- Анализ вариантов составляющих конструкции из КМ силового элемента втулки РВ вертолета

Содержание
- 2. Содержание Введение. Составные части элемента силового. Приспособление для пропитки арамидной нити Русар. Приспособление для намотки элемента
- 3. Введение Силовой элемент, его назначение. Типы формования изделия. Выкладка и Намотка. Сравнение.
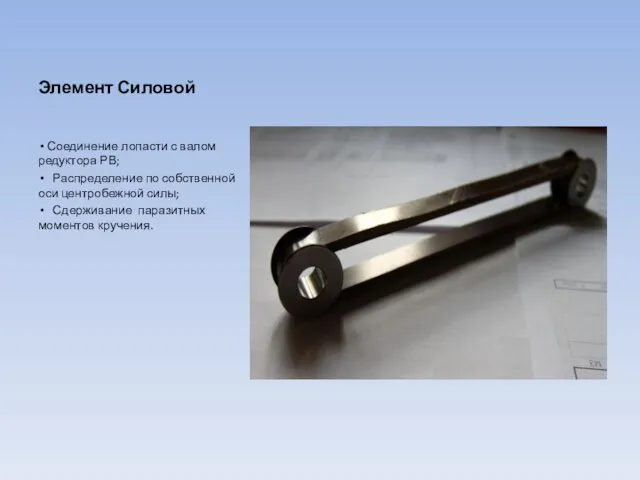
- 4. Элемент Силовой Соединение лопасти с валом редуктора РВ; Распределение по собственной оси центробежной силы; Сдерживание паразитных
- 5. Типы формования изделия Выкладка Намотка Процесс контактного формования наполнителей с полимерным материалом. Процесс формования полых изделий
- 6. Типы формования изделия (Достоинства и недостатки методов) Выкладка Достоинством метода является его универсальность, т.е. получение изделий
- 7. Типы формования изделия (Два вида намотки) «Сухой» способ Волокнистый армирующий материал перед формованием предварительно пропитывают связующим
- 8. Понятие препрега Препреги (англ. pre-preg, сокр. от pre-impregnated — предварительно пропитанный) это композиционные материалы-полуфабрикаты. Готовый для
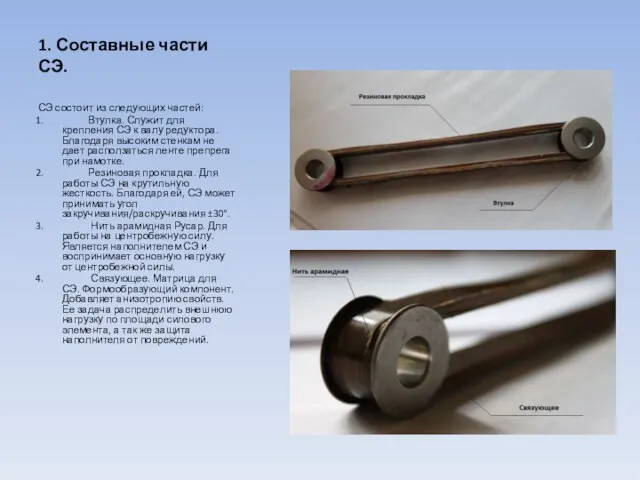
- 9. 1. Составные части СЭ. СЭ состоит из следующих частей: Втулка. Служит для крепления СЭ к валу
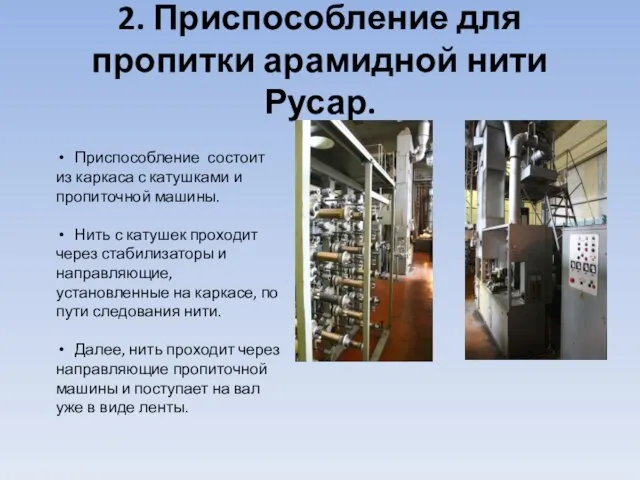
- 10. 2. Приспособление для пропитки арамидной нити Русар. Приспособление состоит из каркаса с катушками и пропиточной машины.
- 11. 2. Приспособление для пропитки арамидной нити Русар (Процесс пропитки) Пропиточную машину, лента арамидной нити проходит в
- 12. 2. Приспособление для пропитки арамидной нити Русар (Особенности пропитки) Чтобы структура материала имела стабильные свойства при
- 13. 3. Приспособление для намотки СЭ. Приспособление состоит из металлического каркаса. На каркасе установлены вал с барабаном
- 14. 3. Приспособление для намотки СЭ. (Процесс намотки) На барабан устанавливается катушка с препрегом. Лента фиксируется в
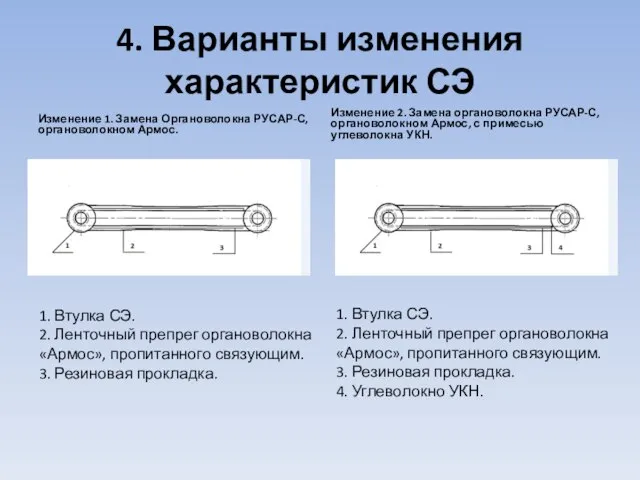
- 15. 4. Варианты изменения характеристик СЭ Изменение 1. Замена Органоволокна РУСАР-С, органоволокном Армос. Изменение 2. Замена органоволокна
- 16. Таблица 1.1 Свойства нитей - материалов, предполагаемых к изготовлению трех вариантов СЭ втулки РВ вертолета.
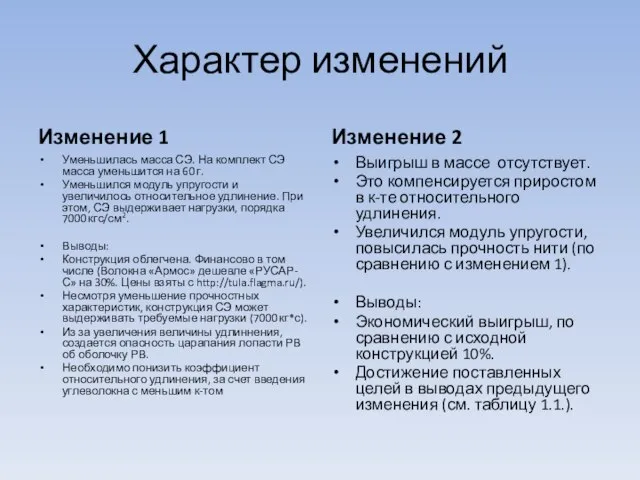
- 17. Характер изменений Изменение 1 Уменьшилась масса СЭ. На комплект СЭ масса уменьшится на 60 г. Уменьшился
- 18. 5. Испытание на крутильную жесткость силового элемента. Цель испытания: измерение крутильной жесткости силового элемента. Объект испытания.
- 19. 5. Испытание на крутильную жесткость силового элемента. (Схема установки)
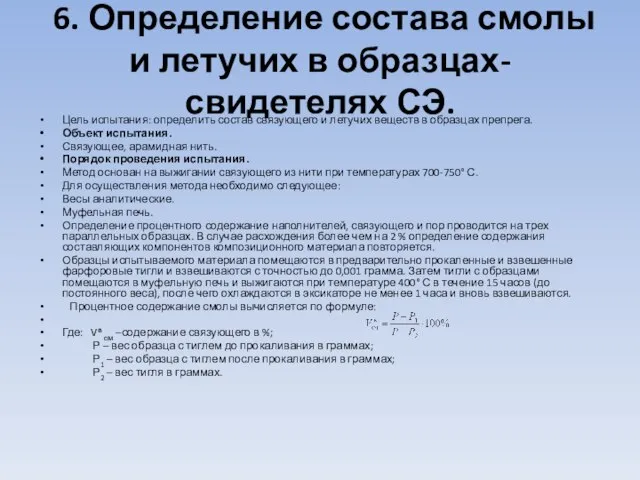
- 20. 6. Определение состава смолы и летучих в образцах-свидетелях СЭ. Цель испытания: определить состав связующего и летучих
- 21. Выводы. 1. В работе изложен метод намотки элемента силового для конструкции рулевого винта вертолета. Расписаны методы
- 23. Скачать презентацию
Слайд 2Содержание
Введение.
Составные части элемента силового.
Приспособление для пропитки арамидной нити Русар.
Приспособление для намотки
Содержание
Введение.
Составные части элемента силового.
Приспособление для пропитки арамидной нити Русар.
Приспособление для намотки
Слайд 3Введение
Силовой элемент, его назначение.
Типы формования изделия.
Выкладка и Намотка. Сравнение.
Введение
Силовой элемент, его назначение.
Типы формования изделия.
Выкладка и Намотка. Сравнение.
Слайд 4Элемент Силовой
Соединение лопасти с валом редуктора РВ;
Распределение по собственной оси
Элемент Силовой
Соединение лопасти с валом редуктора РВ;
Распределение по собственной оси
Слайд 5Типы формования изделия
Выкладка
Намотка
Процесс контактного формования наполнителей с полимерным материалом.
Процесс формования
Типы формования изделия
Выкладка
Намотка
Процесс контактного формования наполнителей с полимерным материалом.
Процесс формования

Слайд 6Типы формования изделия
(Достоинства и недостатки методов)
Выкладка
Достоинством метода является его универсальность, т.е.
Типы формования изделия
(Достоинства и недостатки методов)
Выкладка
Достоинством метода является его универсальность, т.е.
Слайд 7Типы формования изделия
(Два вида намотки)
«Сухой» способ
Волокнистый армирующий материал перед формованием предварительно
Типы формования изделия
(Два вида намотки)
«Сухой» способ
Волокнистый армирующий материал перед формованием предварительно
Слайд 8Понятие препрега
Препреги (англ. pre-preg, сокр. от pre-impregnated — предварительно пропитанный) это композиционные материалы-полуфабрикаты. Готовый для переработки продукт предварительной
Понятие препрега
Препреги (англ. pre-preg, сокр. от pre-impregnated — предварительно пропитанный) это композиционные материалы-полуфабрикаты. Готовый для переработки продукт предварительной
Слайд 91. Составные части СЭ.
СЭ состоит из следующих частей:
Втулка. Служит для крепления
1. Составные части СЭ.
СЭ состоит из следующих частей:
Втулка. Служит для крепления
Слайд 102. Приспособление для пропитки арамидной нити Русар.
Приспособление состоит из каркаса с
2. Приспособление для пропитки арамидной нити Русар.
Приспособление состоит из каркаса с
Слайд 112. Приспособление для пропитки арамидной нити Русар (Процесс пропитки)
Пропиточную машину,
2. Приспособление для пропитки арамидной нити Русар (Процесс пропитки)
Пропиточную машину,
Слайд 122. Приспособление для пропитки арамидной нити Русар (Особенности пропитки)
Чтобы структура материала
2. Приспособление для пропитки арамидной нити Русар (Особенности пропитки)
Чтобы структура материала
Слайд 133. Приспособление для намотки СЭ.
Приспособление состоит из металлического каркаса.
3. Приспособление для намотки СЭ.
Приспособление состоит из металлического каркаса.

Слайд 143. Приспособление для намотки СЭ.
(Процесс намотки)
На барабан устанавливается катушка с препрегом.
3. Приспособление для намотки СЭ.
(Процесс намотки)
На барабан устанавливается катушка с препрегом.
Слайд 154. Варианты изменения характеристик СЭ
Изменение 1. Замена Органоволокна РУСАР-С, органоволокном Армос.
Изменение
4. Варианты изменения характеристик СЭ
Изменение 1. Замена Органоволокна РУСАР-С, органоволокном Армос.
Изменение
Слайд 16Таблица 1.1 Свойства нитей - материалов, предполагаемых к изготовлению трех вариантов СЭ
Таблица 1.1 Свойства нитей - материалов, предполагаемых к изготовлению трех вариантов СЭ

Слайд 17Характер изменений
Изменение 1
Уменьшилась масса СЭ. На комплект СЭ масса уменьшится на 60
Характер изменений
Изменение 1
Уменьшилась масса СЭ. На комплект СЭ масса уменьшится на 60
Слайд 18 5. Испытание на крутильную жесткость силового элемента.
Цель испытания: измерение крутильной жесткости
5. Испытание на крутильную жесткость силового элемента.
Цель испытания: измерение крутильной жесткости
Слайд 19 5. Испытание на крутильную жесткость силового элемента.
(Схема установки)
5. Испытание на крутильную жесткость силового элемента.
(Схема установки)

Слайд 20 6. Определение состава смолы и летучих в образцах-свидетелях СЭ.
Цель испытания: определить
6. Определение состава смолы и летучих в образцах-свидетелях СЭ.
Цель испытания: определить
Слайд 21Выводы.
1. В работе изложен метод намотки элемента силового для конструкции рулевого
Выводы.
1. В работе изложен метод намотки элемента силового для конструкции рулевого
 [Panda MeetUP] Кто все эти люди_
[Panda MeetUP] Кто все эти люди_ Артериальная гипертония.
Артериальная гипертония. В гостях у любимой сказки
В гостях у любимой сказки The printed word
The printed word МОУ Морозовская СОШ Тейковского муниципального района Ивановской области Областные краеведческие чтения учащихся Ивановской об
МОУ Морозовская СОШ Тейковского муниципального района Ивановской области Областные краеведческие чтения учащихся Ивановской об مدیریت مراکز فرهنگی
مدیریت مراکز فرهنگی Муниципальное образовательное учреждение «Средняя общеобразовательная школа №14 с углубленным изучением английского языка»3
Муниципальное образовательное учреждение «Средняя общеобразовательная школа №14 с углубленным изучением английского языка»3 Розгляд звернень громадян та задоволення запитів на інформацію. Порівняльний аналіз
Розгляд звернень громадян та задоволення запитів на інформацію. Порівняльний аналіз Спрос предложение и равновесная цена
Спрос предложение и равновесная цена Этрусское искусство
Этрусское искусство Обсуждение хода и перспектив развития проекта по изучению особенностей читательской грамотности учащихся в связи с анализом резу
Обсуждение хода и перспектив развития проекта по изучению особенностей читательской грамотности учащихся в связи с анализом резу The Article
The Article Стандарт электронной услуги (СЭУ)
Стандарт электронной услуги (СЭУ) Коммерческое предложение на органические удобрения
Коммерческое предложение на органические удобрения Электрический ток в газах (10 класс)
Электрический ток в газах (10 класс) Основные типы узлов. Назначение узлов
Основные типы узлов. Назначение узлов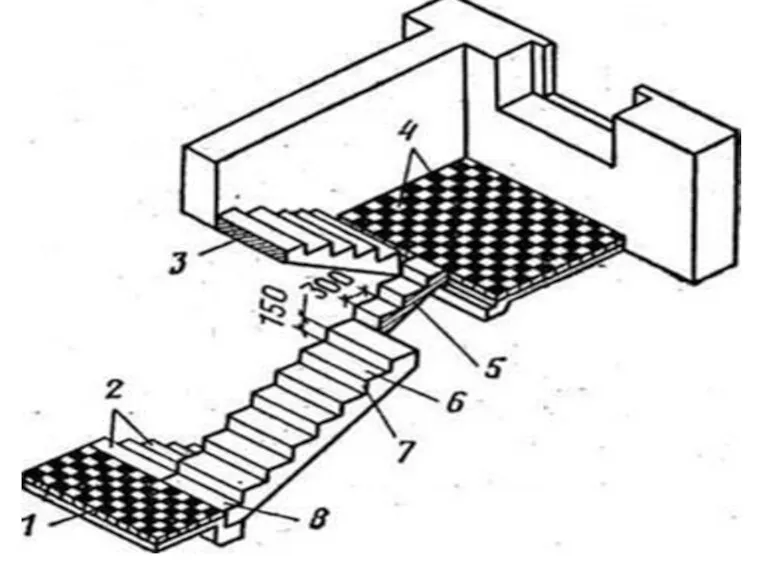 Лестница. Элементы лестницы
Лестница. Элементы лестницы Динамометр DynaforTM LLX1
Динамометр DynaforTM LLX1 Презентация тренинга«Работа с возражениями и сопротивлениями»
Презентация тренинга«Работа с возражениями и сопротивлениями» как_помочь_себе_когда_батарейка_на_нуле
как_помочь_себе_когда_батарейка_на_нуле Кожа. Надежная защита организма
Кожа. Надежная защита организма Вечер памяти Александра Вампилова
Вечер памяти Александра Вампилова Гостиница Khortitsa palace
Гостиница Khortitsa palace Презентация на тему Глобализация
Презентация на тему Глобализация Андрей Дмитриевич Сахаров - Гражданин России, Гражданин Мира
Андрей Дмитриевич Сахаров - Гражданин России, Гражданин Мира Оказываем аутсорсинг бухгалтерских услуг для ооо и ип
Оказываем аутсорсинг бухгалтерских услуг для ооо и ип Предпосылки Великой Отечественной Войны
Предпосылки Великой Отечественной Войны СЛУЖБА СКОРОЙ МЕДИЦИНСКОЙ ПОМОЩИ В СИСТЕМЕ ОМС
СЛУЖБА СКОРОЙ МЕДИЦИНСКОЙ ПОМОЩИ В СИСТЕМЕ ОМС