- 1369234

Содержание
- 2. Прокатка процесс обжатия заготовки между вращающимися валками за счет сил трения. Комплект валков со станиной называется
- 3. Схема прокатки: а – продольная – заготовка втягивается в зазор между валками за счет сил трения
- 4. Оборудование для прокатки - прокатные станы Классификация прокатных станов: 1 - по назначению - по роду
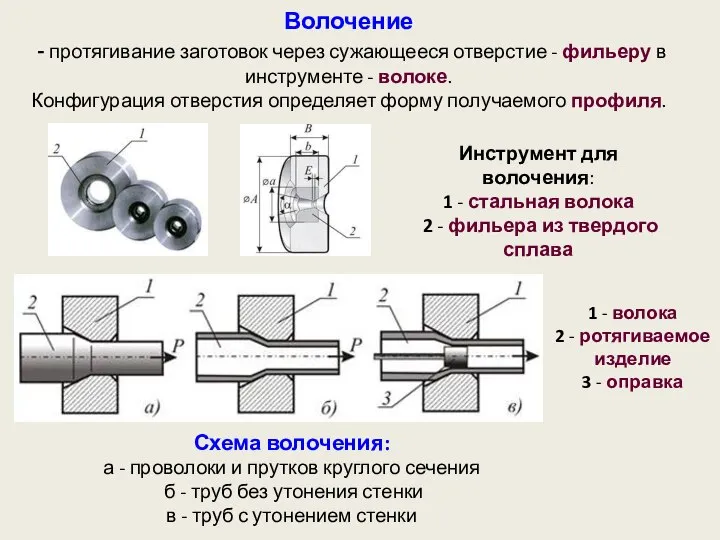
- 5. Волочение - протягивание заготовок через сужающееся отверстие - фильеру в инструменте - волоке. Конфигурация отверстия определяет
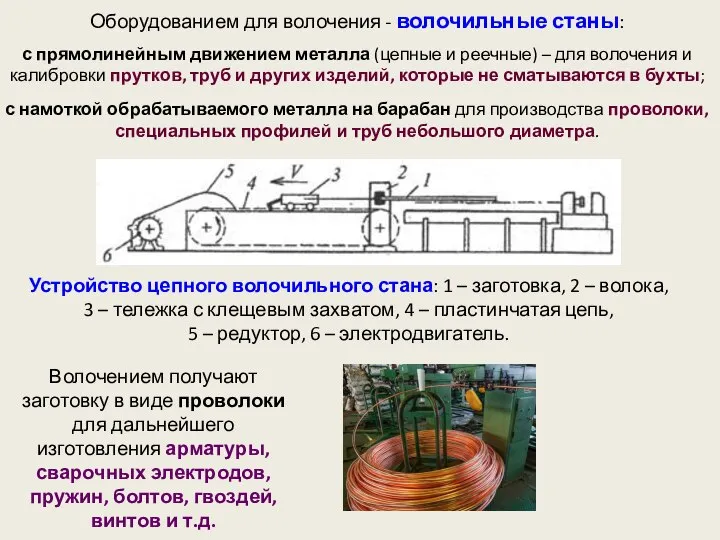
- 6. Оборудованием для волочения - волочильные станы: с прямолинейным движением металла (цепные и реечные) – для волочения
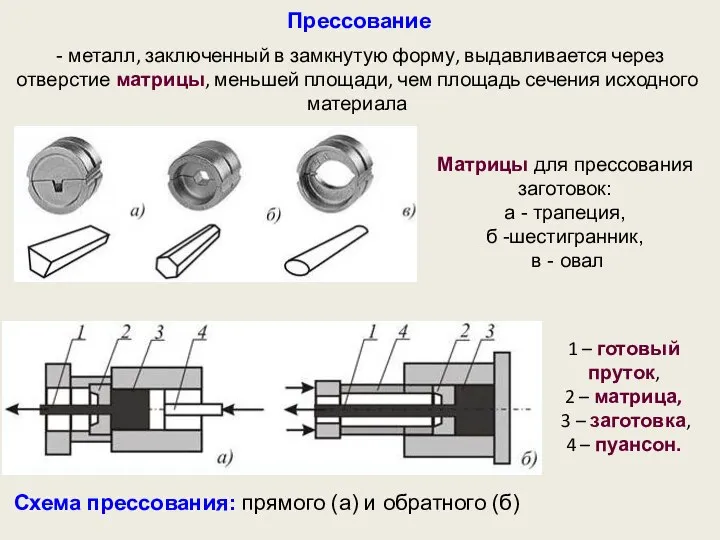
- 7. Прессование - металл, заключенный в замкнутую форму, выдавливается через отверстие матрицы, меньшей площади, чем площадь сечения
- 8. Прессованием получают различные профильные заготовки: - пруток, - трубы, - профиль сложного сечения сплошной и полый
- 9. Свободная ковка - деформирование нагретого металла осуществляется многократными ударами молота или однократным давлением пресса. При этом
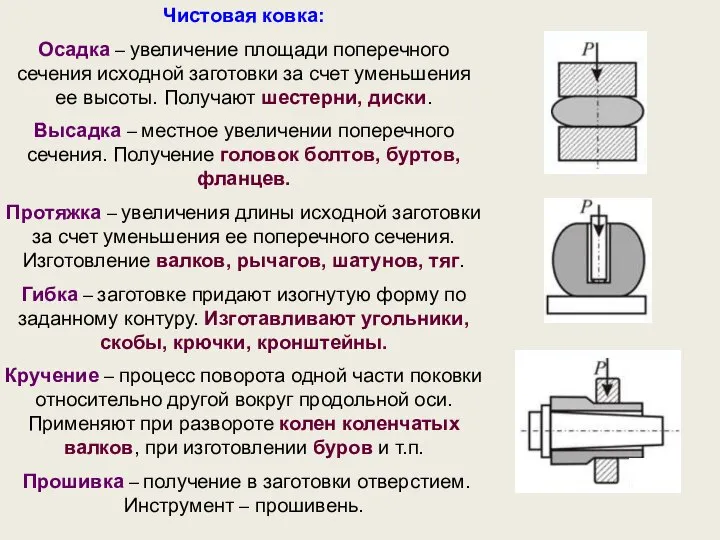
- 10. Чистовая ковка: Осадка – увеличение площади поперечного сечения исходной заготовки за счет уменьшения ее высоты. Получают
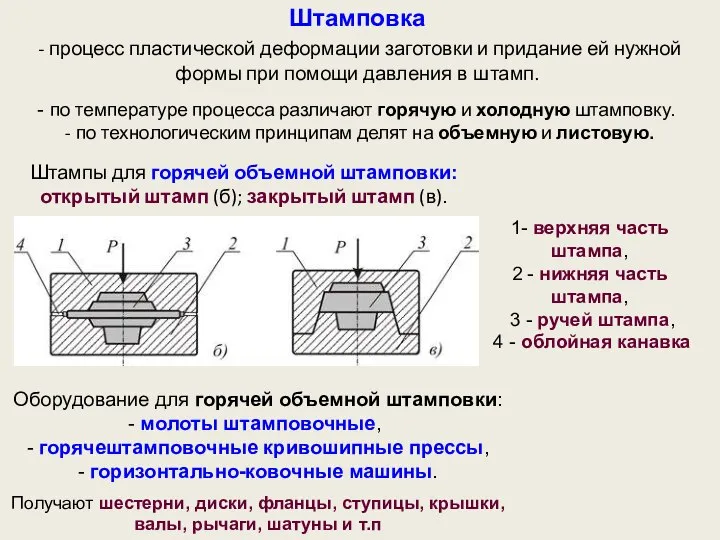
- 11. Штампы для горячей объемной штамповки: открытый штамп (б); закрытый штамп (в). Штамповка - процесс пластической деформации
- 12. Листовая штамповка - материал деформируется в холодном или подогретом состоянии. разделительные процессы - одну часть заготовки
- 13. https://www.youtube.com/watch?v=Epbf5btnVwo Оборудование для ротационной вытяжки - ротационно-давильная установка. Это токарный станок в шпиндель которого закрепляется оправка.
- 16. Скачать презентацию

Слайд 3Схема прокатки:
а – продольная –
заготовка втягивается в зазор между валками
Схема прокатки:
а – продольная –
заготовка втягивается в зазор между валками

Слайд 4Оборудование для прокатки - прокатные станы
Классификация прокатных станов:
1 - по
Оборудование для прокатки - прокатные станы
Классификация прокатных станов:
1 - по

Слайд 5Волочение
- протягивание заготовок через сужающееся отверстие - фильеру в
инструменте -
Волочение
- протягивание заготовок через сужающееся отверстие - фильеру в
инструменте -
Слайд 6Оборудованием для волочения - волочильные станы:
с прямолинейным движением металла (цепные и реечные)
Оборудованием для волочения - волочильные станы:
с прямолинейным движением металла (цепные и реечные)
Слайд 7 Прессование
- металл, заключенный в замкнутую форму, выдавливается через отверстие
Прессование
- металл, заключенный в замкнутую форму, выдавливается через отверстие
Слайд 8Прессованием получают различные профильные заготовки:
- пруток,
- трубы,
- профиль сложного сечения сплошной и
Прессованием получают различные профильные заготовки:
- пруток,
- трубы,
- профиль сложного сечения сплошной и

Слайд 9Свободная ковка
- деформирование нагретого металла осуществляется многократными ударами молота или однократным давлением
Свободная ковка
- деформирование нагретого металла осуществляется многократными ударами молота или однократным давлением

Слайд 10Чистовая ковка:
Осадка – увеличение площади поперечного сечения исходной заготовки за счет
Чистовая ковка:
Осадка – увеличение площади поперечного сечения исходной заготовки за счет
Слайд 11Штампы для горячей объемной штамповки:
открытый штамп (б); закрытый штамп (в).
Штамповка
-
Штампы для горячей объемной штамповки:
открытый штамп (б); закрытый штамп (в).
Штамповка
-
Слайд 12Листовая штамповка
- материал деформируется в холодном или подогретом состоянии.
разделительные процессы -
Листовая штамповка
- материал деформируется в холодном или подогретом состоянии.
разделительные процессы -

Слайд 13https://www.youtube.com/watch?v=Epbf5btnVwo
Оборудование для ротационной вытяжки
- ротационно-давильная установка.
Это токарный станок в
https://www.youtube.com/watch?v=Epbf5btnVwo
Оборудование для ротационной вытяжки
- ротационно-давильная установка.
Это токарный станок в

 Война России в союзе с Австрией против Наполеона
Война России в союзе с Австрией против Наполеона H-Sphere в России
H-Sphere в России Руководство гражданской обороной в РФ
Руководство гражданской обороной в РФ СИСТЕМНЫЙ ПОДХОД
СИСТЕМНЫЙ ПОДХОД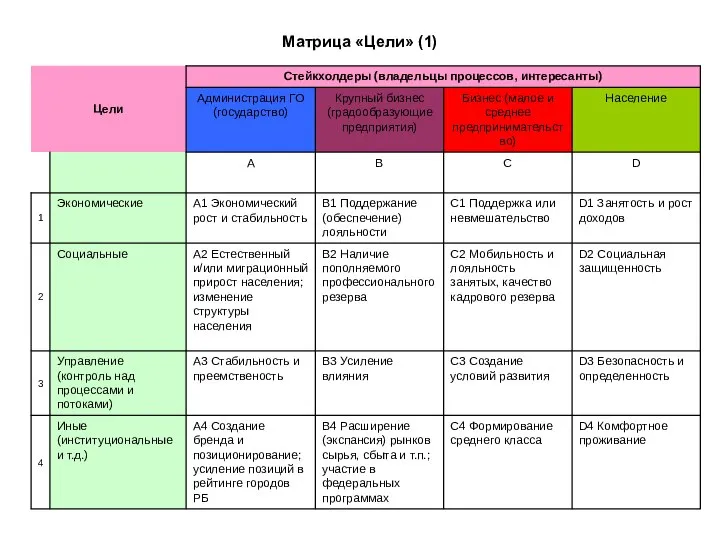 Матрица Цели
Матрица Цели ЦЕНТРАЛИЗАЦИЯ КЛИНИЧЕСКИХ ЛАБОРАТОРНЫХ ИССЛЕДОВАНИЙ В АМБУЛАТОРНО-ПОЛИКЛИНИЧЕСКИХ УЧРЕЖДЕНИЯХ ЗДРАВООХРАНЕНИЯСАНКТ-ПЕТЕРБУРГ
ЦЕНТРАЛИЗАЦИЯ КЛИНИЧЕСКИХ ЛАБОРАТОРНЫХ ИССЛЕДОВАНИЙ В АМБУЛАТОРНО-ПОЛИКЛИНИЧЕСКИХ УЧРЕЖДЕНИЯХ ЗДРАВООХРАНЕНИЯСАНКТ-ПЕТЕРБУРГ Исследовательская деятельность в области музыкального образования
Исследовательская деятельность в области музыкального образования Сошитова В. Б.
Сошитова В. Б. Презентация ДУОЛИТ SD1
Презентация ДУОЛИТ SD1 Рекомендация стратегии. Идеи на сегодня и завтра
Рекомендация стратегии. Идеи на сегодня и завтра Решение задач с использованием оператора select case
Решение задач с использованием оператора select case Постройки родного города
Постройки родного города История Женского футбола
История Женского футбола ГРУППА КОМПАНИЙ «ДЖЕНСЕР» ВЕКСЕЛЬНАЯ ПРОГРАММА Информационный меморандум ОРГАНИЗАТОР, АНДЕРРАЙТЕР И ПЛАТЕЖНЫЙ АГЕНТ КБ «ЛОКО-Б
ГРУППА КОМПАНИЙ «ДЖЕНСЕР» ВЕКСЕЛЬНАЯ ПРОГРАММА Информационный меморандум ОРГАНИЗАТОР, АНДЕРРАЙТЕР И ПЛАТЕЖНЫЙ АГЕНТ КБ «ЛОКО-Б О безопасности сельскохозяйственных и лесохозяйственных тракторов и прицепов к ним
О безопасности сельскохозяйственных и лесохозяйственных тракторов и прицепов к ним Презентация на тему Нейроцитология
Презентация на тему Нейроцитология Права и обязанности работника. Трудовое право. Что должно быть прописано в ТД
Права и обязанности работника. Трудовое право. Что должно быть прописано в ТД Модели привлечение клиентов из Messenger
Модели привлечение клиентов из Messenger «Моя математика» 1 класс
«Моя математика» 1 класс КУХНЯ ЭФИОПИИ
КУХНЯ ЭФИОПИИ Куклы
Куклы Микропроцессорные системы
Микропроцессорные системы Наш дружный 4 класс
Наш дружный 4 класс Мобильный компьютерный класс
Мобильный компьютерный класс Исчезающие виды растений
Исчезающие виды растений Презентация на тему Поль Видаль
Презентация на тему Поль Видаль Stress ..useful or harmful
Stress ..useful or harmful Сборка удлинителя
Сборка удлинителя