- 1347871_1

Содержание
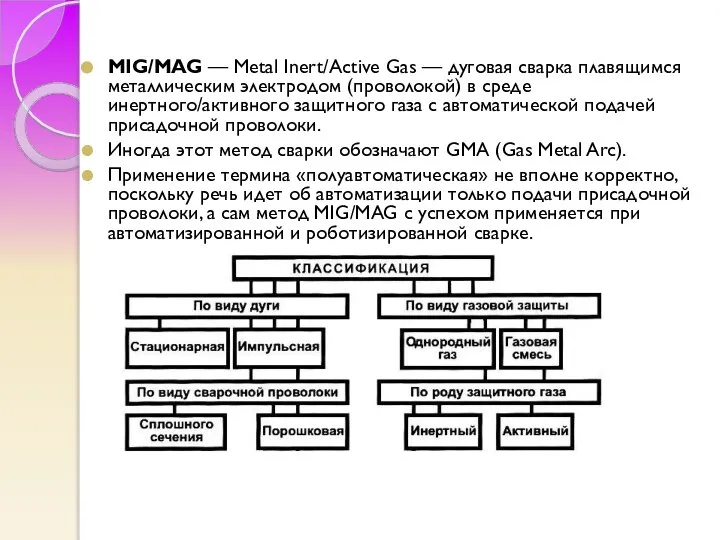
- 2. MIG/MAG — Metal Inert/Active Gas — дуговая сварка плавящимся металлическим электродом (проволокой) в среде инертного/активного защитного
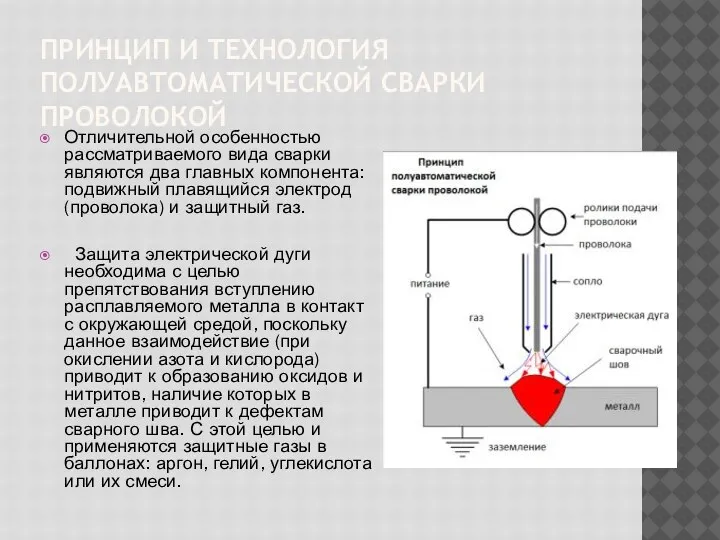
- 3. ПРИНЦИП И ТЕХНОЛОГИЯ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ ПРОВОЛОКОЙ Отличительной особенностью рассматриваемого вида сварки являются два главных компонента: подвижный
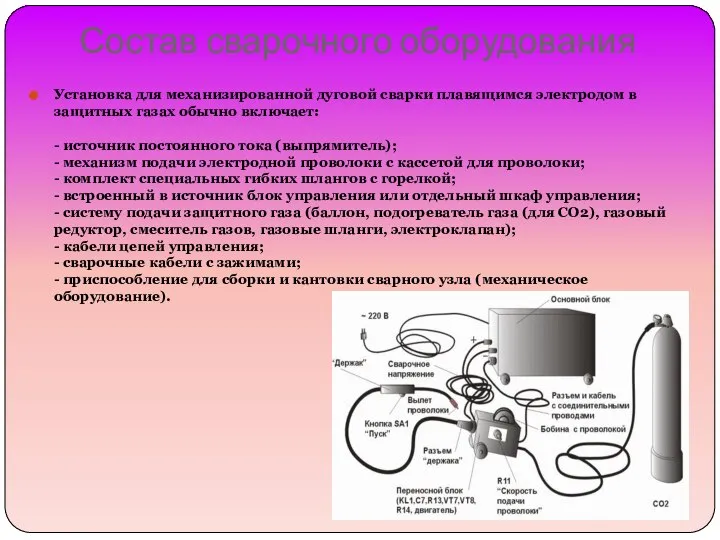
- 4. Состав сварочного оборудования Установка для механизированной дуговой сварки плавящимся электродом в защитных газах обычно включает: -
- 5. Последовательность включения При пуске сварочного аппарата схема управления должна обеспечивать такую последовательность включения частей и механизмов
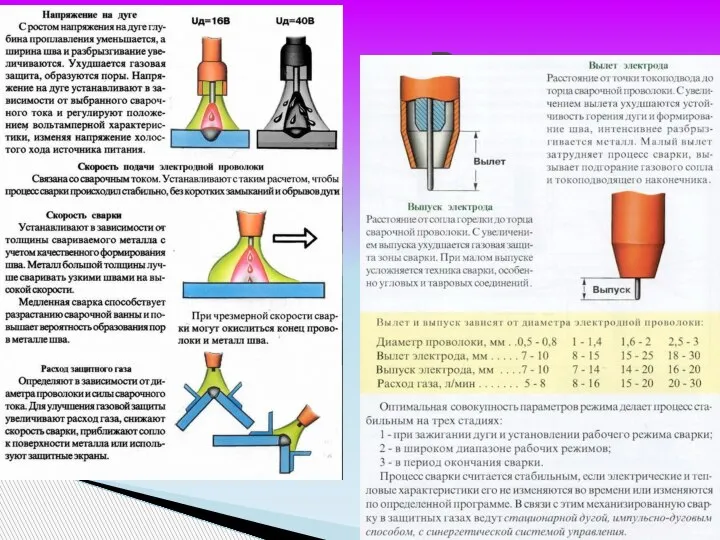
- 6. Основными параметрами автоматизированной дуговой сварки плавящимся электродом в СО2, Аг, Не и смесях газов (MAG, MIG)
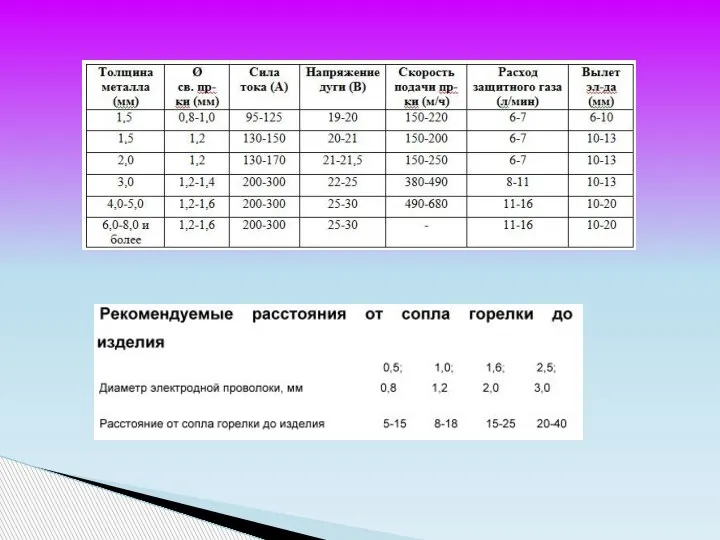
- 7. Режимы
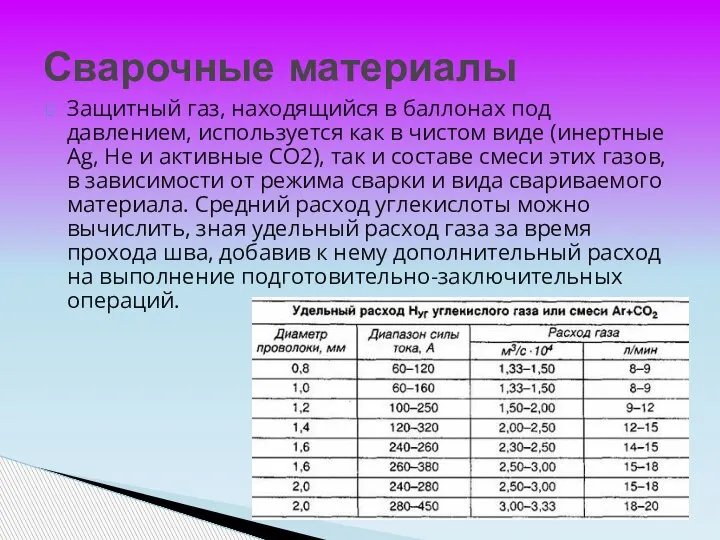
- 9. Защитный газ, находящийся в баллонах под давлением, используется как в чистом виде (инертные Ag, He и
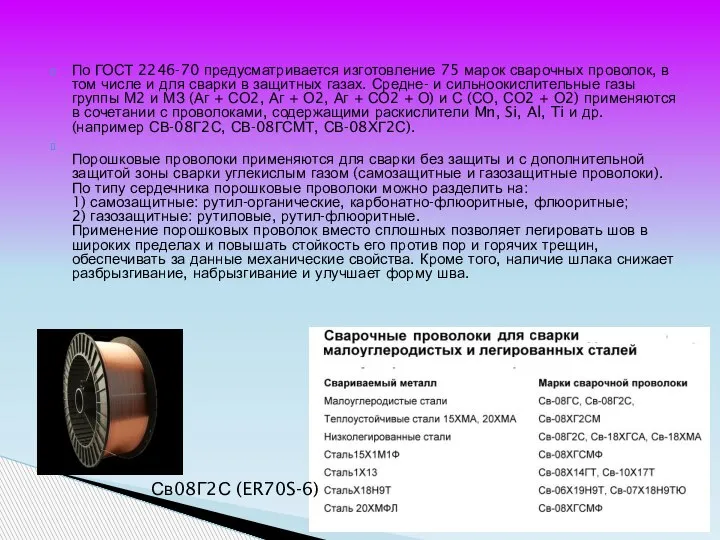
- 10. По ГОСТ 2246-70 предусматривается изготовление 75 марок сварочных проволок, в том числе и для сварки в
- 11. Аппарат для полуавтоматической сварки должен быть на 380В (3-х фазный), с максимальным сварочным током не менее
- 12. Основным исполнением полуавтоматов является по способу защиты зоны дуги: -для сварки в активных газах (Г); -для
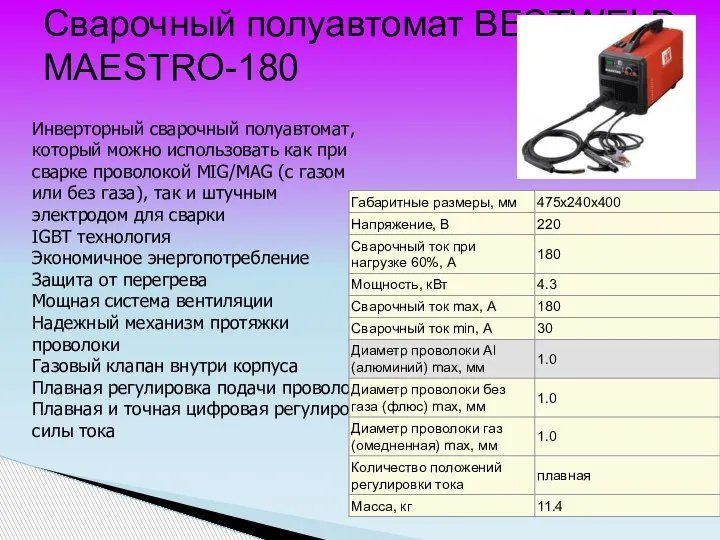
- 13. Сварочный полуавтомат BESTWELD MAESTRO-180 Инверторный сварочный полуавтомат, который можно использовать как при сварке проволокой MIG/MAG (с
- 14. Горелки для сварочных полуавтоматов Горелки для полуавтоматической сварки MIG/MAG различают по номинальному сварочному току, виду охлаждения
- 15. Проверка горелки перед сваркой 1. Сварочная проволока 2. Газовое сопло 3. Токоподводящий мундштук 4. Корпус горелки
- 17. Скачать презентацию
Слайд 2MIG/MAG — Metal Inert/Active Gas — дуговая сварка плавящимся металлическим электродом (проволокой) в
MIG/MAG — Metal Inert/Active Gas — дуговая сварка плавящимся металлическим электродом (проволокой) в
Слайд 3ПРИНЦИП И ТЕХНОЛОГИЯ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ ПРОВОЛОКОЙ
Отличительной особенностью рассматриваемого вида сварки являются два
ПРИНЦИП И ТЕХНОЛОГИЯ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ ПРОВОЛОКОЙ
Отличительной особенностью рассматриваемого вида сварки являются два
Слайд 4Состав сварочного оборудования
Установка для механизированной дуговой сварки плавящимся электродом в защитных газах
Состав сварочного оборудования
Установка для механизированной дуговой сварки плавящимся электродом в защитных газах
Слайд 5Последовательность включения
При пуске сварочного аппарата схема управления должна обеспечивать такую последовательность включения
Последовательность включения
При пуске сварочного аппарата схема управления должна обеспечивать такую последовательность включения
Слайд 6 Основными параметрами автоматизированной дуговой сварки плавящимся электродом в СО2, Аг, Не
Основными параметрами автоматизированной дуговой сварки плавящимся электродом в СО2, Аг, Не

Слайд 7Режимы
Режимы
Слайд 9Защитный газ, находящийся в баллонах под давлением, используется как в чистом виде
Защитный газ, находящийся в баллонах под давлением, используется как в чистом виде
Слайд 10По ГОСТ 2246-70 предусматривается изготовление 75 марок сварочных проволок, в том числе
По ГОСТ 2246-70 предусматривается изготовление 75 марок сварочных проволок, в том числе
Слайд 11Аппарат для полуавтоматической сварки должен быть на 380В (3-х фазный), с максимальным
Аппарат для полуавтоматической сварки должен быть на 380В (3-х фазный), с максимальным

Слайд 12Основным исполнением полуавтоматов является по способу защиты зоны дуги:
-для сварки в активных
Основным исполнением полуавтоматов является по способу защиты зоны дуги: -для сварки в активных

Слайд 13Сварочный полуавтомат BESTWELD MAESTRO-180
Инверторный сварочный полуавтомат, который можно использовать как при сварке
Сварочный полуавтомат BESTWELD MAESTRO-180
Инверторный сварочный полуавтомат, который можно использовать как при сварке
Слайд 14Горелки для сварочных полуавтоматов
Горелки для полуавтоматической сварки MIG/MAG различают по номинальному сварочному
Горелки для сварочных полуавтоматов
Горелки для полуавтоматической сварки MIG/MAG различают по номинальному сварочному

Слайд 15Проверка горелки перед сваркой
1. Сварочная проволока
2. Газовое сопло
3. Токоподводящий мундштук
4. Корпус горелки
5.
Проверка горелки перед сваркой
1. Сварочная проволока 2. Газовое сопло 3. Токоподводящий мундштук 4. Корпус горелки 5.

 Энциклика папы Франциска Fratelli tutti (всеобщее братство) о братстве и социальной дружбе
Энциклика папы Франциска Fratelli tutti (всеобщее братство) о братстве и социальной дружбе Учитель ОБЖ
Учитель ОБЖ День Победы
День Победы Quality
Quality Тау жыныстарын бұзушы құралдар. Тау жыныстарын бұзушы құралдар туралы
Тау жыныстарын бұзушы құралдар. Тау жыныстарын бұзушы құралдар туралы БАТИК
БАТИК Теория противостояния морских и континентальных сил
Теория противостояния морских и континентальных сил Ученые, открывшие основные законы электротехники
Ученые, открывшие основные законы электротехники Российский союз выставок и ярмарок как эффективная площадка коммуникаций Выездное заседание ЭКСПОКЛУБА «Актуальные вопросы выст
Российский союз выставок и ярмарок как эффективная площадка коммуникаций Выездное заседание ЭКСПОКЛУБА «Актуальные вопросы выст Развитие навыков орфографии
Развитие навыков орфографии МЕТОДИЧЕСКИЕ РЕКРОМЕНДАЦИИ ИСПОЛЬЗОВАНИЯ мультимедийнОЙ презентациИ КАК ЭФФЕКТИВНОГО СРЕДСТВА ПОВЫШЕНИЯ МОТИВАЦИИ К ИЗУЧЕНИЮ
МЕТОДИЧЕСКИЕ РЕКРОМЕНДАЦИИ ИСПОЛЬЗОВАНИЯ мультимедийнОЙ презентациИ КАК ЭФФЕКТИВНОГО СРЕДСТВА ПОВЫШЕНИЯ МОТИВАЦИИ К ИЗУЧЕНИЮ «ПОЛЮС ЗОЛОТО»: Крупнейшие инвестиционные проекты российской золотодобычи
«ПОЛЮС ЗОЛОТО»: Крупнейшие инвестиционные проекты российской золотодобычи скульптура «Под одними звездами» ("Unter den gleichen Sternen")
скульптура «Под одними звездами» ("Unter den gleichen Sternen") Тема урока: «Операторы ввода и вывода на языке QBasic»
Тема урока: «Операторы ввода и вывода на языке QBasic» Известные герои немецких сказок
Известные герои немецких сказок Интеграционная модель образовательной среды
Интеграционная модель образовательной среды ДЕЯТЕЛЬНОСТЬ ЮРИСТОВ В ДРЕВНЕМ РИМЕ
ДЕЯТЕЛЬНОСТЬ ЮРИСТОВ В ДРЕВНЕМ РИМЕ  Исследование функций и построение графиков
Исследование функций и построение графиков Разметка тонколистового металла и проволоки
Разметка тонколистового металла и проволоки Конь. Как рисовать лошадь поэтапно
Конь. Как рисовать лошадь поэтапно Королевская ватрушка. Любимый десерт семьи Толстых
Королевская ватрушка. Любимый десерт семьи Толстых Government Investor relations
Government Investor relations «ИТ в рознице: технологии и стратегии магазина будущего» Демидов Михаил, Журналист-аналитик CNews
«ИТ в рознице: технологии и стратегии магазина будущего» Демидов Михаил, Журналист-аналитик CNews Спирты, их свойства и применение
Спирты, их свойства и применение OLD ENGLISH GRAMMAR. THE NOMINAL SYSTEM
OLD ENGLISH GRAMMAR. THE NOMINAL SYSTEM Une vie normale Ma réputation
Une vie normale Ma réputation Международная исследовательская компания по управлению Сustomer Experience
Международная исследовательская компания по управлению Сustomer Experience 13декабря -день святого апостола Андрея Первозванного
13декабря -день святого апостола Андрея Первозванного