
产品介绍
横梁介绍
※新一代的铸铝工艺,经过人工时效及固溶处理,进一步提高了横梁的刚性;
※硬度达到T6等级,具有抗腐蚀,抗氧化及良好的韧性及延展性等综合力学性能;
※在满足精度的情况下,重量轻,便于高速运动,可大幅提高加工速度;
※分体式横梁结构,便于快速高精度装配;也便于后期产品的升级拓展;
Слайд 16
产品介绍
气路系统介绍
※气路系统安装在主床身上,主要由氮气、氧气、空气三路气体构成;
※氮气和氧气主要作为切割辅助气体使用,连接到Z 轴系统上的伺服比例阀上
※空气有一部分经过过滤系统过滤后作为切割辅助气体及保护气体使用,另一部分供给于机床上的各执行部件使用,例如除尘气缸、定位气缸等;
产品介绍
气路系统介绍
※气路系统安装在主床身上,主要由氮气、氧气、空气三路气体构成;
※氮气和氧气主要作为切割辅助气体使用,连接到Z 轴系统上的伺服比例阀上
※空气有一部分经过过滤系统过滤后作为切割辅助气体及保护气体使用,另一部分供给于机床上的各执行部件使用,例如除尘气缸、定位气缸等;

Слайд 17
产品介绍
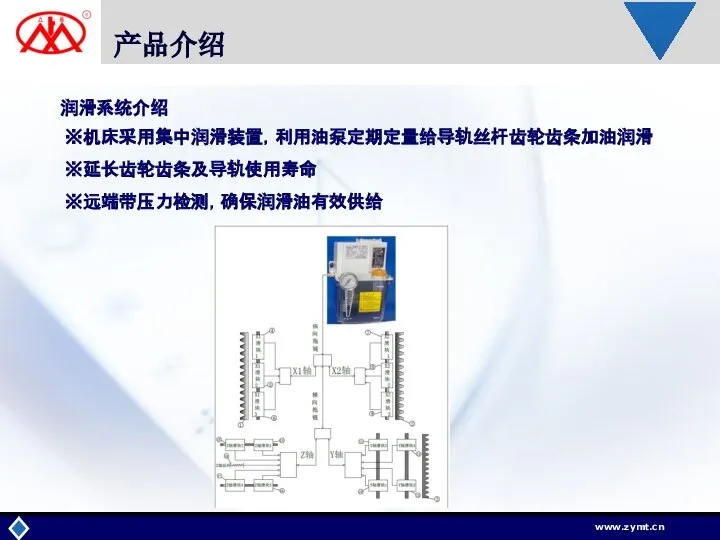
润滑系统介绍
※机床采用集中润滑装置,利用油泵定期定量给导轨丝杆齿轮齿条加油润滑
※延长齿轮齿条及导轨使用寿命
※远端带压力检测,确保润滑油有效供给
产品介绍
润滑系统介绍
※机床采用集中润滑装置,利用油泵定期定量给导轨丝杆齿轮齿条加油润滑
※延长齿轮齿条及导轨使用寿命
※远端带压力检测,确保润滑油有效供给
Слайд 18
产品介绍
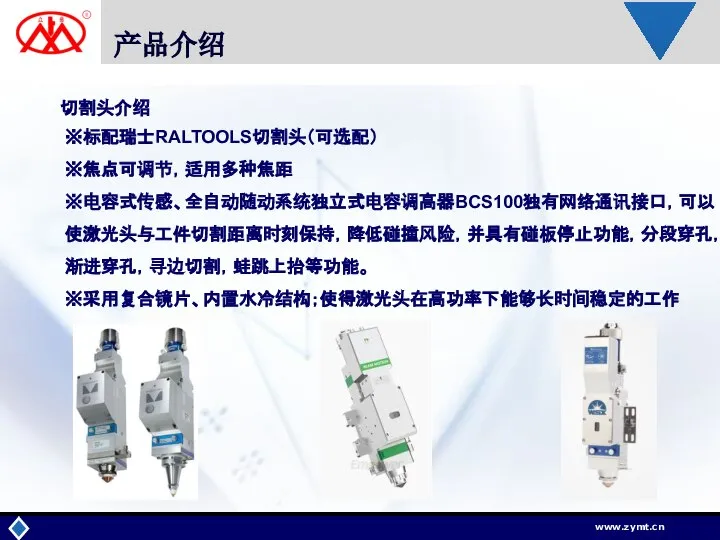
切割头介绍
※标配瑞士RALTOOLS切割头(可选配)
※焦点可调节,适用多种焦距
※电容式传感、全自动随动系统独立式电容调高器BCS100独有网络通讯接口,可以使激光头与工件切割距离时刻保持,降低碰撞风险,并具有碰板停止功能,分段穿孔,渐进穿孔,寻边切割,蛙跳上抬等功能。
※采用复合镜片、内置水冷结构;使得激光头在高功率下能够长时间稳定的工作
产品介绍
切割头介绍
※标配瑞士RALTOOLS切割头(可选配)
※焦点可调节,适用多种焦距
※电容式传感、全自动随动系统独立式电容调高器BCS100独有网络通讯接口,可以使激光头与工件切割距离时刻保持,降低碰撞风险,并具有碰板停止功能,分段穿孔,渐进穿孔,寻边切割,蛙跳上抬等功能。
※采用复合镜片、内置水冷结构;使得激光头在高功率下能够长时间稳定的工作
Слайд 19
产品介绍
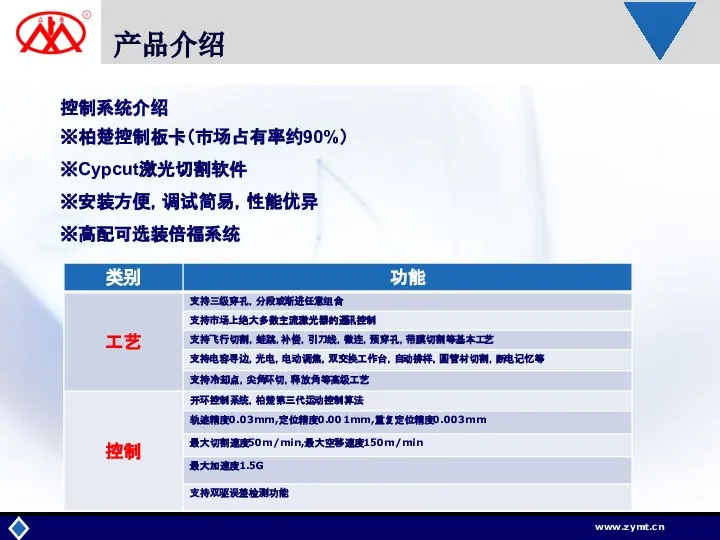
控制系统介绍
※柏楚控制板卡(市场占有率约90%)
※Cypcut激光切割软件
※安装方便,调试简易,性能优异
※高配可选装倍福系统
产品介绍
控制系统介绍
※柏楚控制板卡(市场占有率约90%)
※Cypcut激光切割软件
※安装方便,调试简易,性能优异
※高配可选装倍福系统
Слайд 20
产品介绍
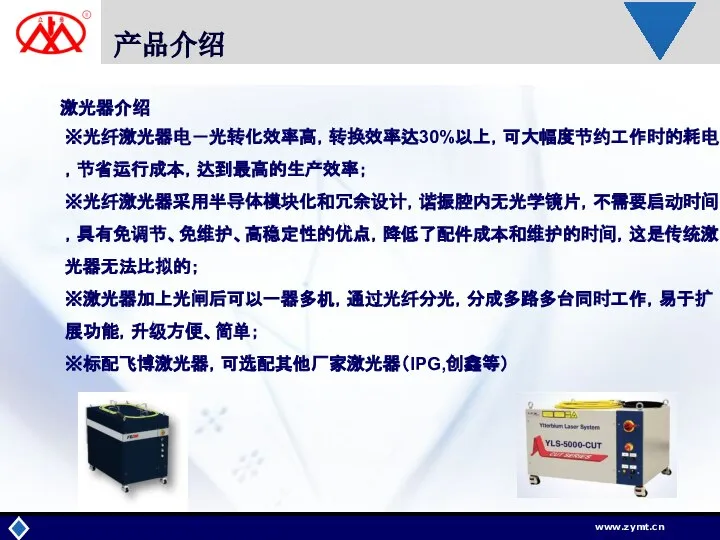
激光器介绍
※光纤激光器电-光转化效率高,转换效率达30%以上,可大幅度节约工作时的耗电,节省运行成本,达到最高的生产效率;
※光纤激光器采用半导体模块化和冗余设计,谐振腔内无光学镜片,不需要启动时间,具有免调节、免维护、高稳定性的优点,降低了配件成本和维护的时间,这是传统激光器无法比拟的;
※激光器加上光闸后可以一器多机,通过光纤分光,分成多路多台同时工作,易于扩展功能,升级方便、简单;
※标配飞博激光器,可选配其他厂家激光器(IPG,创鑫等)
产品介绍
激光器介绍
※光纤激光器电-光转化效率高,转换效率达30%以上,可大幅度节约工作时的耗电,节省运行成本,达到最高的生产效率;
※光纤激光器采用半导体模块化和冗余设计,谐振腔内无光学镜片,不需要启动时间,具有免调节、免维护、高稳定性的优点,降低了配件成本和维护的时间,这是传统激光器无法比拟的;
※激光器加上光闸后可以一器多机,通过光纤分光,分成多路多台同时工作,易于扩展功能,升级方便、简单;
※标配飞博激光器,可选配其他厂家激光器(IPG,创鑫等)
Слайд 21
产品介绍
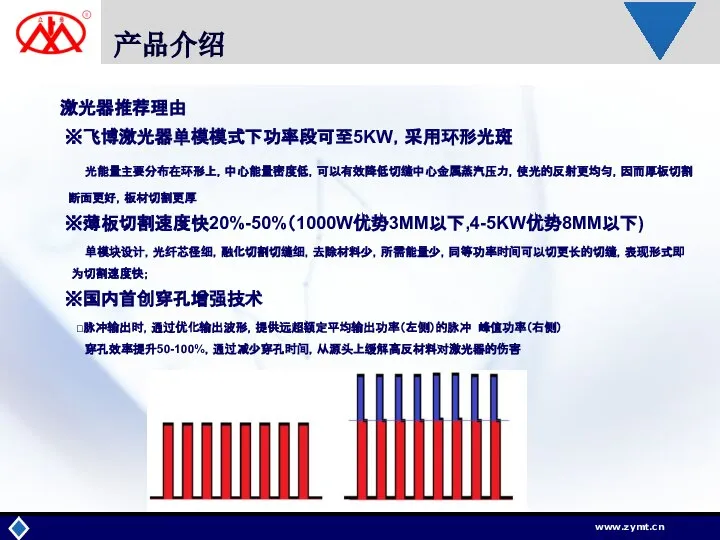
激光器推荐理由
※飞博激光器单模模式下功率段可至5KW,采用环形光斑
光能量主要分布在环形上,中心能量密度低,可以有效降低切缝中心金属蒸汽压力,使光的反射更均匀,因而厚板切割
断面更好,板材切割更厚
※薄板切割速度快20%-50%(1000W优势3MM以下,4-5KW优势8MM以下)
单模块设计,光纤芯径细,融化切割切缝细,去除材料少,所需能量少,同等功率时间可以切更长的切缝,表现形式即
为切割速度快;
※国内首创穿孔增强技术
脉冲输出时,通过优化输出波形,提供远超额定平均输出功率(左侧)的脉冲 峰值功率(右侧)
穿孔效率提升50-100%,通过减少穿孔时间,从源头上缓解高反材料对激光器的伤害
产品介绍
激光器推荐理由
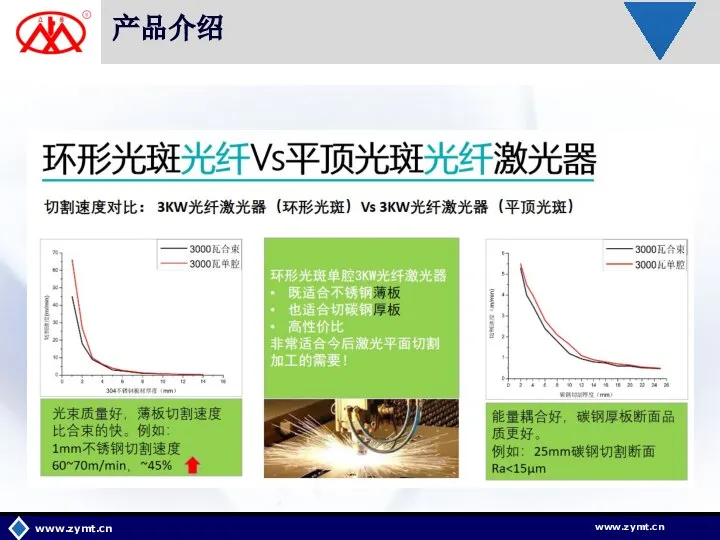
※飞博激光器单模模式下功率段可至5KW,采用环形光斑
光能量主要分布在环形上,中心能量密度低,可以有效降低切缝中心金属蒸汽压力,使光的反射更均匀,因而厚板切割
断面更好,板材切割更厚
※薄板切割速度快20%-50%(1000W优势3MM以下,4-5KW优势8MM以下)
单模块设计,光纤芯径细,融化切割切缝细,去除材料少,所需能量少,同等功率时间可以切更长的切缝,表现形式即
为切割速度快;
※国内首创穿孔增强技术
脉冲输出时,通过优化输出波形,提供远超额定平均输出功率(左侧)的脉冲 峰值功率(右侧)
穿孔效率提升50-100%,通过减少穿孔时间,从源头上缓解高反材料对激光器的伤害
Слайд 22
产品介绍
单模激光器
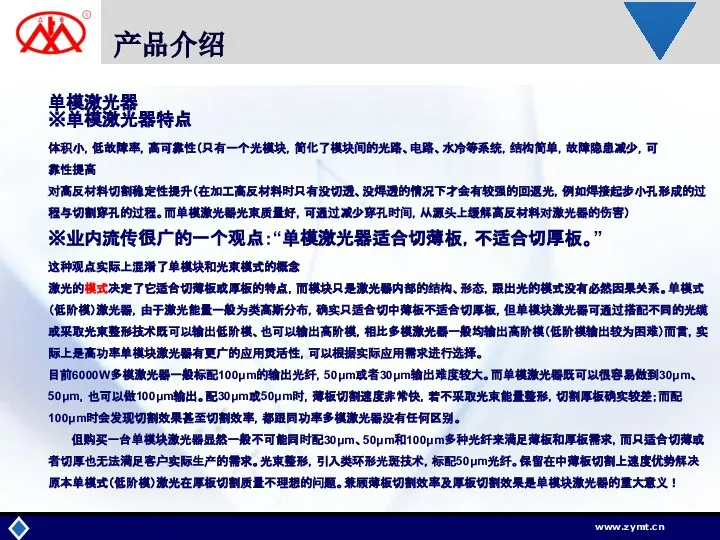
※单模激光器特点
体积小,低故障率,高可靠性(只有一个光模块,简化了模块间的光路、电路、水冷等系统,结构简单,故障隐患减少,可 靠性提高
对高反材料切割稳定性提升(在加工高反材料时只有没切透、没焊透的情况下才会有较强的回返光,例如焊接起步小孔形成的过程与切割穿孔的过程。而单模激光器光束质量好,可通过减少穿孔时间,从源头上缓解高反材料对激光器的伤害)
※业内流传很广的一个观点:“单模激光器适合切薄板,不适合切厚板。”
这种观点实际上混淆了单模块和光束模式的概念
激光的模式决定了它适合切薄板或厚板的特点,而模块只是激光器内部的结构、形态,跟出光的模式没有必然因果关系。单模式(低阶模)激光器,由于激光能量一般为类高斯分布,确实只适合切中薄板不适合切厚板,但单模块激光器可通过搭配不同的光缆或采取光束整形技术既可以输出低阶模、也可以输出高阶模,相比多模激光器一般均输出高阶模(低阶模输出较为困难)而言,实际上是高功率单模块激光器有更广的应用灵活性,可以根据实际应用需求进行选择。
目前6000W多模激光器一般标配100μm的输出光纤,50μm或者30μm输出难度较大。而单模激光器既可以很容易做到30μm、50μm,也可以做100μm输出。配30μm或50μm时,薄板切割速度非常快,若不采取光束能量整形,切割厚板确实较差;而配100μm时会发现切割效果甚至切割效率,都跟同功率多模激光器没有任何区别。
但购买一台单模块激光器显然一般不可能同时配30μm、50μm和100μm多种光纤来满足薄板和厚板需求,而只适合切薄或者切厚也无法满足客户实际生产的需求。光束整形,引入类环形光斑技术,标配50μm光纤。保留在中薄板切割上速度优势解决原本单模式(低阶模)激光在厚板切割质量不理想的问题。兼顾薄板切割效率及厚板切割效果是单模块激光器的重大意义!
产品介绍
单模激光器
※单模激光器特点
体积小,低故障率,高可靠性(只有一个光模块,简化了模块间的光路、电路、水冷等系统,结构简单,故障隐患减少,可 靠性提高
对高反材料切割稳定性提升(在加工高反材料时只有没切透、没焊透的情况下才会有较强的回返光,例如焊接起步小孔形成的过程与切割穿孔的过程。而单模激光器光束质量好,可通过减少穿孔时间,从源头上缓解高反材料对激光器的伤害)
※业内流传很广的一个观点:“单模激光器适合切薄板,不适合切厚板。”
这种观点实际上混淆了单模块和光束模式的概念
激光的模式决定了它适合切薄板或厚板的特点,而模块只是激光器内部的结构、形态,跟出光的模式没有必然因果关系。单模式(低阶模)激光器,由于激光能量一般为类高斯分布,确实只适合切中薄板不适合切厚板,但单模块激光器可通过搭配不同的光缆或采取光束整形技术既可以输出低阶模、也可以输出高阶模,相比多模激光器一般均输出高阶模(低阶模输出较为困难)而言,实际上是高功率单模块激光器有更广的应用灵活性,可以根据实际应用需求进行选择。
目前6000W多模激光器一般标配100μm的输出光纤,50μm或者30μm输出难度较大。而单模激光器既可以很容易做到30μm、50μm,也可以做100μm输出。配30μm或50μm时,薄板切割速度非常快,若不采取光束能量整形,切割厚板确实较差;而配100μm时会发现切割效果甚至切割效率,都跟同功率多模激光器没有任何区别。
但购买一台单模块激光器显然一般不可能同时配30μm、50μm和100μm多种光纤来满足薄板和厚板需求,而只适合切薄或者切厚也无法满足客户实际生产的需求。光束整形,引入类环形光斑技术,标配50μm光纤。保留在中薄板切割上速度优势解决原本单模式(低阶模)激光在厚板切割质量不理想的问题。兼顾薄板切割效率及厚板切割效果是单模块激光器的重大意义!
Слайд 23产品介绍
www.zymt.cn
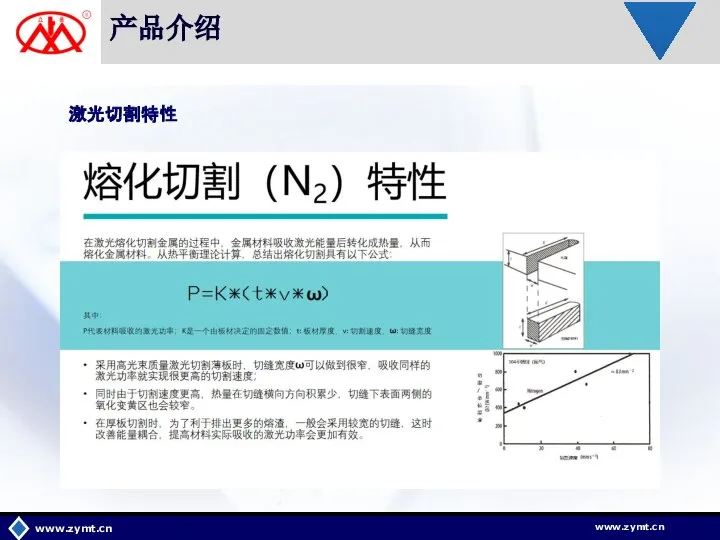
激光切割特性
产品介绍
www.zymt.cn
激光切割特性
Слайд 24产品介绍
www.zymt.cn
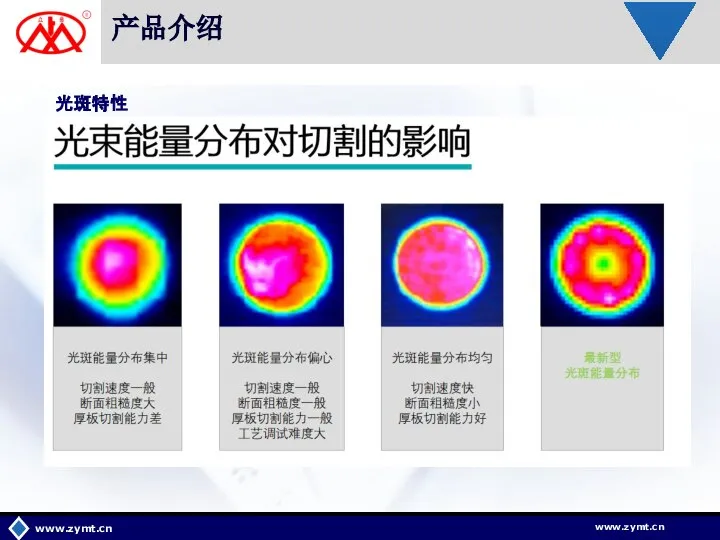
光斑特性
产品介绍
www.zymt.cn
光斑特性
Слайд 25产品介绍
www.zymt.cn
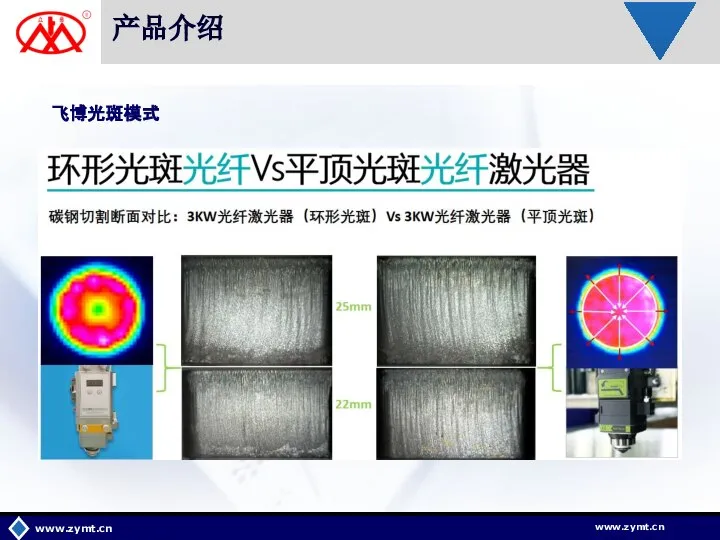
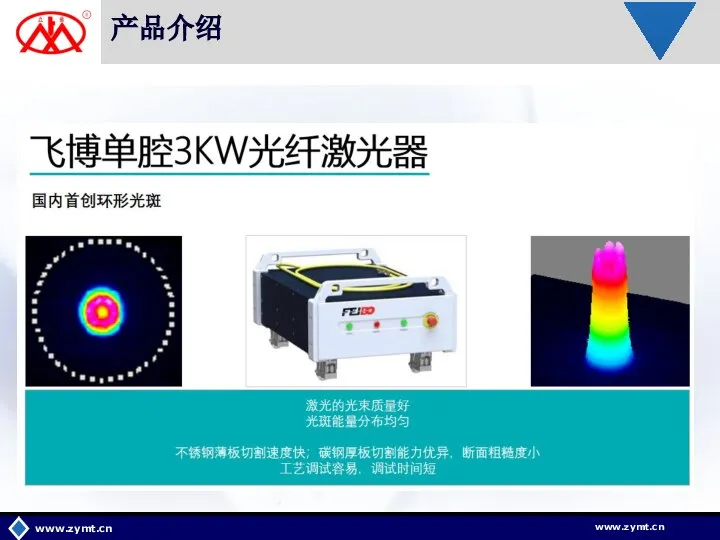
飞博光斑模式
产品介绍
www.zymt.cn
飞博光斑模式
Слайд 26产品介绍
www.zymt.cn
产品介绍
www.zymt.cn
Слайд 27产品介绍
www.zymt.cn
产品介绍
www.zymt.cn
Слайд 28产品介绍
www.zymt.cn
产品介绍
www.zymt.cn
Слайд 29产品介绍
www.zymt.cn
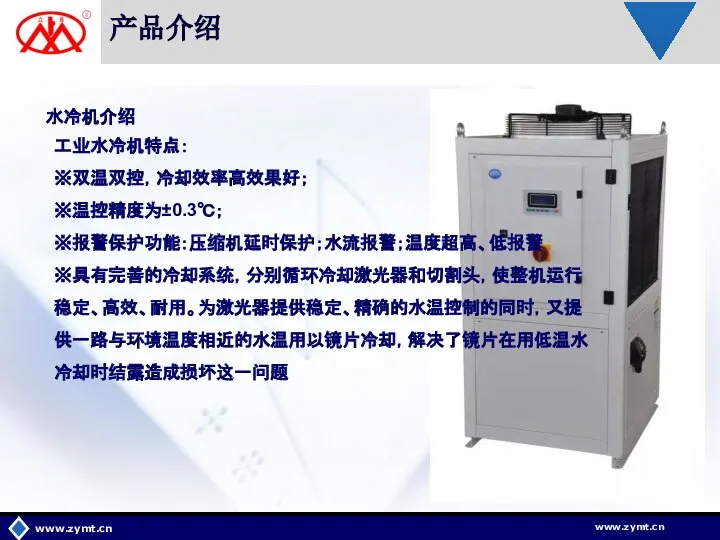
水冷机介绍
工业水冷机特点:
※双温双控,冷却效率高效果好;
※温控精度为±0.3℃;
※报警保护功能:压缩机延时保护;水流报警;温度超高、低报警
※具有完善的冷却系统,分别循环冷却激光器和切割头,使整机运行稳定、高效、耐用。为激光器提供稳定、精确的水温控制的同时,又提供一路与环境温度相近的水温用以镜片冷却,解决了镜片在用低温水冷却时结露造成损坏这一问题
产品介绍
www.zymt.cn
水冷机介绍
工业水冷机特点:
※双温双控,冷却效率高效果好;
※温控精度为±0.3℃;
※报警保护功能:压缩机延时保护;水流报警;温度超高、低报警
※具有完善的冷却系统,分别循环冷却激光器和切割头,使整机运行稳定、高效、耐用。为激光器提供稳定、精确的水温控制的同时,又提供一路与环境温度相近的水温用以镜片冷却,解决了镜片在用低温水冷却时结露造成损坏这一问题
Слайд 30产品介绍
www.zymt.cn
除尘系统
标配蜗牛风机:
※独有的风道截面设计;
※分区除尘控制,最短时间内排出烟尘;
※可选配唐纳森集尘器;
产品介绍
www.zymt.cn
除尘系统
标配蜗牛风机:
※独有的风道截面设计;
※分区除尘控制,最短时间内排出烟尘;
※可选配唐纳森集尘器;
Слайд 31
产品介绍
ZYP系列机型技术参数
产品介绍
ZYP系列机型技术参数

Слайд 32
产品介绍
ZYD系列机型技术参数
产品介绍
ZYD系列机型技术参数

Слайд 33
产品介绍
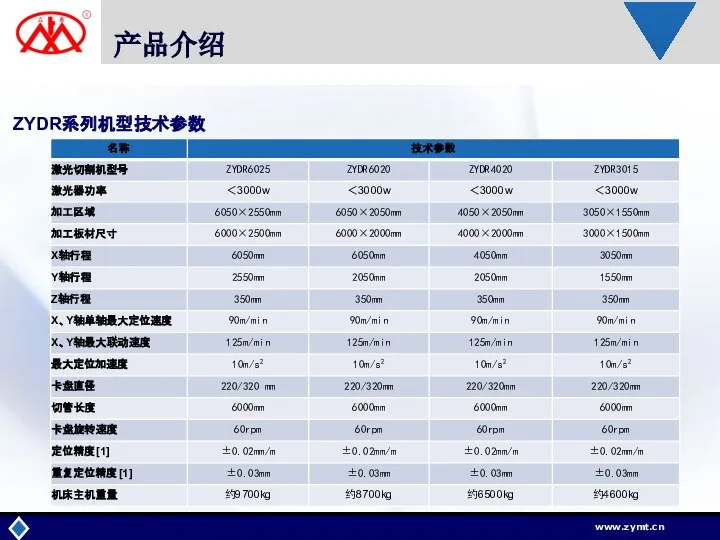
ZYDR系列机型技术参数
产品介绍
ZYDR系列机型技术参数
Слайд 34
产品介绍
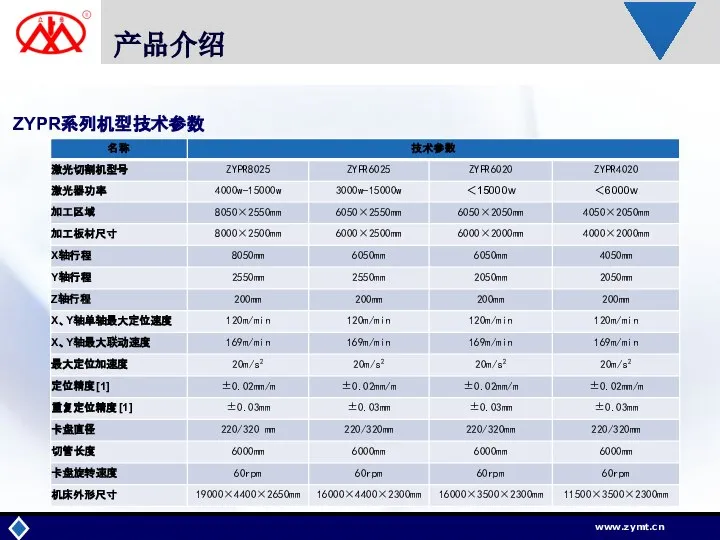
ZYPR系列机型技术参数
产品介绍
ZYPR系列机型技术参数
Слайд 35
产品介绍
ZYR系列机型技术参数
产品介绍
ZYR系列机型技术参数

Слайд 36
切割能力
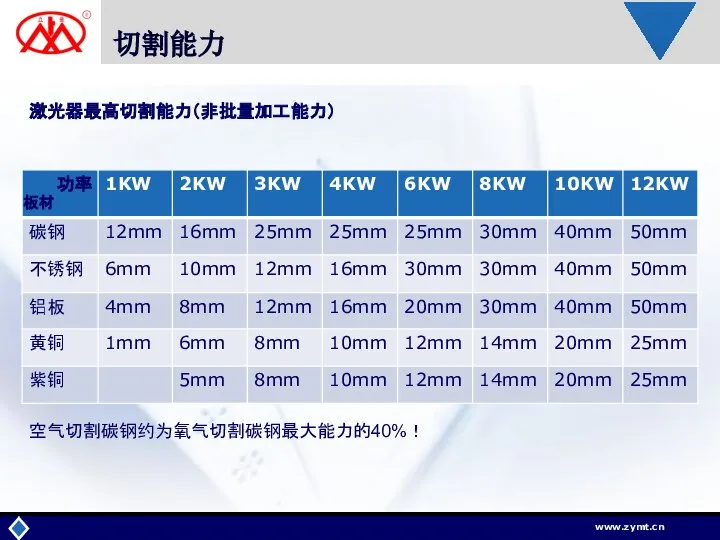
激光器最高切割能力(非批量加工能力)
板材
功率
空气切割碳钢约为氧气切割碳钢最大能力的40%!
切割能力
激光器最高切割能力(非批量加工能力)
板材
功率
空气切割碳钢约为氧气切割碳钢最大能力的40%!
Слайд 37
切割气体介绍
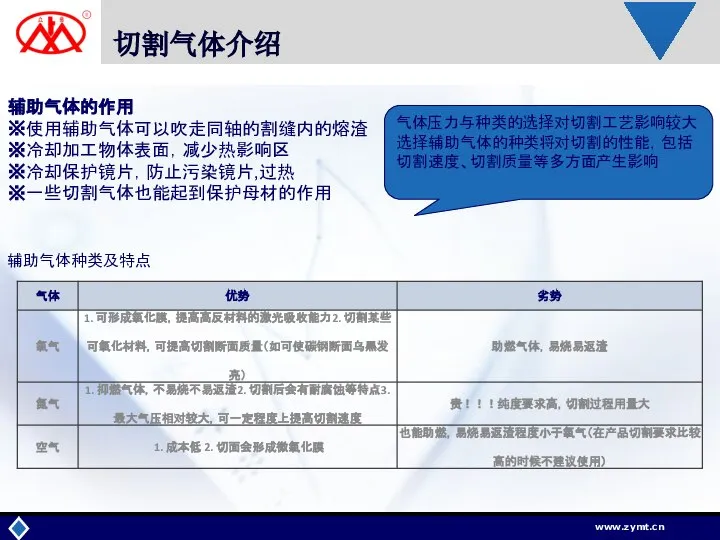
辅助气体的作用
※使用辅助气体可以吹走同轴的割缝内的熔渣
※冷却加工物体表面,减少热影响区
※冷却保护镜片,防止污染镜片,过热
※一些切割气体也能起到保护母材的作用
气体压力与种类的选择对切割工艺影响较大
选择辅助气体的种类将对切割的性能,包括
切割速度、切割质量等多方面产生影响
辅助气体种类及特点
切割气体介绍
辅助气体的作用
※使用辅助气体可以吹走同轴的割缝内的熔渣
※冷却加工物体表面,减少热影响区
※冷却保护镜片,防止污染镜片,过热
※一些切割气体也能起到保护母材的作用
气体压力与种类的选择对切割工艺影响较大
选择辅助气体的种类将对切割的性能,包括
切割速度、切割质量等多方面产生影响
辅助气体种类及特点
Слайд 38
切割气体介绍
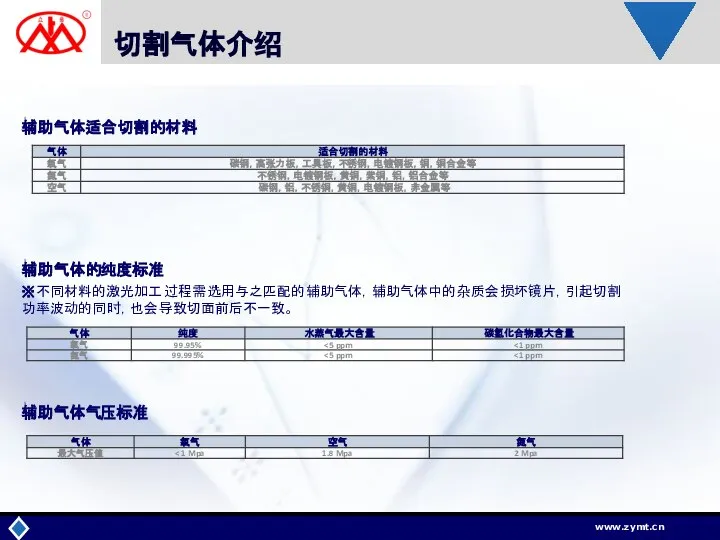
辅助气体适合切割的材料
辅助气体的纯度标准
※不同材料的激光加工过程需选用与之匹配的辅助气体,辅助气体中的杂质会损坏镜片,引起切割功率波动的同时,也会导致切面前后不一致。
辅助气体气压标准
切割气体介绍
辅助气体适合切割的材料
辅助气体的纯度标准
※不同材料的激光加工过程需选用与之匹配的辅助气体,辅助气体中的杂质会损坏镜片,引起切割功率波动的同时,也会导致切面前后不一致。
辅助气体气压标准
Слайд 39
切割气体介绍
※总结:
※辅助气体在切割过程中,是可以防返渣,从而起到保护激光头内部镜片的作用。 ※在加工功率、材料及板材厚度等条件相同的情况下,气压越大,在单位速度中可吹除的烟 尘越多。
※使用的气压值越高,激光切割的速度也可越快。在切薄板飞行切割时,通常采用氮气。
※薄板切割速度的一般规律:
氧气 < 空气 < 氮气 (进行厚板材的激光切割,不适用以上的一般规律)
※空气切割客户必须配备冷干机及过滤器,此处需要销售和客户前期沟通清楚!
空气作为切割气体,要求颗粒,油过滤精度0.01um;
气源质量符合ISO8573.1.6.1标准,气源处必须安装冷干机及过滤器;推荐品牌PARKER;
切割气体介绍
※总结:
※辅助气体在切割过程中,是可以防返渣,从而起到保护激光头内部镜片的作用。 ※在加工功率、材料及板材厚度等条件相同的情况下,气压越大,在单位速度中可吹除的烟 尘越多。
※使用的气压值越高,激光切割的速度也可越快。在切薄板飞行切割时,通常采用氮气。
※薄板切割速度的一般规律:
氧气 < 空气 < 氮气 (进行厚板材的激光切割,不适用以上的一般规律)
※空气切割客户必须配备冷干机及过滤器,此处需要销售和客户前期沟通清楚!
空气作为切割气体,要求颗粒,油过滤精度0.01um;
气源质量符合ISO8573.1.6.1标准,气源处必须安装冷干机及过滤器;推荐品牌PARKER;
Слайд 40
生产过程(优势)
下料焊接
高温回火
回火过程控制监控
生产过程(优势)
下料焊接
高温回火
回火过程控制监控

Слайд 41
生产过程(优势)
机械加工
表面喷涂
精细打磨,刮腻子
工作台框加工
横梁加工
主床身加工
副床身加工
底漆+面漆
超大型龙门五面体加工中心,最大加工范围18米X5米
满足市面上所有超大型机床加工,一次装夹无需接刀
生产过程(优势)
机械加工
表面喷涂
精细打磨,刮腻子
工作台框加工
横梁加工
主床身加工
副床身加工
底漆+面漆
超大型龙门五面体加工中心,最大加工范围18米X5米
满足市面上所有超大型机床加工,一次装夹无需接刀

Слайд 42
生产过程(优势)
装配过程
每两根齿条拼接处的精度控制在0.01mm以内
每一颗螺丝严格按照标准扭矩锁紧
专业准直仪测量导轨直线度
专业激光干涉仪精度补偿
生产过程(优势)
装配过程
每两根齿条拼接处的精度控制在0.01mm以内
每一颗螺丝严格按照标准扭矩锁紧
专业准直仪测量导轨直线度
专业激光干涉仪精度补偿

Слайд 43
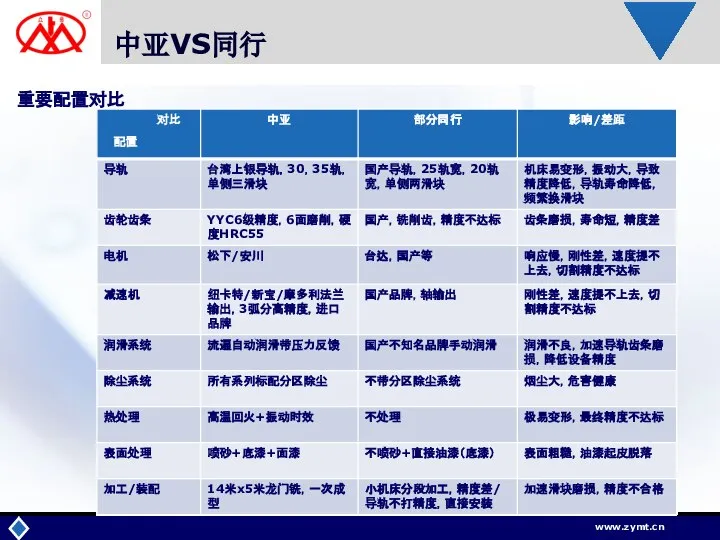
中亚VS同行
重要配置对比
配置
中亚VS同行
重要配置对比
配置
Слайд 44
中亚VS同行
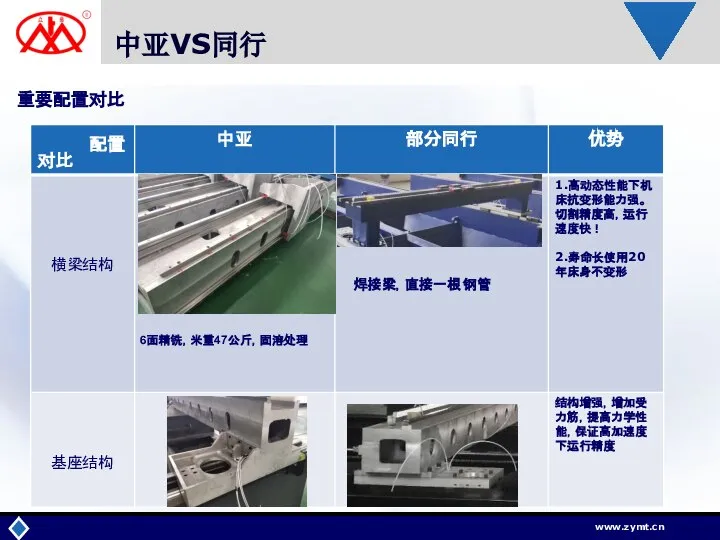
重要配置对比
配置
中间隔板,提高强度
底部加宽,增强刚性,
抗扭曲变形
中亚VS同行
重要配置对比
配置
中间隔板,提高强度
底部加宽,增强刚性,
抗扭曲变形

Слайд 45
中亚VS同行
重要配置对比
配置
6面精铣,米重47公斤,固溶处理
焊接梁,直接一根钢管
中亚VS同行
重要配置对比
配置
6面精铣,米重47公斤,固溶处理
焊接梁,直接一根钢管
Слайд 46
中亚VS同行
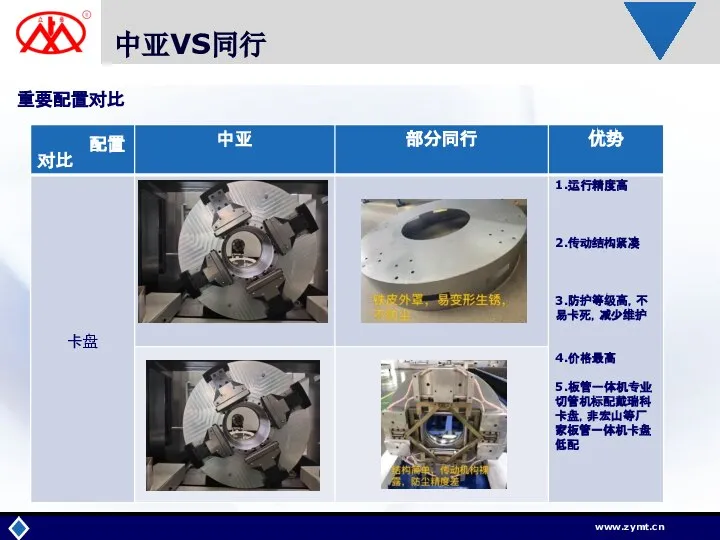
重要配置对比
配置
中亚VS同行
重要配置对比
配置
Слайд 47
中亚VS同行
重要配置对比
配置
齿轮传动,精度高可长期保持
寿命长
中亚VS同行
重要配置对比
配置
齿轮传动,精度高可长期保持
寿命长

Слайд 48说明
www.zymt.cn
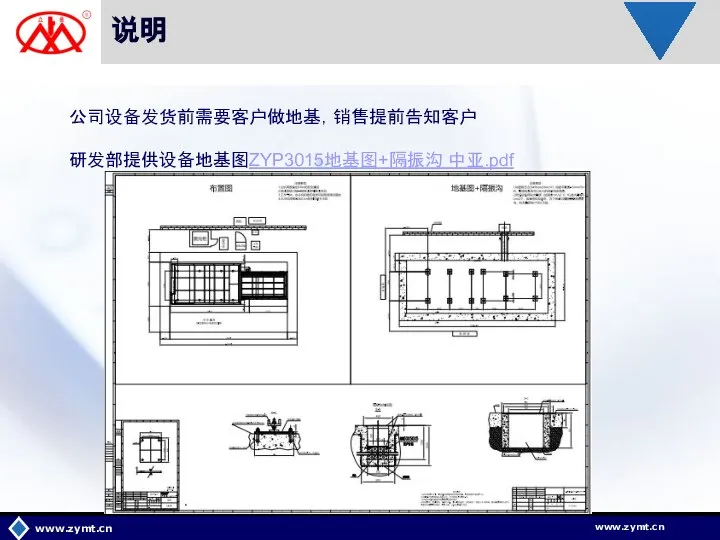
公司设备发货前需要客户做地基,销售提前告知客户
研发部提供设备地基图ZYP3015地基图+隔振沟 中亚.pdf
说明
www.zymt.cn
公司设备发货前需要客户做地基,销售提前告知客户
研发部提供设备地基图ZYP3015地基图+隔振沟 中亚.pdf
Слайд 49切割参数参考
www.zymt.cn
切割参数参考
www.zymt.cn

Слайд 50切割参数参考
www.zymt.cn
切割参数参考
www.zymt.cn

Слайд 51切割参数参考
www.zymt.cn
切割参数参考
www.zymt.cn

Слайд 52切割参数参考
www.zymt.cn
切割工艺参数(500W-15000W).xlsx
切割参数参考
www.zymt.cn
切割工艺参数(500W-15000W).xlsx

Слайд 53销售必须知道的问题
www.zymt.cn
1.如何选择激光切割机台面及激光目标客户群
1激光切割机应用行业.docx G:\激光培训相关\如何选购激光切割机.doc
2.如何推荐激光器功率
结合工艺参数表,根据客户板材厚度,板材种类,切割效率综合推荐
3.产品对比同行的优势,扬长避短
4.激光产品必须了解的名词和参数及技术参数解释
G:\激光培训相关\中亚机床ZYP3015-2000W技术协议 (飞博+日系).doc
5.切管机尾料长度
210MM
销售必须知道的问题
www.zymt.cn
1.如何选择激光切割机台面及激光目标客户群
1激光切割机应用行业.docx G:\激光培训相关\如何选购激光切割机.doc
2.如何推荐激光器功率
结合工艺参数表,根据客户板材厚度,板材种类,切割效率综合推荐
3.产品对比同行的优势,扬长避短
4.激光产品必须了解的名词和参数及技术参数解释
G:\激光培训相关\中亚机床ZYP3015-2000W技术协议 (飞博+日系).doc
5.切管机尾料长度
210MM
Слайд 54销售必须了解的名词
www.zymt.cn
1.什么是固溶处理?什么是T6热处理?有什么作用?
T6:固溶热处理后进行人工时效的状态。
T6 是 变形铝合金的一种热处理工艺,是固溶处理(对于钢铁此过程称作“淬火”)+ 人工时效的过程!
2.什么是人工时效?有什么作用?
3.什么是去应力退火?有什么作用?
人工时效是将铸件加热到550~650℃进行去应力退火,它比自然时效节省时间,残余应力去除较为彻底。
去应力退火是将工件加热到Ac1以下的适当温度,保温一定时间后逐渐缓慢冷却的工艺方法。
其目的是为了去除由于机械加工、变形加工、铸造、锻造、热处理以及焊接后等产生的残余应力。
4.什么是振动时效?有什么作用?
5.什么是定位精度?
振动时效的实质是通过振动的形式给工件施加一个动应力,当动应力与工件本身的残余应力叠加后,达到或超过材料的微观屈服极限时,工件就会发生微观或宏观的局部、整体的弹性塑性变形,同时降低并均化工件内部的残余应力,最终达到防止工件变形与开裂,稳定工件尺寸与几何精度的目的。
定位精度就是程序指定移动量与实际移动量之间的误差。
比如:程序输入X轴正方形移动500mm 实际测量移动量是499.95 这个定位精度就是 0.05/500
销售必须了解的名词
www.zymt.cn
1.什么是固溶处理?什么是T6热处理?有什么作用?
T6:固溶热处理后进行人工时效的状态。
T6 是 变形铝合金的一种热处理工艺,是固溶处理(对于钢铁此过程称作“淬火”)+ 人工时效的过程!
2.什么是人工时效?有什么作用?
3.什么是去应力退火?有什么作用?
人工时效是将铸件加热到550~650℃进行去应力退火,它比自然时效节省时间,残余应力去除较为彻底。
去应力退火是将工件加热到Ac1以下的适当温度,保温一定时间后逐渐缓慢冷却的工艺方法。
其目的是为了去除由于机械加工、变形加工、铸造、锻造、热处理以及焊接后等产生的残余应力。
4.什么是振动时效?有什么作用?
5.什么是定位精度?
振动时效的实质是通过振动的形式给工件施加一个动应力,当动应力与工件本身的残余应力叠加后,达到或超过材料的微观屈服极限时,工件就会发生微观或宏观的局部、整体的弹性塑性变形,同时降低并均化工件内部的残余应力,最终达到防止工件变形与开裂,稳定工件尺寸与几何精度的目的。
定位精度就是程序指定移动量与实际移动量之间的误差。
比如:程序输入X轴正方形移动500mm 实际测量移动量是499.95 这个定位精度就是 0.05/500
Слайд 55销售必须了解的名词
www.zymt.cn
6.什么是重复定位精度?
重复定位精度就是 每次前进和退回 是不是停留在同一个点上。
比如:当前测量X轴位置表显示500mm
程序给定指令正方向进给500mm
然后程序给定指定负方向进给500mm,此时如果没有误差的话应该是500mm,
但是因为重复定位误差,这时候表可能显示500.05mm或者499.95mm 此时的重复定位精度就是 0.05/500
7.什么是加速度?该值有什么实际意义?
加速度是速度变化量与发生这一变化所用时间的比值.是描述物体速度改变快慢的物理量。
比如特斯拉百公里破百,实际加速度可达到9M/S2,加速性能远低于我们激光切割机加速速度,
加速度越大切割薄板速度越快,效率越高
8.什么是空移速度,有什么实际意义?
9.怎么衡量一台激光切割机的好坏?
业内也称快速移动速度,即加工完后刀具(切割头)抬起后机床的移动速度,速度越大,移动越快,节约的时间越长,因而整体切割过程更快,效率更高!意义如同普通铁路运输和高铁运输的区别。
速度,加速度,精度,切割板厚及切割速度,配置等
销售必须了解的名词
www.zymt.cn
6.什么是重复定位精度?
重复定位精度就是 每次前进和退回 是不是停留在同一个点上。
比如:当前测量X轴位置表显示500mm
程序给定指令正方向进给500mm
然后程序给定指定负方向进给500mm,此时如果没有误差的话应该是500mm,
但是因为重复定位误差,这时候表可能显示500.05mm或者499.95mm 此时的重复定位精度就是 0.05/500
7.什么是加速度?该值有什么实际意义?
加速度是速度变化量与发生这一变化所用时间的比值.是描述物体速度改变快慢的物理量。
比如特斯拉百公里破百,实际加速度可达到9M/S2,加速性能远低于我们激光切割机加速速度,
加速度越大切割薄板速度越快,效率越高
8.什么是空移速度,有什么实际意义?
9.怎么衡量一台激光切割机的好坏?
业内也称快速移动速度,即加工完后刀具(切割头)抬起后机床的移动速度,速度越大,移动越快,节约的时间越长,因而整体切割过程更快,效率更高!意义如同普通铁路运输和高铁运输的区别。
速度,加速度,精度,切割板厚及切割速度,配置等
Слайд 56配置介绍
www.zymt.cn
切割头配置推荐
1.手动调焦系列BT220(2KW),BT240(4KW)
2.自动调焦系列BM109(1.5KW),BM110(3.3KW步进电机)新推出款,BM111(3.3KW)
BM114(4/6KW),BM115(6/8/12KW)
3.柏楚黑金刚切割头BLT640(最高匹配12KW),BLT831(最高匹配15KW)
4.普雷兹特切割头Procutter(8kw以上功率段选配)
配置介绍
www.zymt.cn
切割头配置推荐
1.手动调焦系列BT220(2KW),BT240(4KW)
2.自动调焦系列BM109(1.5KW),BM110(3.3KW步进电机)新推出款,BM111(3.3KW)
BM114(4/6KW),BM115(6/8/12KW)
3.柏楚黑金刚切割头BLT640(最高匹配12KW),BLT831(最高匹配15KW)
4.普雷兹特切割头Procutter(8kw以上功率段选配)

Слайд 57配置介绍
系统介绍
1.FSCUT1000低功率板卡系统
目前中亚部分1000W功率段使用,为数不多
2.FSCUT2000中功率板卡系统
目前中亚绝大多数使用
3.FSCUT3000板管一体机系统
4.FSCUT5000专业切管机系统
专业切管机也可以采用FSCUT3000系统,客户若没有要求不需要特意强调系统型号,
只需告知是柏楚切管专用系统
5.FSCUT8000高功率总线系统
FSCUT8000系统是针对8KW及以上超高功率光纤激光切割需求推出的一款高端智能总线系统。
具备稳定可靠,部署方便,调试简易,生产安全,功能丰富,性能优异等特点;
支持并提供模块化、个性化、自动化、信息化方案。是目前市场上最高端的总线式专用激光切割系统。
配置介绍
系统介绍
1.FSCUT1000低功率板卡系统
目前中亚部分1000W功率段使用,为数不多
2.FSCUT2000中功率板卡系统
目前中亚绝大多数使用
3.FSCUT3000板管一体机系统
4.FSCUT5000专业切管机系统
专业切管机也可以采用FSCUT3000系统,客户若没有要求不需要特意强调系统型号,
只需告知是柏楚切管专用系统
5.FSCUT8000高功率总线系统
FSCUT8000系统是针对8KW及以上超高功率光纤激光切割需求推出的一款高端智能总线系统。
具备稳定可靠,部署方便,调试简易,生产安全,功能丰富,性能优异等特点;
支持并提供模块化、个性化、自动化、信息化方案。是目前市场上最高端的总线式专用激光切割系统。
Слайд 58配置介绍
空压机推荐介绍
1.激光器功率小于3000W,推荐使用排气量1.0m³/min,排气压力1.6Mpa,空压机功率11KW
2.激光器功率4000W,推荐使用排气量1.2m³/min,排气压力3.0Mpa,空压机功率15KW
3.激光器功率6000-15000W,推荐使用排气量2.0m³/min,排气压力3.0Mpa,空压机功率22KW
说明:※空气切割客户必须配备冷干机及过滤器,此处需要销售和客户前期沟通清楚!
空气作为切割气体,要求颗粒,油过滤精度0.01um;
气源质量符合ISO8573.1.6.1标准,气源处必须安装冷干机及过滤器;推荐品牌PARKER;
配置介绍
空压机推荐介绍
1.激光器功率小于3000W,推荐使用排气量1.0m³/min,排气压力1.6Mpa,空压机功率11KW
2.激光器功率4000W,推荐使用排气量1.2m³/min,排气压力3.0Mpa,空压机功率15KW
3.激光器功率6000-15000W,推荐使用排气量2.0m³/min,排气压力3.0Mpa,空压机功率22KW
说明:※空气切割客户必须配备冷干机及过滤器,此处需要销售和客户前期沟通清楚!
空气作为切割气体,要求颗粒,油过滤精度0.01um;
气源质量符合ISO8573.1.6.1标准,气源处必须安装冷干机及过滤器;推荐品牌PARKER;
Слайд 59配置介绍
稳压器推荐
配置介绍
稳压器推荐

 Театр в XVIII веке в России
Театр в XVIII веке в России My native district
My native district  ПРЕИМУЩЕСТВА ТРЦ ТАМАША Рекламная поддержка бизнеса арендаторов Индивидуальный гибкий подход к арендаторам Вместительный парки
ПРЕИМУЩЕСТВА ТРЦ ТАМАША Рекламная поддержка бизнеса арендаторов Индивидуальный гибкий подход к арендаторам Вместительный парки Электротермические установки
Электротермические установки Ольга Панова науч форум магистратуры
Ольга Панова науч форум магистратуры Изготовление и монтаж секции двойного дна рудовоза
Изготовление и монтаж секции двойного дна рудовоза Столярные шиповые соединения
Столярные шиповые соединения Zhigunova_E_M
Zhigunova_E_M Презентацияпо теме«Коммуникативные качества речи»учителя русского языка и литературыМОУ «СОШ № 53» г. КурганаЕфимовой Нины Ни
Презентацияпо теме«Коммуникативные качества речи»учителя русского языка и литературыМОУ «СОШ № 53» г. КурганаЕфимовой Нины Ни Некоммерческие организации
Некоммерческие организации Люди и куклы
Люди и куклы Презентация на тему Алхимики
Презентация на тему Алхимики Презентация на тему Физическая природа звезд
Презентация на тему Физическая природа звезд  Природные комплексы Северного Кавказа
Природные комплексы Северного Кавказа Оборудование для проведения деловых мероприятий
Оборудование для проведения деловых мероприятий Инфолист. Марусланов В.И
Инфолист. Марусланов В.И Матовая водно-дисперсионная краска для стен и потолков внутри помещения
Матовая водно-дисперсионная краска для стен и потолков внутри помещения Эти увлекательные занятия
Эти увлекательные занятия 5 октябрь Стратегик бошкариш фанидан лекцияга
5 октябрь Стратегик бошкариш фанидан лекцияга Подросток в группе 7 класс
Подросток в группе 7 класс Административное право. (Тема 16)
Административное право. (Тема 16) Автоматизация РЭИ 2020
Автоматизация РЭИ 2020 Война памятников
Война памятников Обучение звуковому анализу слов детей старшего дошкольного возраста
Обучение звуковому анализу слов детей старшего дошкольного возраста Ребусы
Ребусы Система адаптации нового сотрудника ФГУП Почта России
Система адаптации нового сотрудника ФГУП Почта России Я гражданин России
Я гражданин России Из чего состоит наша пища
Из чего состоит наша пища