- Фрезерование пазов типа ласточкин хвост

Содержание
- 2. Фрезерование паза типа «ласточкин хвост»
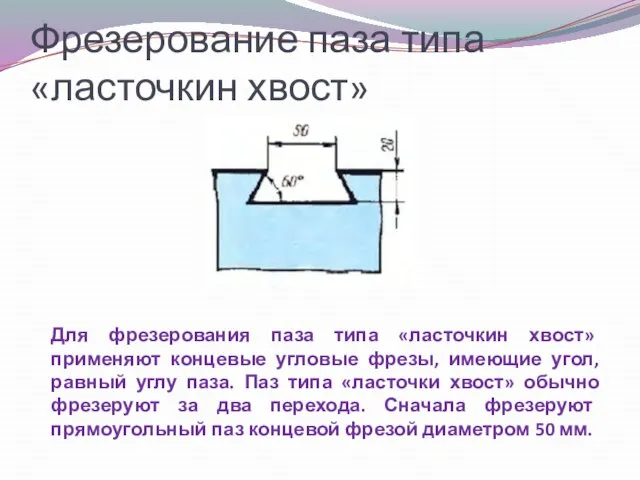
- 3. Фрезерование паза типа «ласточкин хвост» Для фрезерования паза типа «ласточкин хвост» применяют концевые угловые фрезы, имеющие
- 4. Фрезерование паза типа «ласточкин хвост» Далее фрезеруют скосы паза концевой одноугловой фрезой для пазов типа «ласточкин
- 5. Фрезерование паза типа «ласточкин хвост» Контроль пазов типа «ласточкин хвост» производят обычно с помощью специальных шаблонов,
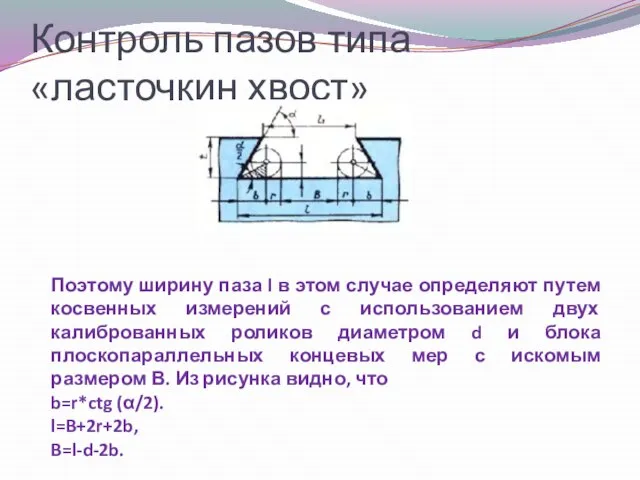
- 6. Контроль пазов типа «ласточкин хвост» Поэтому ширину паза l в этом случае определяют путем косвенных измерений
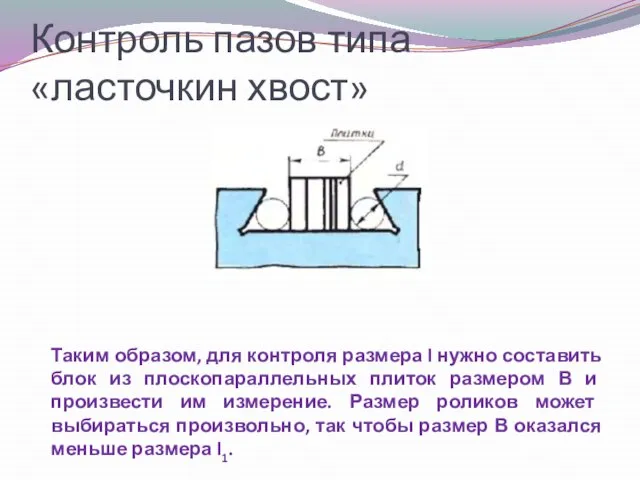
- 7. Контроль пазов типа «ласточкин хвост» Таким образом, для контроля размера l нужно составить блок из плоскопараллельных
- 8. Виды брака при фрезеровании специальных пазов 1. Профиль фасонной канавки или специального паза не соответствует шаблону.
- 10. Скачать презентацию

Слайд 3Фрезерование паза типа «ласточкин хвост»
Для фрезерования паза типа «ласточкин хвост» применяют концевые
Фрезерование паза типа «ласточкин хвост»
Для фрезерования паза типа «ласточкин хвост» применяют концевые
Слайд 4Фрезерование паза типа «ласточкин хвост»
Далее фрезеруют скосы паза концевой одноугловой фрезой для
Фрезерование паза типа «ласточкин хвост»
Далее фрезеруют скосы паза концевой одноугловой фрезой для

Слайд 5Фрезерование паза типа «ласточкин хвост»
Контроль пазов типа «ласточкин хвост» производят обычно с
Фрезерование паза типа «ласточкин хвост»
Контроль пазов типа «ласточкин хвост» производят обычно с
Слайд 6Контроль пазов типа «ласточкин хвост»
Поэтому ширину паза l в этом случае определяют
Контроль пазов типа «ласточкин хвост»
Поэтому ширину паза l в этом случае определяют
Слайд 7Контроль пазов типа «ласточкин хвост»
Таким образом, для контроля размера l нужно составить
Контроль пазов типа «ласточкин хвост»
Таким образом, для контроля размера l нужно составить
Слайд 8Виды брака при фрезеровании специальных пазов
1. Профиль фасонной канавки или специального паза
Виды брака при фрезеровании специальных пазов
1. Профиль фасонной канавки или специального паза
 Внутреннее строение Земли
Внутреннее строение Земли База отдыха Борвиха
База отдыха Борвиха Сегментирование рынка
Сегментирование рынка  Преступление
Преступление  Основы С++
Основы С++ В здоровом теле - здоровый дух!
В здоровом теле - здоровый дух! Основные сведения о мониторах с ЭЛТ
Основные сведения о мониторах с ЭЛТ Русская литература 18 века. Классицизм.
Русская литература 18 века. Классицизм. Изложение в 3 классе
Изложение в 3 классе Переработка отходов в рубительной машине
Переработка отходов в рубительной машине Презентация на тему Святые и химеры
Презентация на тему Святые и химеры БАНКИЗАЦИЯ РОССИИ И ЭКОНОМИЧЕСКИЙ РОСТ
БАНКИЗАЦИЯ РОССИИ И ЭКОНОМИЧЕСКИЙ РОСТ День космонавтики - 2012
День космонавтики - 2012 Примитивная группа в классе, или класс как примитивная группа
Примитивная группа в классе, или класс как примитивная группа Осциллограф ВМ8020
Осциллограф ВМ8020 НОВАЯ СЕРИЯ WM
НОВАЯ СЕРИЯ WM Бытовой подряд
Бытовой подряд Архитектура и искусство эпохи Просвещения
Архитектура и искусство эпохи Просвещения Современные образовательные технологии в начальной школе
Современные образовательные технологии в начальной школе Презентация на темум Повесть о Петре и Февронии Муромских
Презентация на темум Повесть о Петре и Февронии Муромских ПРОЕКТ AUTOMANIA.BYобмен опытом и никакого PR ?…
ПРОЕКТ AUTOMANIA.BYобмен опытом и никакого PR ?… Размер 56-62
Размер 56-62 "Горжусь профессией своей!"
"Горжусь профессией своей!" День школьных библиотек
День школьных библиотек Великий Багратион
Великий Багратион КЛИНИЧЕСКИЕ СУПЕРВИЗИИ
КЛИНИЧЕСКИЕ СУПЕРВИЗИИ Обзор практики установления производственно-финансовых показателей в секторе ВКХ - Исследование в отдельных странах
Обзор практики установления производственно-финансовых показателей в секторе ВКХ - Исследование в отдельных странах Презентация на тему Интегрированный урок ОБЖ и русский язык «Рыцари огня» 3 класс
Презентация на тему Интегрированный урок ОБЖ и русский язык «Рыцари огня» 3 класс