Слайд 2
С началом Великой Отечественной войны стало ясно, что техника в этой
войне должна сыграть решающую роль. Организации, занимающиеся сваркой, лаборатории вузов и секции сварочных обществ начали переключаться на решение проблем, которые возникали в связи с освоением и увеличением выпуска вооружений. Работы велись по двум направлениям: совершенствование известных технологий сварки и поиск новых. Целью первого направления было ускорение производства и повышение качества вооружения, а второго - разработка новых способов сварки
Слайд 3
Главные усилия советских ученых в период Великой Отечественной войны были направлены
на совершенствование боевой техники и технологии ее изготовления. Сварка широко использовалась при изготовлении танков, самолетов и другого вооружения и боеприпасов, а также при строительстве предприятий, эвакуированных в восточные районы страны.
Самым большим достижением сварщиков в годы войны следует считать внедрение и всеобщее признание преимуществ автоматической сварки под флюсом, особенно в производстве танков. В этом большая заслуга принадлежит Е.О.Патону и руководимому им коллективу научных сотрудников Института электросварки АН УССР, эвакуированному на Урал.
Автоматическая сварка под флюсом прошла производственную проверку на Уралвагонзаводе им. Ф.Э.Дзержинского еще до войны и с апреля 1941 г. была внедрена в цехе изготовления платформ вагонов.
Слайд 4Накопленный опыт применения автоматической сварки, большая сварочная лаборатория со штатом квалифицированных инструкторов,
наличие базы по изготовлению сварочных приспособлений и сварочных материалов предопределили выбор Е.О.Патоном района Урала как наиболее подходящего места для размещения Института электросварки в период Великой Отечественной войны. Вскоре на Уралвагонзаводе им. Ф.Э.Дзержинского был размещен танковый завод им. Коминтерна, эвакуированный из Харькова.
Война потребовала значительного расширения номенклатуры марок сталей, допускающих применение сварки. Поэтому следовало в первую очередь разработать технологию сварки всевозможных высокопрочных легированных сталей, широко встречающихся в артиллерийских системах, минометах, танках и в другой оборонной технике.
Благодаря настойчивости Е.О.Патона в Институте электросварки в первые месяцы пребывания на Урале широко развернулась работа по освоению технологии автоматической сварки под флюсом танковой брони. Одновременно начали внедрять автоматическую сварку при изготовлении артиллерийского вооружения и боеприпасов. Технология сварки высокопрочных сталей не была разработана ни у нас, ни за рубежом.
Слайд 5
Научные сотрудники института не оставляли рабочих мест по 10-12 ч в
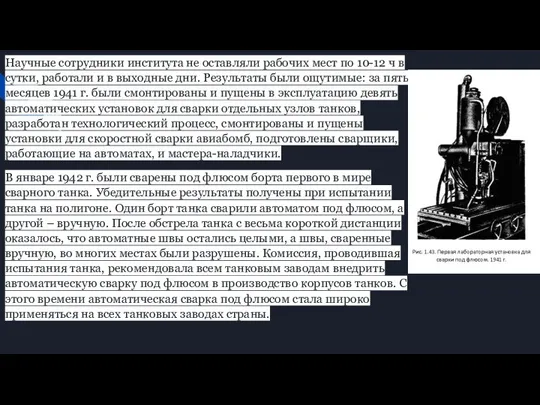
сутки, работали и в выходные дни. Результаты были ощутимые: за пять месяцев 1941 г. были смонтированы и пущены в эксплуатацию девять автоматических установок для сварки отдельных узлов танков, разработан технологический процесс, смонтированы и пущены установки для скоростной сварки авиабомб, подготовлены сварщики, работающие на автоматах, и мастера-наладчики.
В январе 1942 г. были сварены под флюсом борта первого в мире сварного танка. Убедительные результаты получены при испытании танка на полигоне. Один борт танка сварили автоматом под флюсом, а другой – вручную. После обстрела танка с весьма короткой дистанции оказалось, что автоматные швы остались целыми, а швы, сваренные вручную, во многих местах были разрушены. Комиссия, проводившая испытания танка, рекомендовала всем танковым заводам внедрить автоматическую сварку под флюсом в производство корпусов танков. С этого времени автоматическая сварка под флюсом стала широко применяться на всех танковых заводах страны.
Слайд 6
Е.О.Патон лично руководил освоением автоматической сварки под флюсом на заводе им.
Коминтерна. На этом заводе были смонтированы и пущены 19 установок для автоматической сварки танковых корпусов, была смонтирована и пущена в действие первая в мире поточная линия для изготовления бронекорпусов танков. Создание поточной линии дало возможность прекратить выпуск корпусов танков в индивидуальном порядке. Пуск поточной линии освободил для других работ 280 квалифицированных сварщиков, которых заменили 57 рабочих, в основном девушки. Во второй половине 1942 г. советская промышленность уже выпускала танков больше, чем промышленность Германии.
К концу 1942 г. на танковых, минометных, артиллерийских заводах Советского Союза уже работало около 40 установок для автоматической сварки.
Слайд 7
В 1943 г. Институт электросварки продолжал оказывать помощь военным заводам страны
в деле освоения скоростной автоматической сварки под флюсом. В этом году только на заводах Наркомата танковой промышленности уже работало 50 автосварочных установок. Кроме того, институт внедрял автоматическую сварку и на многих других за-водах. С помощью скоростной автоматической сварки под флюсом было организовано поточное производство фугасных авиабомб, реактивных снарядов для прославленных «катюш», а также многих других видов вооружения и боеприпасов. Характерно, что ни в одной стране, кроме Советского Союза, автоматическая сварка под флюсом в танковой промышленности в гг. войны не применялась. Лишь в последние месяцы войны по примеру СССР в США начали осваивать сварку под флюсом при постройке бронекорпусов танков и самоходных артиллерийских установок. В этот период в Германии автоматическая сварка бронекорпусов танков так и не была освоена.
Слайд 8
Академик Борис Евгеньевич Патон (ныне директор Института электросварки им. Е.О.Патона), работавший
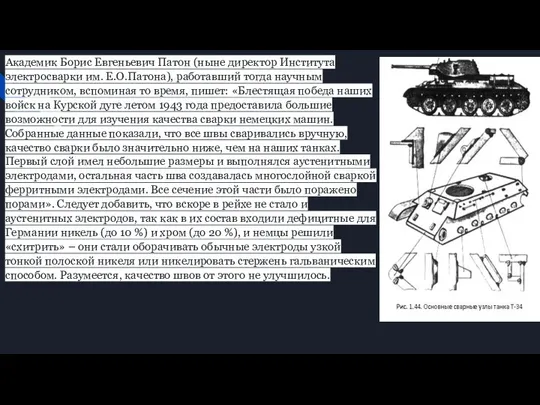
тогда научным сотрудником, вспоминая то время, пишет: «Блестящая победа наших войск на Курской дуге летом 1943 года предоставила большие возможности для изучения качества сварки немецких машин. Собранные данные показали, что все швы сваривались вручную, качество сварки было значительно ниже, чем на наших танках. Первый слой имел небольшие размеры и выполнялся аустенитными электродами, остальная часть шва создавалась многослойной сваркой ферритными электродами. Все сечение этой части было поражено порами». Следует добавить, что вскоре в рейхе не стало и аустенитных электродов, так как в их состав входили дефицитные для Германии никель (до 10 %) и хром (до 20 %), и немцы решили «схитрить» – они стали оборачивать обычные электроды узкой тонкой полоской никеля или никелировать стержень гальваническим способом. Разумеется, качество швов от этого не улучшилось.
Слайд 9
В период 1941-1945 гг. большой вклад в освоение выпуска военной продукции
внесли сотрудники лаборатории сварки Горьковского автомобильного завода. За короткое время одновременно с изготовлением автомобилей был освоен выпуск самоходных артиллерийских установок, снарядов для «катюш» и другой продукции для фронта.
В 1944 г. на 52 заводах СССР уже работало свыше 100 автосварочных установок, введенных в эксплуатацию сотрудниками Института электросварки. Применение автоматической сварки в оборонной промышленности дало исключительно большой эффект – позволило резко увеличить выпуск боевых машин, боеприпасов и вооружения высокого качества для Советской Армии. Только на танковом заводе им. Коминтерна с помощью автоматов для сварки под флюсом было выполнено 2400 км шва. К концу войны завод изготовил более 35 тысяч танков.
Кроме Института электросварки АН УССР плодотворную работу по внедрению сварочной техники в оборонную промышленность вели многие организации, например, ЦНИИТМАШ, НИАТ и другие. Перед войной ЦНИИТМАШ успешно освоил сварку под флюсом обычной электродной проволокой, разработал хороший флюс типа ОСЦ-45 и технологию скоростной сварки разного рода конструкций, спроектировал несколько установок для этого процесса.
Слайд 10
В годы войны сотрудники отдела сварки ЦНИИТМАШ (К.А.Удотов, К.В.Любавский, Л.М.Яровинский, И.Л.Бринберг,
А.С.Гельман и др.) главное внимание уделяли разработке технологии сварочных материалов и оборудования для автоматической сварки под флюсом и их внедрению в производство боеприпасов. На автоматах конструкции ЦНИИТМАШ можно было сваривать как длинные прямые швы на горизонтальной плоскости, так и круговые больших и малых диаметров. Это особенно было необходимо для промышленности, изготавливавшей вооружение и боеприпасы.
В годы Великой Отечественной войны значительно расширилось применение высокопроизводительной контактной сварки. При изготовлении артиллерийского и стрелкового вооружения (пистолеты-пулеметы ППШ, ППС) стали широко использовать штампосварные конструкции с массовым применением контактной электросварки.
В 1942 г. при Московском электромеханическом институте инженеров железнодорожного транспорта создана лаборатория сварки и резки под водой, которой руководил К.К.Хренов. Лаборатория выполняла задания Главного управления военно-восстановительных работ Народного комиссариата путей сообщения СССР (ГУВВР НКПС). Разрабатывались покрытия электродов для подводной сварки и резки и т. д. Кроме того, лаборатория готовила кадры сварщиков и резчиков для работы под водой для Военно-Морского Флота и железнодорожного транспорта. Она организовывала выезды бригад для проведения опытных работ в прифронтовой зоне, которые подтвердили большую эффективность подводной резки пролетных строений взорванных железнодорожных мостов. Успешное выполнение этих работ позволило уже в декабре 1942 г. сформировать специальный восстановительный поезд для подводной электрорезки, который имел свою электростанцию, водолазные станции, сварочные агрегаты, понтоны, подъемные средства и т. д.
В годы Великой Отечественной войны важные теоретические исследования проводили ученые-сварщики Москвы, Ленинграда и других городов. Н.Н.Рыкалин выполнил работы по вопросам расплавления электродов и проплавления основного металла. А.А.Алов работал над изучением шлаковых включений и пор в металле шва. Успешные исследования в области точечной контактной электросварки элементов больших толщин проводил А.С.Гельман. Над раскрытием механизма возникновения собственных напряжений и деформаций в процессе сварки работали Н.О.Окерблом и В.П.Вологдин. Глубокие теоретические исследования прочности элементов сварных конструкций выполнил С.А.Данилов. В создании различных сварных конструкций для вооружения участвовали Г.А.Николаев, Н.Н.Прохоров и др.
Слайд 11В военное время стало очевидным, что прежние пути развития газопламенной обработки металлов
недостаточны для удовлетворения потребностей промышленности. Возникла задача дальнейшей механизации и автоматизации разделительной кислородной резки, расширения областей ее применения, разработки новых технологических процессов. Для решения этих задач в феврале 1944 г. Был создан Научно-исследовательский институт автогенной промышленности. Инициаторами создания института были П.Л.Капица и Г.А.Николаев. В сентябре 1945 г. институт переименован во Всесоюзный научно-исследовательский институт автогенной обработки металлов (ВНИИавтоген).
Слайд 12
В годы войны получила некоторое развитие термитная сварка металлов. Научными сотрудниками
отделения связи ЦНИИ железнодорожного транспорта был разработан магниевый термит, который упростил технологию термитной сварки и позволил легко производить сварку стальных телеграфных и телефонных проводов диаметром 3-6 мм в полевых условиях.
Поскольку основной объем сварочных работ в стране выполнялся вручную, большое значение имела проблема создания совершенных электродов. В гг. войны особенно хорошо зарекомендовали себя электроды УОНИ-13 – одни из лучших отечественных электродов. Эти электроды позволили перевести в разряд хорошо сваривающихся многие марки сталей, сварка которых до появления электродов УОНИ-13 была затруднена.
В военный период ученые-сварщики выполняли большую теоретическую и экспериментальную работу по замене дефицитных элементов электродных покрытий недефицитными, по созданию новых марок электродов. К.К.Хренов на основе теоретических и экспериментальных исследований совместно с сотрудниками МВТУ им. Н.Э.Баумана создал новое электродное покрытие (МТ), которое позволяло качественно сваривать сталь малой толщины – от 0,5 до 2,0 мм. Исходя из теории процессов, происходящих в сварочной дуге, К.К.Хренов разработал практические указания для замены дефицитных компонентов в электродных покрытиях, изменил и упростил рецептуру, что позволило использовать местное сырье: известняки, глины и т. д.
Слайд 13А.А.Алова в 1942 г. разработана технология изготовления древесной муки как заменителя крахмала
в покрытии электродов ОММ-5 и пищевой муки в электродах ОМА-2. В электродах ОММ-5 полевой шпат был заменен гранитом. Электроды для сварки углеродистых сталей разработал В.И.Ярхо. В лаборатории дуговой сварки ЦНИИТМАШ Г.И.Глушков в 1942 г. разработал электроды ЦС-1 и ЦС-2 для наплавки твердого сплава «Сормайт» постоянным и переменным током.
Большую работу выполнили советские ученые-сварщики по созданию флюсов для автоматической сварки. Накануне войны Институт электросварки разработал флюс АН-1, промышленное производство которого было налажено на заводе «Пролетарий» в Донбассе. После временной оккупации Донбасса требовалось срочно создать новые флюсы на базе другого сырья. В Институте электросварки был разработан высококремнистый марганцовистый флюс АН-Л (А.М.Лапин), однако его компоненты были дефицитными. В 1942 г. создан плавленый флюс АН-2 для автоматической сварки углеродистых и легированных сталей, который нашел применение в оборонной промышленности. Была налажена его выплавка в электрических печах. Однако производство его ограничивалось недостатком сырья, сложной технологией изготовления и дефицитом строительных материалов для печей.
Слайд 14
По заданию Е.О.Патона поисками местных компонентов для флюса занялись все работники
института. Вскоре А.И.Коренной предложил использовать как сырье для изготовления флюса шлак Ашинского металлургического завода – отходы доменного производства при выплавке чугуна на древесном угле. На базе этого шлака сотрудники института в содружестве с работниками Ашинского металлургического завода в 1942 г. создали флюс марки АШ (ашинский флюс), пригодный для автоматической сварки легированных сталей. Таким образом оборонная промышленность получила флюс, который применялся в отечественной промышленности до 1947 г., когда в Донбассе было налажено централизованное производство флюса АН-3, разработанного в Институте электросварки.
Флюс ОСЦ-45, разработанный в 1941 г., в гг. войны имел ограниченное применение, поскольку в его состав входила дефицитная в те гг. марганцевая руда (45-50% MnO). Аналогичный высококремнистый марганцевый флюс ЭМК-31 для механизированной сварки углеродистых сталей, разработанный в 1941 г. на ленинградском заводе «Электрик» (Л.Н.Кушнерев), также почти не применялся. В 1943 г. К.В.Любавский и Ф.И.Пашуканис разработали флюс ФЦ-1, предназначенный для сварки основных марок углеродистых сталей. Его выплавляли из недефицитных компонентов: доломита, песка, марганцевой руды и плавикового шпата с добавлением в шихту молотого кокса. Этот флюс дал возможность успешно сваривать швы малого диаметра.
Слайд 15Поскольку в годы войны на сварочных автоматах часто работали рабочие низкой квалификации,
необходимо было максимально упростить сварочные установки. В 1942 г. в Институте электросварки старший научный сотрудник В.И.Дятлов предложил заменить сложные сварочные головки с автоматическими регуляторами напряжения дуги механизмом, подающим электрод с постоянной скоростью. Это вытекало из его важного научного открытия явления саморегулирования мощной электрической дуги. На свое изобретение В.И.Дятлов получил авторское свидетельство.
Открытие явления саморегулирования мощной сварочной дуги, горящей под флюсом, является выдающимся достижением советской сварочной науки и техники. Оно вызвало большие изменения в области конструирования сварочных автоматов, так как дало возможность строить простые и надежные автоматы с постоянной скоростью подачи электродной проволоки.
Особо следует отметить строительство подводного бензопровода в осажденный Ленинград через Ладожское озеро в мае-июне 1942 г. Бензопровод строил сварочно-монтажный трест Наркомстроя. Сварочными работами руководил А.С.Фалькевич. Подводная часть бензопровода проложена совместно с ЭПРОН Краснознаменного Балтийского флота. Бензопровод был изготовлен из труб диаметром 101 мм. Его протяженность – 30 км, в том числе по дну Ладожского озера 21,5 км и 8,5 км по суше. В качестве основного метода соединения труб была выбрана ручная дуговая сварка. Хотя строительство проводилось в сложных фронтовых условиях, качество сварочных работ было высоким: из 4500 стыков дефекты обнаружены только в одном. Бензопровод успешно эксплуатировался вплоть до снятия блокады.
Слайд 16
В апреле 1943 г. Народный комиссариат судостроительной промышленности СССР обратился в
Институт электросварки с просьбой помочь внедрить автоматическую сварку под флюсом в судостроение. Несмотря на напряженную работу коллектива института на оборонных заводах и нехватку кадров, Е.О.Патон согласился оказать судостроителям необходимую помощь. Институт обязался изготовить в своих мастерских необходимую аппаратуру, помочь судостроительным заводам в наладке, пуске и освоении установок для автоматической сварки под флюсом.
В 1944 г. советская земля была почти полностью очищена от немецко-фашистских захватчиков. Необходимо было восстанавливать народное хозяйство в освобожденных районах. В ответ на постановление ЦК ВКП (б) и Совнаркома СССР от 21 августа 1943 г. «О неотложных мероприятиях по восстановлению хозяйства в районах, освобожденных от немецкой оккупации» во всех концах страны развернулась огромная работа по оказанию помощи освобожденным районам.
Сварка под флюсом широко применялась на восстанавливаемых заводах в освобожденных районах страны. Сварка была одним из основных технологических процессов при восстановлении разрушенных железнодорожных и автодорожных мостов, энергетических и промышленных объектов, резервуаров для нефтепродуктов, трубопроводов, паровых котлов, различного машинного оборудования.
В июне 1944 г. коллектив Института электросварки АН УССР возвратился в Киев. Лаборатории и мастерские института были разрушены, все ценное оборудование вывезено в Германию. По возвращению в Киев институту было предоставлено новое здание.
В 1944 г. в институте разработаны рабочие чертежи установок для автоматической сварки под флюсом котельных барабанов на киевском заводе «Ленинская кузница». В экспериментальных мастерских института в том же году организован выпуск сварочных головок и электрической аппаратуры к установкам автоматической сварки под флюсом. Было также организовано производство покрытых электродов для ручной сварки, которые передавались предприятиям.
Подготовка к войне и сама война дали толчок развитию сварки как новой, перспективной технологии во многих странах мира.
Перед Второй мировой войной в Германии в сварке увидели средство обойти ограничения по водоизмещению боевых кораблей, установленные Версальским договором. Не превышая разрешенных 10000 тонн, конструкторы сумели разместить на крейсерах мощное вооружение благодаря тому, что вес сварного корпуса стал на 15% меньше клёпаного. Возросли темпы строительства кораблей. Корпуса линкоров, подводных лодок стали изготавливать с помощью ручной дуговой сварки. Бронированные плиты бортов, палуб, башен и рубок сваривали хромоникельмолибденовыми электродами.

 Chesapeake Bay Bridge-Tunnel
Chesapeake Bay Bridge-Tunnel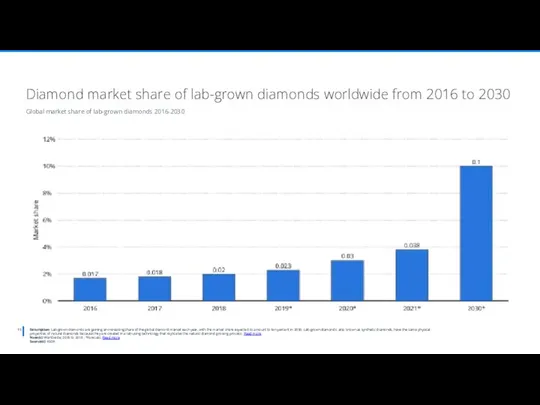 study_id68955_global-lab-grown-diamond-industry
study_id68955_global-lab-grown-diamond-industry Перевод вторичного рынка ОФЗ в ЗАО «ФБ ММВБ»
Перевод вторичного рынка ОФЗ в ЗАО «ФБ ММВБ» Adam_Smit__1_1
Adam_Smit__1_1 Архитектура Готики
Архитектура Готики Маршрутная сеть автобусов
Маршрутная сеть автобусов Ремонт фасадов
Ремонт фасадов ДЕТСКО-РОДИТЕЛЬСКИЙ ОБРАЗОВАТЕЛЬНЫЙ ПРОЕКТ «Скоро в школу»
ДЕТСКО-РОДИТЕЛЬСКИЙ ОБРАЗОВАТЕЛЬНЫЙ ПРОЕКТ «Скоро в школу» Уолт Дисней
Уолт Дисней Homeland SecurityA Strategic OverviewВнутренняя БезопасностьСтратегический Обзор
Homeland SecurityA Strategic OverviewВнутренняя БезопасностьСтратегический Обзор Презентация на тему ВЛИЯНИЕ ЭЛЕКТРОМАГНИТНОГО ПОЛЯ НА ОРГАНИЗМ ЧЕЛОВЕКА. ФИЗИОТЕРАПИЯ
Презентация на тему ВЛИЯНИЕ ЭЛЕКТРОМАГНИТНОГО ПОЛЯ НА ОРГАНИЗМ ЧЕЛОВЕКА. ФИЗИОТЕРАПИЯ  Furniture in the flat
Furniture in the flat Групповые консультации как форма учебных занятий
Групповые консультации как форма учебных занятий Ядовитые растения
Ядовитые растения Семья – островок любви
Семья – островок любви Об апробации комплексного учебного курса для общеобразовательных учреждений «Основы религиозных культур и светской этики» в 2009-20
Об апробации комплексного учебного курса для общеобразовательных учреждений «Основы религиозных культур и светской этики» в 2009-20 Силы МЧС России
Силы МЧС России Кто такой тренер?
Кто такой тренер? График детских конкурсов ПОНИ®. Интеллектуальные соревнования для дошкольников
График детских конкурсов ПОНИ®. Интеллектуальные соревнования для дошкольников Топливно-энергетический комплекс
Топливно-энергетический комплекс Обстоятельства, исключающие преступность деяния. (тема 11)
Обстоятельства, исключающие преступность деяния. (тема 11) АИС «САО»
АИС «САО» Презентация на тему Природа Бурятии
Презентация на тему Природа Бурятии Презентация на тему Мамин Сибиряк
Презентация на тему Мамин Сибиряк Презентация на тему Десмургия
Презентация на тему Десмургия  Изучение перспективы развития предприятий молочной промышленности на примере ОАО Компании «ЮНИМИЛК».
Изучение перспективы развития предприятий молочной промышленности на примере ОАО Компании «ЮНИМИЛК». Видео. День матери
Видео. День матери Искусство эпохи Возрождения
Искусство эпохи Возрождения