- Картирование потока создания ценностей

Содержание
- 2. Поток создания ценности (value stream, псц) – это последовательность всех операций, которые осуществляются с продуктом от
- 3. Управление потоком создания ценности (VSM – Value Stream Management) - это планирование и преобразование процессов с
- 4. программа реализации VSM 1 шаг. постановка целей; 2 шаг. выбор области применения; 3 шаг. обучение персонала;
- 5. Все действия, которые составляют поток создания ценности, делятся на три категории: 1) действия, создающие ценность, как,
- 6. Составление карты потока создания ценности (этапы) 1) Построение схемы процесса. 2) Детальное описание процесса. 3) Разработка
- 7. Составление карты потока создания ценности (этапы) 7) Построение карты будущего состояния потока создания ценности (без потерь).
- 9. Рекомендации по составлению схем Всегда следует собирать данные о текущем состоянии, лично проходя по фактическим потокам
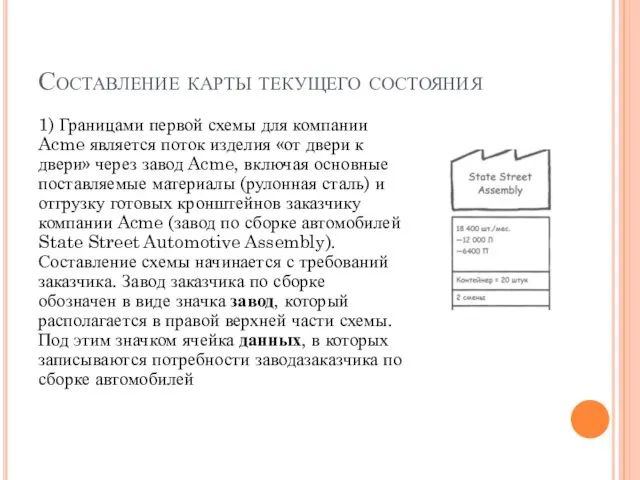
- 10. Составление карты текущего состояния 1) Границами первой схемы для компании Acme является поток изделия «от двери
- 11. Завод State Street Assembly Работает в две смены. Использует 18 400 кронштейнов поворотного кулака в месяц
- 12. Составление карты текущего состояния 2) Разработка основных производственных процессов. для отображения процессов используется ячейка процессов; ячейка
- 13. Составление карты текущего состояния Поток материалов располагается слева на право в нижней половине схемы в порядке
- 14. Составление карты текущего состояния Список типичных технологических данных: С/Т – время цикла; С/О - время переналадки;
- 15. Составление карты текущего состояния время цикла - время, которое истекает между выхождением одной детали из процесса
- 16. Составление карты текущего состояния По мере прохождения потока материалов для изделия, будут выявлены места, в которых
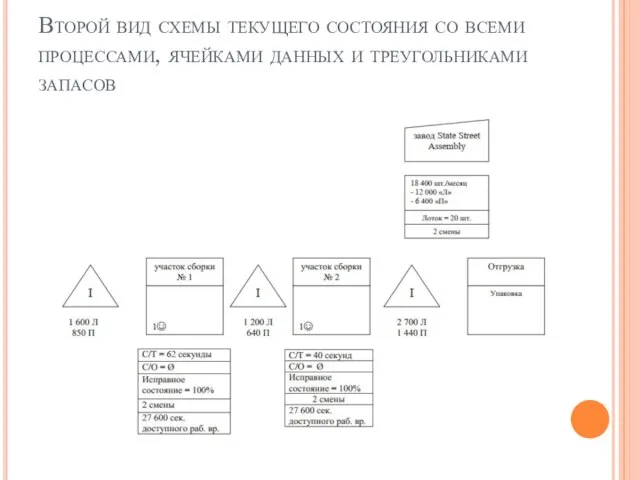
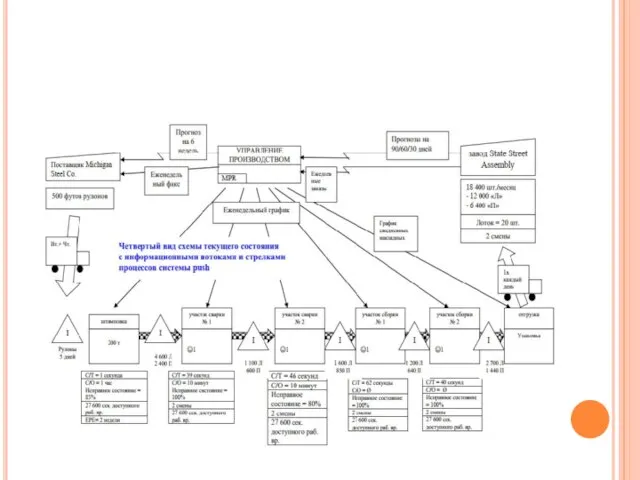
- 18. Второй вид схемы текущего состояния со всеми процессами, ячейками данных и треугольниками запасов
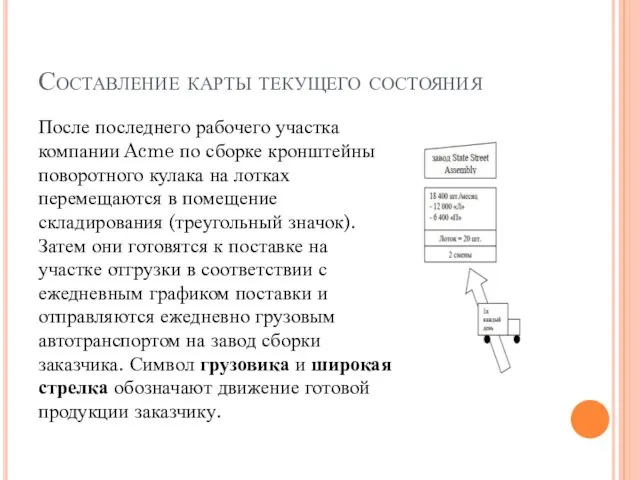
- 19. Составление карты текущего состояния После последнего рабочего участка компании Acme по сборке кронштейны поворотного кулака на
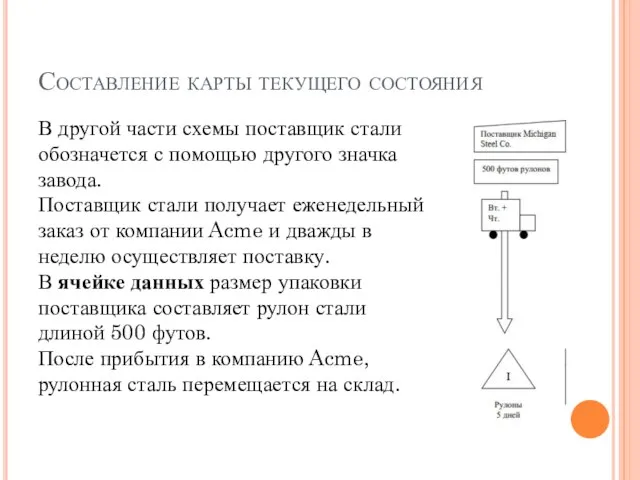
- 20. Составление карты текущего состояния В другой части схемы поставщик стали обозначется с помощью другого значка завода.
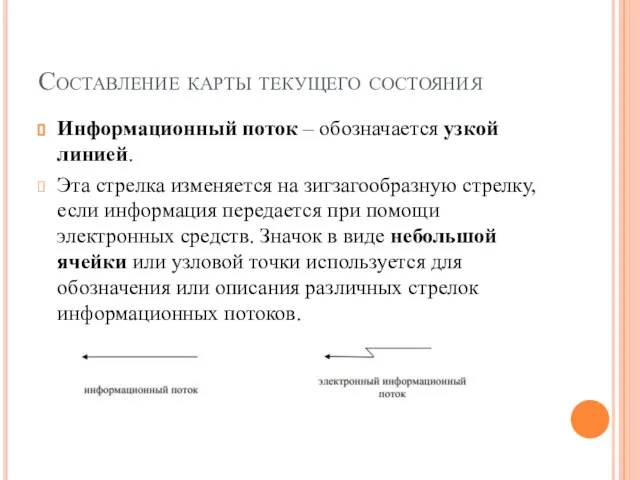
- 21. Составление карты текущего состояния Информационный поток – обозначается узкой линией. Эта стрелка изменяется на зигзагообразную стрелку,
- 22. Составление карты текущего состояния Подразделение по управлению производством компании Acme отображается с ячейкой процессов, включая примечание
- 23. Составление карты текущего состояния На схеме значком толкающего движения материала является стрелка с полосками. В компании
- 25. Составление карты текущего состояния Время выполнения заказа (в днях) для каждого треугольника с указанием запасов рассчитывается
- 27. Скачать презентацию
Слайд 2Поток создания ценности (value stream, псц)
– это последовательность всех операций, которые осуществляются
Поток создания ценности (value stream, псц)
– это последовательность всех операций, которые осуществляются
Слайд 3Управление потоком создания ценности (VSM – Value Stream Management)
- это планирование и
Управление потоком создания ценности (VSM – Value Stream Management)
- это планирование и
Слайд 4программа реализации VSM
1 шаг. постановка целей;
2 шаг. выбор области применения;
3 шаг. обучение
программа реализации VSM
1 шаг. постановка целей;
2 шаг. выбор области применения;
3 шаг. обучение
Слайд 5Все действия, которые составляют поток создания ценности, делятся на три категории:
1) действия,
Все действия, которые составляют поток создания ценности, делятся на три категории:
1) действия,
Слайд 6Составление карты потока создания ценности (этапы)
1) Построение схемы процесса.
2) Детальное описание
Составление карты потока создания ценности (этапы)
1) Построение схемы процесса.
2) Детальное описание
Слайд 7Составление карты потока создания ценности (этапы)
7) Построение карты будущего состояния потока создания
Составление карты потока создания ценности (этапы)
7) Построение карты будущего состояния потока создания
Слайд 9Рекомендации по составлению схем
Всегда следует собирать данные о текущем состоянии, лично проходя
Рекомендации по составлению схем
Всегда следует собирать данные о текущем состоянии, лично проходя
Слайд 10Составление карты текущего состояния
1) Границами первой схемы для компании Acme является поток
Составление карты текущего состояния
1) Границами первой схемы для компании Acme является поток
Слайд 11Завод State Street Assembly
Работает в две смены.
Использует 18 400 кронштейнов поворотного
Завод State Street Assembly
Работает в две смены.
Использует 18 400 кронштейнов поворотного
Слайд 12Составление карты текущего состояния
2) Разработка основных производственных процессов.
для отображения процессов используется ячейка
Составление карты текущего состояния
2) Разработка основных производственных процессов.
для отображения процессов используется ячейка
Слайд 13Составление карты текущего состояния
Поток материалов располагается слева на право в нижней половине
Составление карты текущего состояния
Поток материалов располагается слева на право в нижней половине
Слайд 14Составление карты текущего состояния
Список типичных технологических данных:
С/Т – время цикла;
С/О - время
Составление карты текущего состояния
Список типичных технологических данных:
С/Т – время цикла;
С/О - время
Слайд 15Составление карты текущего состояния
время цикла - время, которое истекает между выхождением одной
Составление карты текущего состояния
время цикла - время, которое истекает между выхождением одной
Слайд 16Составление карты текущего состояния
По мере прохождения потока материалов для изделия, будут выявлены
Составление карты текущего состояния
По мере прохождения потока материалов для изделия, будут выявлены
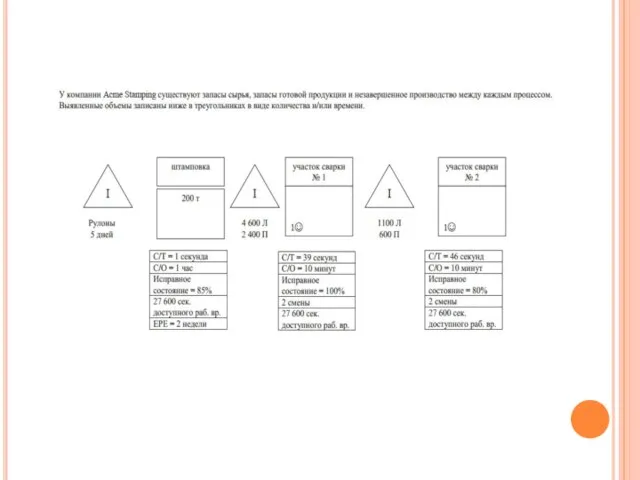
Слайд 18Второй вид схемы текущего состояния со всеми процессами, ячейками данных и треугольниками
Второй вид схемы текущего состояния со всеми процессами, ячейками данных и треугольниками
Слайд 19Составление карты текущего состояния
После последнего рабочего участка компании Acme по сборке кронштейны
Составление карты текущего состояния
После последнего рабочего участка компании Acme по сборке кронштейны
Слайд 20Составление карты текущего состояния
В другой части схемы поставщик стали обозначется с помощью
Составление карты текущего состояния
В другой части схемы поставщик стали обозначется с помощью
Слайд 21Составление карты текущего состояния
Информационный поток – обозначается узкой линией.
Эта стрелка изменяется
Составление карты текущего состояния
Информационный поток – обозначается узкой линией.
Эта стрелка изменяется
Слайд 22Составление карты текущего состояния
Подразделение по управлению производством компании Acme отображается с ячейкой
Составление карты текущего состояния
Подразделение по управлению производством компании Acme отображается с ячейкой
Слайд 23Составление карты текущего состояния
На схеме значком толкающего движения материала является стрелка с
Составление карты текущего состояния
На схеме значком толкающего движения материала является стрелка с
Слайд 25Составление карты текущего состояния
Время выполнения заказа (в днях) для каждого треугольника с
Составление карты текущего состояния
Время выполнения заказа (в днях) для каждого треугольника с
 Reflective practice andy hockley
Reflective practice andy hockley Спойлерное конфликтное управление в Камбодже. Миротворческая миссия ЮНТАК
Спойлерное конфликтное управление в Камбодже. Миротворческая миссия ЮНТАК СОЛНЦЕ
СОЛНЦЕ реализация программы нравственного воспитания
реализация программы нравственного воспитания Городское и сельское население России. Расселение населения
Городское и сельское население России. Расселение населения СТИЛЕВОЕ МНОГООБРАЗИЕ В АРХИТЕКТУРЕ Ханькова Т.И., учитель МХК
СТИЛЕВОЕ МНОГООБРАЗИЕ В АРХИТЕКТУРЕ Ханькова Т.И., учитель МХК Влияние каллиграфии на мозговую активность. 3 часть
Влияние каллиграфии на мозговую активность. 3 часть Презентация на тему: Программа физкультурно- оздоровительного кружка
Презентация на тему: Программа физкультурно- оздоровительного кружка Денис Шенцев Студия интернет-маркетинга Netpeak Всё, что стоит знать о SEO: в метафорах. - презентация
Денис Шенцев Студия интернет-маркетинга Netpeak Всё, что стоит знать о SEO: в метафорах. - презентация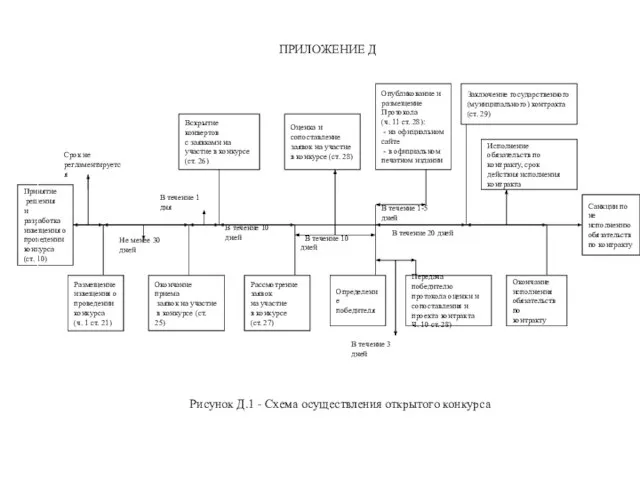 Рисунок Д.1 - Схема осуществления открытого конкурса
Рисунок Д.1 - Схема осуществления открытого конкурса Интернет
Интернет Внедрение ПЭУ в Узбекистане
Внедрение ПЭУ в Узбекистане Презентация учителя английского языка МОУ гимназия №67, участника программы «Учителя—учителям» Вестрик Людмилы Александровны г
Презентация учителя английского языка МОУ гимназия №67, участника программы «Учителя—учителям» Вестрик Людмилы Александровны г Презентация на тему Обеспечение личной безопасности в повседневной жизни
Презентация на тему Обеспечение личной безопасности в повседневной жизни  Enfant terrible,
Enfant terrible, Научное обеспечение развития стратегии пищевой и перерабатывающей промышленности
Научное обеспечение развития стратегии пищевой и перерабатывающей промышленности Треугольник. 9 задач с решением для подготовки к ЕГЭ.
Треугольник. 9 задач с решением для подготовки к ЕГЭ. АНАЛИЗ РАБОТЫ ШКОЛЫ
АНАЛИЗ РАБОТЫ ШКОЛЫ Семья Чвилёвых
Семья Чвилёвых Прогнозирование и планирование как инструмент управления социальным развитием организации
Прогнозирование и планирование как инструмент управления социальным развитием организации Регулируемые ЭПРА фирмы Helvar
Регулируемые ЭПРА фирмы Helvar Проёмы и способы их наложения
Проёмы и способы их наложения Life Club - возможность заработка
Life Club - возможность заработка LED Куб
LED Куб Харизма
Харизма Презентация на тему Республика Польша
Презентация на тему Республика Польша Виды анализа, классификация и их характеристика на предприятии. (Тема 2)
Виды анализа, классификация и их характеристика на предприятии. (Тема 2) [«Полное юридическое наименование Заявителя»][Название проекта]
[«Полное юридическое наименование Заявителя»][Название проекта]