- Алюминиевые литые секционные радиаторы «ТЕПЛОТЕРМ»

Содержание
- 2. Преимущества Антикоррозийная обработка ФТОРТИТАНОМ Повышенная теплоотдача – 207 В Запас прочности свыше - 48 Атм Секции
- 3. Назначение и область применения Алюминиевые радиаторы «ТЕПЛОТЕРМ» предназначены для применения в системах водяного отопления жилых, промышленных
- 4. Поселки средней этажности Коттеджи, загородные дома Торговые и развлекательные комплексы Мойки, станции автосервиса, АЗС Складские комплексы
- 5. Внешний вид радиатора «ТЕПЛОТЕРМ» Лицевая сторона Задняя сторона Боковая сторона
- 6. Технические характеристики Условия эксплуатации ✔ рабочее давление: 1,6 МПа (16 бар) ✔ испытательное давление: 2,4 МПа
- 7. Конструкция Алюминиевые секционные радиаторы «ТЕПЛОТЕРМ» разработаны специально для работы в российских условиях, с учетом гидроударов в
- 8. Современный дизайн радиаторов «ТЕПЛОТЕРМ» позволяет вписать их в любой интерьер, украсить комнату, кухню, прихожую или гостиную.
- 9. Технология изготовления Процесс изготовления алюминиевых радиаторов «ТЕПЛОТЕРМ» подразделяется на следующие этапы: Изготовление отливки радиатора методом литья
- 10. Изготовление отливки секции радиатора Алюминиевый отопительный радиатор «ТЕПЛОТЕРМ» с межосевым расстоянием 500 мм выполняется из сплава
- 11. Изготовление отливки секции радиатора Данный сплав выплавляется в газовой плавильной печи «Striko» немецкого производства и разливается
- 12. Изготовление отливки секции радиатора По окончании кристаллизации отливки пресс форма раскрывается, срабатывают автоматические выталкиватели. Робот манипулятор
- 13. Мех. обработка радиаторов «ТЕПЛОТЕРМ» Зачистка секций производится на шлифовальных ленточных станках по лицевой, задней и верхней
- 14. Шлифовальные станки Резьбонарезной станок
- 15. Покраска радиаторов «ТЕПЛОТЕРМ» Производится на электростатической порошковой покрасочной линии. Окраска секций будет производиться в два этапа.
- 16. Покраска радиаторов «ТЕПЛОТЕРМ» В начальной стадии процесса окрашивания производится предварительная подготовка поверхности. Это самый трудоемкий и
- 17. Покраска радиаторов «ТЕПЛОТЕРМ» На первом этапе происходит обезжиривание и очистка обрабатываемой поверхности химическим путём. Она осуществляется
- 18. Покраска радиаторов «ТЕПЛОТЕРМ» После того как секции покидают участок предварительной подготовки, они ополаскиваются и высушиваются. Сушка
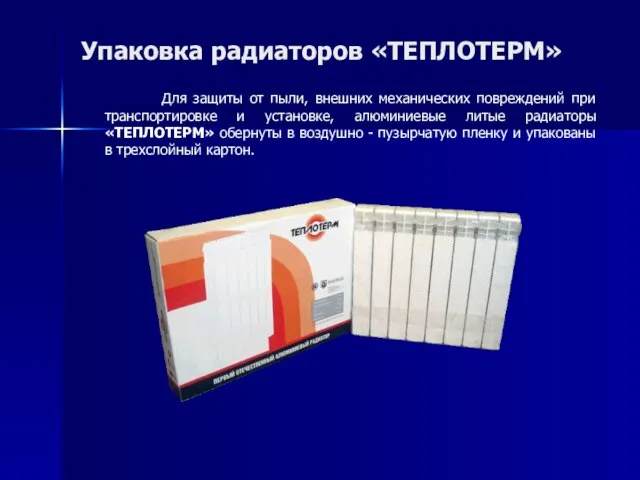
- 19. Упаковка радиаторов «ТЕПЛОТЕРМ» Для защиты от пыли, внешних механических повреждений при транспортировке и установке, алюминиевые литые
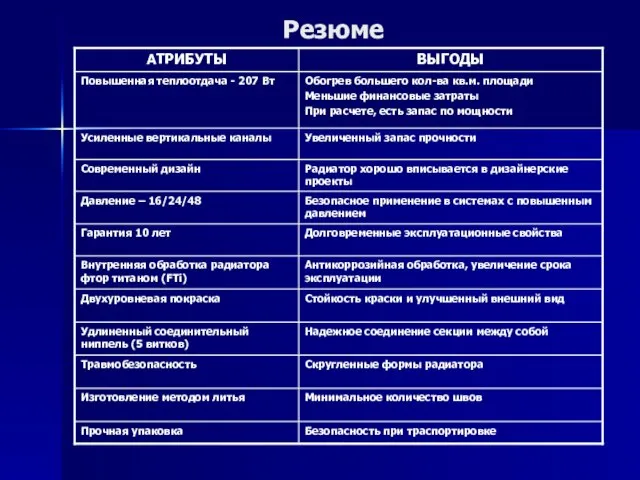
- 20. Резюме
- 22. Скачать презентацию
Слайд 2Преимущества
Антикоррозийная обработка ФТОРТИТАНОМ
Повышенная теплоотдача – 207 В
Запас прочности свыше - 48 Атм
Секции
Преимущества
Антикоррозийная обработка ФТОРТИТАНОМ
Повышенная теплоотдача – 207 В
Запас прочности свыше - 48 Атм
Секции
Слайд 3Назначение и область применения
Алюминиевые радиаторы «ТЕПЛОТЕРМ» предназначены для применения в системах водяного
Назначение и область применения
Алюминиевые радиаторы «ТЕПЛОТЕРМ» предназначены для применения в системах водяного
Слайд 4
Поселки средней этажности
Коттеджи, загородные дома
Торговые и развлекательные комплексы
Мойки, станции автосервиса, АЗС
Складские комплексы
Производственные
Поселки средней этажности
Коттеджи, загородные дома
Торговые и развлекательные комплексы
Мойки, станции автосервиса, АЗС
Складские комплексы
Производственные

Слайд 5Внешний вид радиатора «ТЕПЛОТЕРМ»
Лицевая сторона
Задняя сторона
Боковая сторона
Внешний вид радиатора «ТЕПЛОТЕРМ»
Лицевая сторона
Задняя сторона
Боковая сторона

Слайд 6Технические характеристики
Условия эксплуатации
✔ рабочее давление: 1,6 МПа (16 бар)
✔ испытательное давление: 2,4
Технические характеристики
Условия эксплуатации
✔ рабочее давление: 1,6 МПа (16 бар)
✔ испытательное давление: 2,4

Слайд 7Конструкция
Алюминиевые секционные радиаторы «ТЕПЛОТЕРМ» разработаны специально для работы в российских условиях,
Конструкция
Алюминиевые секционные радиаторы «ТЕПЛОТЕРМ» разработаны специально для работы в российских условиях,

Слайд 8Современный дизайн радиаторов «ТЕПЛОТЕРМ» позволяет вписать их в любой интерьер, украсить комнату,
Слайд 9Технология изготовления
Процесс изготовления алюминиевых радиаторов «ТЕПЛОТЕРМ» подразделяется на следующие этапы:
Изготовление отливки радиатора
Технология изготовления
Процесс изготовления алюминиевых радиаторов «ТЕПЛОТЕРМ» подразделяется на следующие этапы:
Изготовление отливки радиатора
Слайд 10Изготовление отливки секции радиатора
Алюминиевый отопительный радиатор «ТЕПЛОТЕРМ» с межосевым расстоянием 500
Изготовление отливки секции радиатора
Алюминиевый отопительный радиатор «ТЕПЛОТЕРМ» с межосевым расстоянием 500
Слайд 11Изготовление отливки секции радиатора
Данный сплав выплавляется в газовой плавильной печи «Striko»
Изготовление отливки секции радиатора
Данный сплав выплавляется в газовой плавильной печи «Striko»

Слайд 12Изготовление отливки секции радиатора
По окончании кристаллизации отливки пресс форма раскрывается,
Изготовление отливки секции радиатора
По окончании кристаллизации отливки пресс форма раскрывается,

Слайд 13Мех. обработка радиаторов «ТЕПЛОТЕРМ»
Зачистка секций производится на шлифовальных ленточных станках по
Мех. обработка радиаторов «ТЕПЛОТЕРМ»
Зачистка секций производится на шлифовальных ленточных станках по
Слайд 14Шлифовальные станки
Резьбонарезной станок
Шлифовальные станки
Резьбонарезной станок

Слайд 15Покраска радиаторов «ТЕПЛОТЕРМ»
Производится на электростатической порошковой покрасочной линии. Окраска секций будет
Покраска радиаторов «ТЕПЛОТЕРМ»
Производится на электростатической порошковой покрасочной линии. Окраска секций будет

Слайд 16Покраска радиаторов «ТЕПЛОТЕРМ»
В начальной стадии процесса окрашивания производится предварительная подготовка поверхности.
Покраска радиаторов «ТЕПЛОТЕРМ»
В начальной стадии процесса окрашивания производится предварительная подготовка поверхности.
Слайд 17Покраска радиаторов «ТЕПЛОТЕРМ»
На первом этапе происходит обезжиривание и очистка обрабатываемой поверхности
Покраска радиаторов «ТЕПЛОТЕРМ»
На первом этапе происходит обезжиривание и очистка обрабатываемой поверхности
Слайд 18Покраска радиаторов «ТЕПЛОТЕРМ»
После того как секции покидают участок предварительной подготовки, они
Покраска радиаторов «ТЕПЛОТЕРМ»
После того как секции покидают участок предварительной подготовки, они
Слайд 19Упаковка радиаторов «ТЕПЛОТЕРМ»
Для защиты от пыли, внешних механических повреждений при транспортировке
Упаковка радиаторов «ТЕПЛОТЕРМ»
Для защиты от пыли, внешних механических повреждений при транспортировке
Слайд 20Резюме
Резюме
 Безопасность ребенка в интернет: что могут сделать взрослые?
Безопасность ребенка в интернет: что могут сделать взрослые? Презентация на тему Методы исследования в биологии (10 класс)
Презентация на тему Методы исследования в биологии (10 класс) Традиции Бурятии
Традиции Бурятии Заповедники Казахстана
Заповедники Казахстана Ведомственный архив
Ведомственный архив ТИТБИТ (Товарищество Информационных Технологий БИТ)г. Киев, (044) 2712452, 2712125,
ТИТБИТ (Товарищество Информационных Технологий БИТ)г. Киев, (044) 2712452, 2712125,  Торгово-технологический процесс по продаже пылесосов
Торгово-технологический процесс по продаже пылесосов Формирование мнения в Интернете
Формирование мнения в Интернете Aroma Diffuser. Design Development
Aroma Diffuser. Design Development Тема: Влияние школьного шума на работоспособность школьников. Над темой работали учащиеся 1 «В» класса. Учитель: Зайчен
Тема: Влияние школьного шума на работоспособность школьников. Над темой работали учащиеся 1 «В» класса. Учитель: Зайчен Все про Акваріуми
Все про Акваріуми Маркетинг взаимоотношений: особенности применения в технической библиотеке предприятия
Маркетинг взаимоотношений: особенности применения в технической библиотеке предприятия Построение в линзах
Построение в линзах Управляющий совет как форма гражданского участия в управлении образованием
Управляющий совет как форма гражданского участия в управлении образованием Презентацию подготовила Помогаева Татьяна 10А Руководитель учитель биологии Черкасская Н.Б. школа №858 ЮОУ г.Москвы
Презентацию подготовила Помогаева Татьяна 10А Руководитель учитель биологии Черкасская Н.Б. школа №858 ЮОУ г.Москвы Новая жизнь здания Казанского вокзала, проект
Новая жизнь здания Казанского вокзала, проект Two instead of one
Two instead of one  Taller de comunicación oral y escrita
Taller de comunicación oral y escrita No HR
No HR «Возможности МР исследований в гинекологической практике» Рогожин В.А. Радиологический центр МК «БОРИС» (Киев, Украина) Европе
«Возможности МР исследований в гинекологической практике» Рогожин В.А. Радиологический центр МК «БОРИС» (Киев, Украина) Европе The rolling roll
The rolling roll Презентация на темe Строение пищеварительной системы
Презентация на темe Строение пищеварительной системы  Өткен білімді тексеру
Өткен білімді тексеру Заседание администрации Кировского муниципального района Ставропольского края
Заседание администрации Кировского муниципального района Ставропольского края Знания и навыки аудиторов
Знания и навыки аудиторов Статистика
Статистика Проанализируйте мебель модерна на примере фабрики Ф. Мельцера
Проанализируйте мебель модерна на примере фабрики Ф. Мельцера Влияние занятий аэробикой на организм занимающегося
Влияние занятий аэробикой на организм занимающегося