- Исследование установки для ручной дуговой и аргонодуговой сварки

Содержание
- 2. Электрическая сварка представляет собой процесс получения неразъемного соединения в результате нагрева металлических заготовок (деталей) под действием
- 3. СВАРОЧНОЕ ОБОРУДОВАНИЕ 3 Источник питания
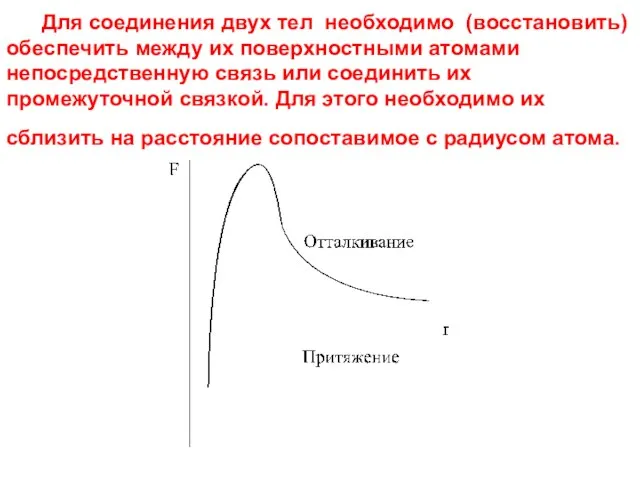
- 4. Для соединения двух тел необходимо (восстановить) обеспечить между их поверхностными атомами непосредственную связь или соединить их
- 5. Сварное соединение плавлением ЗТВ - область ограничена температурой, которая для сталей в среднем составляет 700-720С
- 6. Виды электродуговой сварки 1. Открытая дуга, горящая в воздухе. Технологии ручной дуговой сварки (штучным плавящимся электродом).
- 7. 2. Защищенная дуга, горящая в защитных газах (аргон, гелий, азот, углекислый газ, водород и смеси газов).
- 8. 3. Закрытая дуга, горящая под слоем флюса. Технологии автоматической и полуавтоматической сварки под флюсом плавящимся электродом.
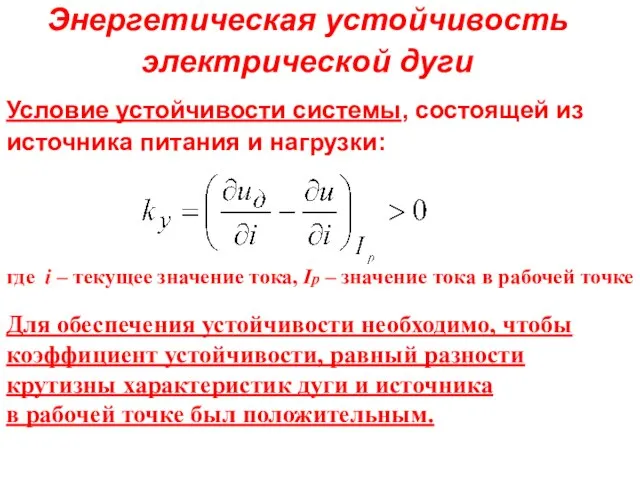
- 9. Энергетическая устойчивость электрической дуги Условие устойчивости системы, состоящей из источника питания и нагрузки: где i –
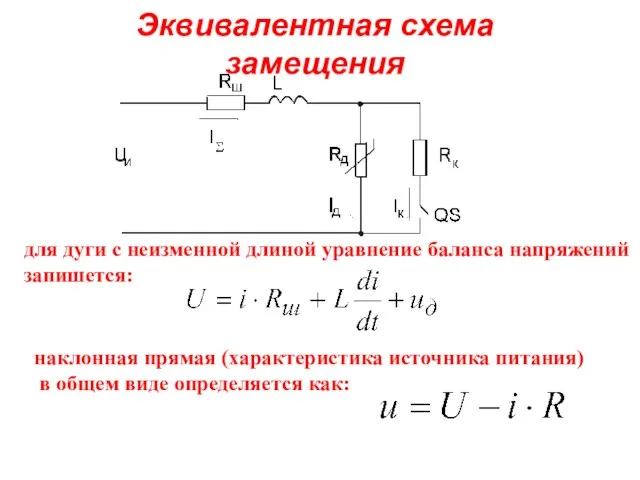
- 10. Эквивалентная схема замещения для дуги с неизменной длиной уравнение баланса напряжений запишется: наклонная прямая (характеристика источника
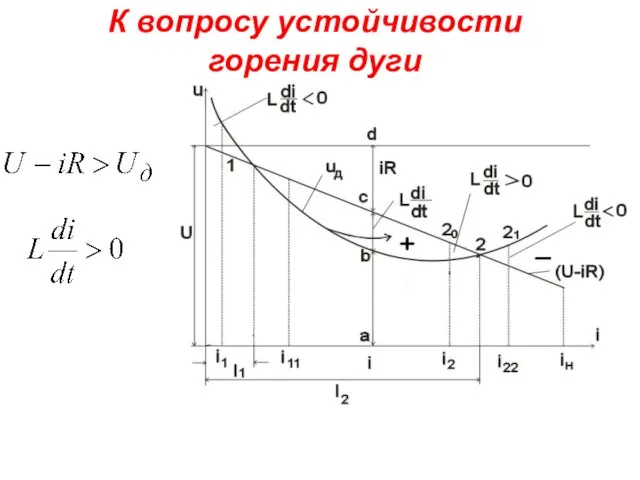
- 11. К вопросу устойчивости горения дуги
- 12. Устойчивость дуги с изменением длины при сварке
- 13. При ручной электродуговой сварке используются электроды с обмазкой. Эти обмазки бывают стабилизирующими и защитными. В состав
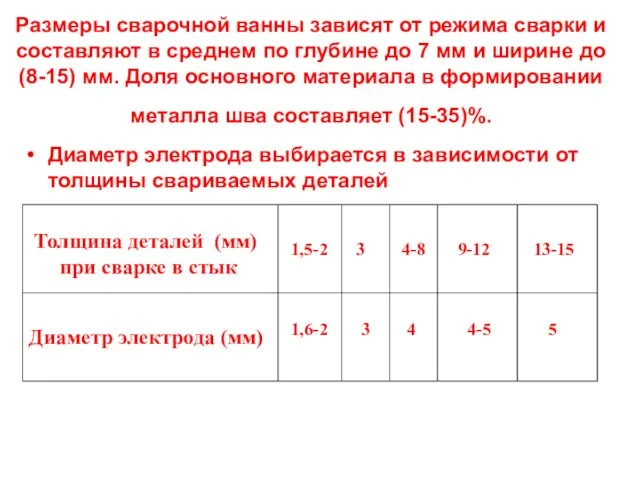
- 14. Размеры сварочной ванны зависят от режима сварки и составляют в среднем по глубине до 7 мм
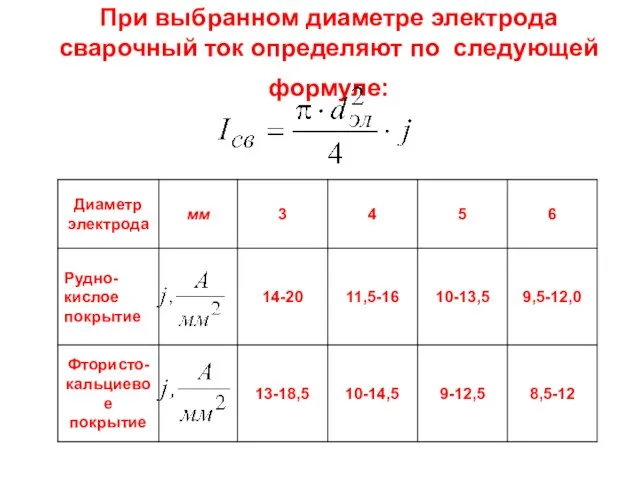
- 15. При выбранном диаметре электрода сварочный ток определяют по следующей формуле:
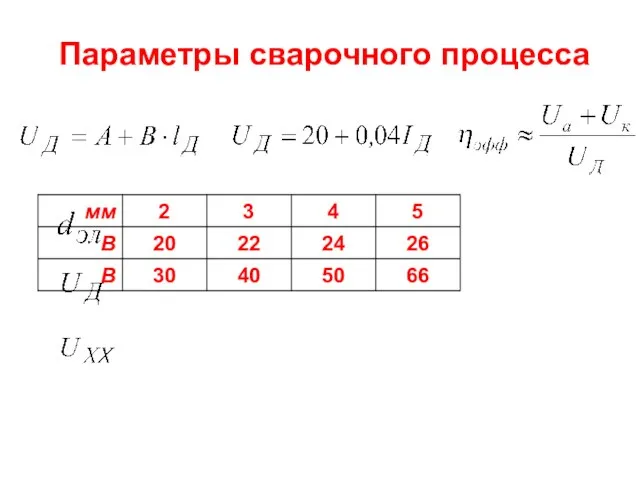
- 16. Параметры сварочного процесса
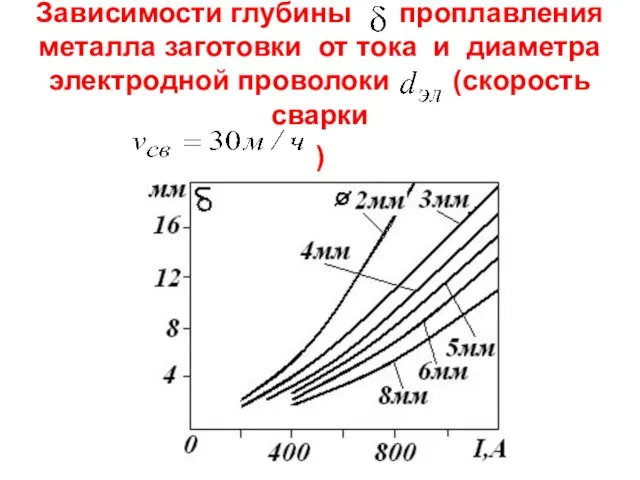
- 17. Зависимости глубины проплавления металла заготовки от тока и диаметра электродной проволоки (скорость сварки )
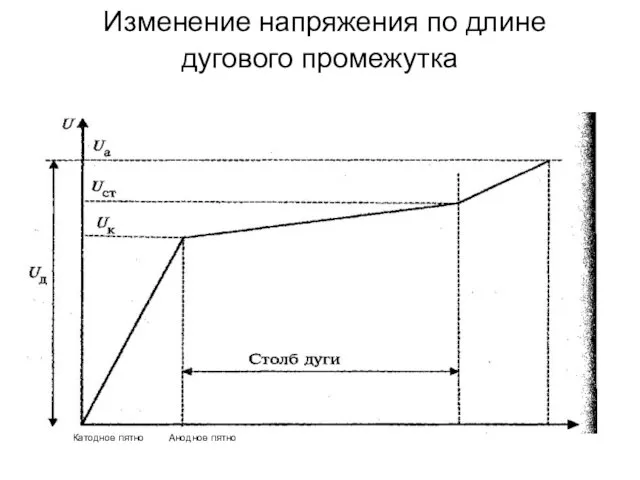
- 18. Изменение напряжения по длине дугового промежутка
- 19. Принципиальная электрическая схема тиристорного источника питания для ручной дуговой сварки
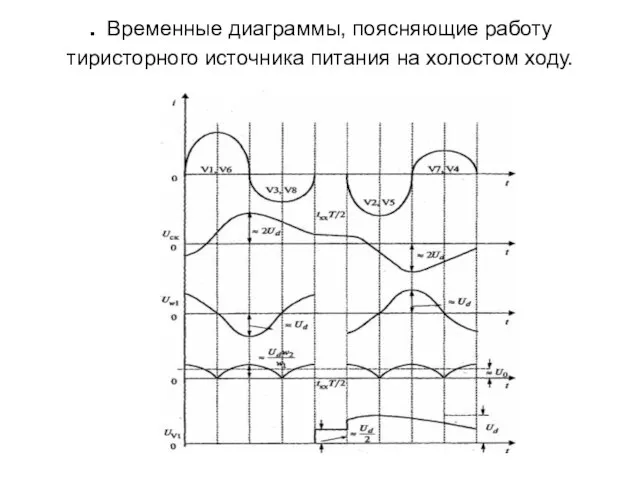
- 20. . Временные диаграммы, поясняющие работу тиристорного источника питания на холостом ходу.
- 22. Скачать презентацию
Слайд 2 Электрическая сварка представляет собой процесс получения неразъемного соединения в результате нагрева
Электрическая сварка представляет собой процесс получения неразъемного соединения в результате нагрева
Слайд 3СВАРОЧНОЕ ОБОРУДОВАНИЕ
3
Источник питания
СВАРОЧНОЕ ОБОРУДОВАНИЕ
3
Источник питания

Слайд 4 Для соединения двух тел необходимо (восстановить) обеспечить между их поверхностными атомами
Для соединения двух тел необходимо (восстановить) обеспечить между их поверхностными атомами
Слайд 5Сварное соединение плавлением
ЗТВ - область ограничена температурой, которая для сталей в
Сварное соединение плавлением
ЗТВ - область ограничена температурой, которая для сталей в

Слайд 6Виды электродуговой сварки
1. Открытая дуга, горящая в воздухе. Технологии ручной
Виды электродуговой сварки
1. Открытая дуга, горящая в воздухе. Технологии ручной
Слайд 7 2. Защищенная дуга, горящая в защитных газах (аргон, гелий, азот, углекислый
2. Защищенная дуга, горящая в защитных газах (аргон, гелий, азот, углекислый
Слайд 8 3. Закрытая дуга, горящая под слоем флюса. Технологии автоматической и полуавтоматической
3. Закрытая дуга, горящая под слоем флюса. Технологии автоматической и полуавтоматической
Слайд 9Энергетическая устойчивость электрической дуги
Условие устойчивости системы, состоящей из
источника питания и нагрузки:
Энергетическая устойчивость электрической дуги
Условие устойчивости системы, состоящей из
источника питания и нагрузки:
Слайд 10Эквивалентная схема замещения
для дуги с неизменной длиной уравнение баланса напряжений
запишется:
наклонная прямая
Эквивалентная схема замещения
для дуги с неизменной длиной уравнение баланса напряжений
запишется:
наклонная прямая
Слайд 11К вопросу устойчивости горения дуги
К вопросу устойчивости горения дуги
Слайд 12Устойчивость дуги с изменением длины при сварке
Устойчивость дуги с изменением длины при сварке

Слайд 13При ручной электродуговой сварке используются электроды с обмазкой. Эти обмазки бывают стабилизирующими
При ручной электродуговой сварке используются электроды с обмазкой. Эти обмазки бывают стабилизирующими
Слайд 14Размеры сварочной ванны зависят от режима сварки и составляют в среднем по
Размеры сварочной ванны зависят от режима сварки и составляют в среднем по
Слайд 15При выбранном диаметре электрода сварочный ток определяют по следующей формуле:
При выбранном диаметре электрода сварочный ток определяют по следующей формуле:
Слайд 16Параметры сварочного процесса
Параметры сварочного процесса
Слайд 17Зависимости глубины проплавления металла заготовки от тока и диаметра электродной проволоки (скорость
Зависимости глубины проплавления металла заготовки от тока и диаметра электродной проволоки (скорость
Слайд 18 Изменение напряжения по длине дугового промежутка
Изменение напряжения по длине дугового промежутка
Слайд 19Принципиальная электрическая схема тиристорного источника питания для ручной дуговой сварки
Принципиальная электрическая схема тиристорного источника питания для ручной дуговой сварки

Слайд 20. Временные диаграммы, поясняющие работу тиристорного источника питания на холостом ходу.
. Временные диаграммы, поясняющие работу тиристорного источника питания на холостом ходу.
 Игра с рисками
Игра с рисками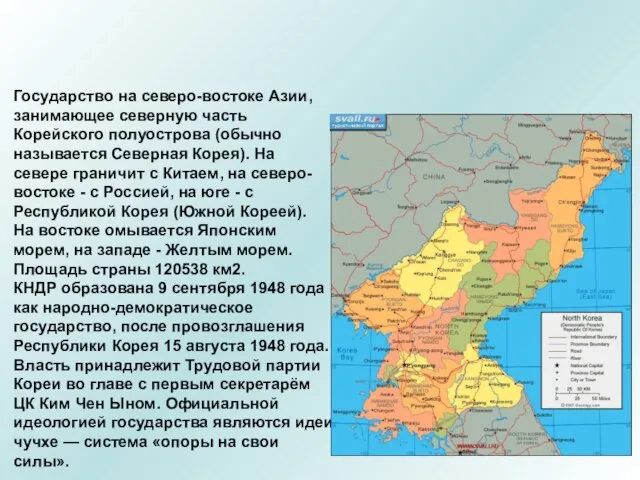 Презентация на тему СЕВЕРНАЯ КОРЕЯ (КОРЕЙСКАЯ НАРОДНО-ДЕМОКРАТИЧЕСКАЯ РЕСПУБЛИКА)
Презентация на тему СЕВЕРНАЯ КОРЕЯ (КОРЕЙСКАЯ НАРОДНО-ДЕМОКРАТИЧЕСКАЯ РЕСПУБЛИКА)  Механизмы памяти
Механизмы памяти moiseeva_prezentatsia_mchp
moiseeva_prezentatsia_mchp Чудеса природы
Чудеса природы Презентация на тему Награждения в годы Великой Отечественной войны
Презентация на тему Награждения в годы Великой Отечественной войны Презентация на тему Новый год
Презентация на тему Новый год ООО«ИНТЕРМАСС»
ООО«ИНТЕРМАСС» Эволюция человека
Эволюция человека 12 ДЕКАБРЯ
12 ДЕКАБРЯ Броски в прыжке. Борьба за отскок, добивание
Броски в прыжке. Борьба за отскок, добивание The rolling roll
The rolling roll Название доклада
Название доклада Кризис полупроводников
Кризис полупроводников Управление проектами под ключ (инфраструктурное строительство)
Управление проектами под ключ (инфраструктурное строительство) Актуальные правовые аспекты синдицированного кредитования
Актуальные правовые аспекты синдицированного кредитования Глава шестаяЗаконы денежного обращения
Глава шестаяЗаконы денежного обращения 大卫不可以
大卫不可以 Звягинцева ТИ_ВР_ПрезентацияВКР
Звягинцева ТИ_ВР_ПрезентацияВКР Депозит. Условия депозита
Депозит. Условия депозита Презентация по английскому Национальная библиотека Испании
Презентация по английскому Национальная библиотека Испании  УЧР вводная лекция
УЧР вводная лекция Прогерия
Прогерия Классическая 3-х этапная системная модель Г. Саймона принятия решений. Достоинства и недостатки. Тема 3
Классическая 3-х этапная системная модель Г. Саймона принятия решений. Достоинства и недостатки. Тема 3 Не бывает прав без обязанностей. Сказочная викторина
Не бывает прав без обязанностей. Сказочная викторина Презентация на тему Законы Ньютона Силы в природе Законы сокращения
Презентация на тему Законы Ньютона Силы в природе Законы сокращения  Применение мезенхимальных клеток костного мозга в травматологии и ортопедии
Применение мезенхимальных клеток костного мозга в травматологии и ортопедии Профессия – «Кассир»
Профессия – «Кассир»