- Конструктивные параметры типовых червяков одночервячных

Содержание
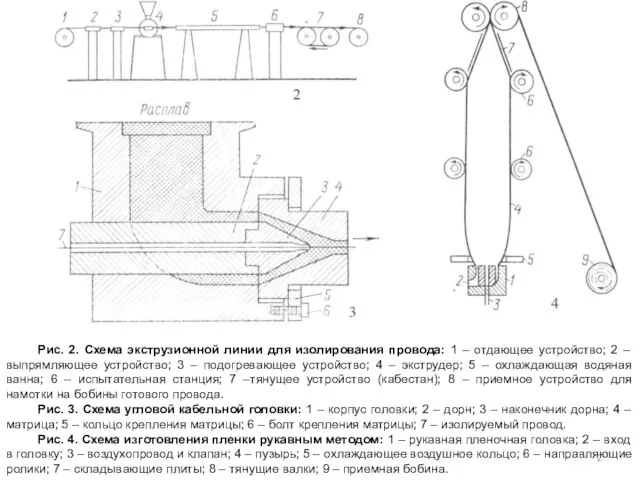
- 2. Рис. 2. Схема экструзионной линии для изолирования провода: 1 – отдающее устройство; 2 – выпрямляющее устройство;
- 3. Рис. 5. Циклограмма литьевого цикла. Пластификатор (темное поле): 1-2 – стадия впрыска, червяк движется вперед; 2-3
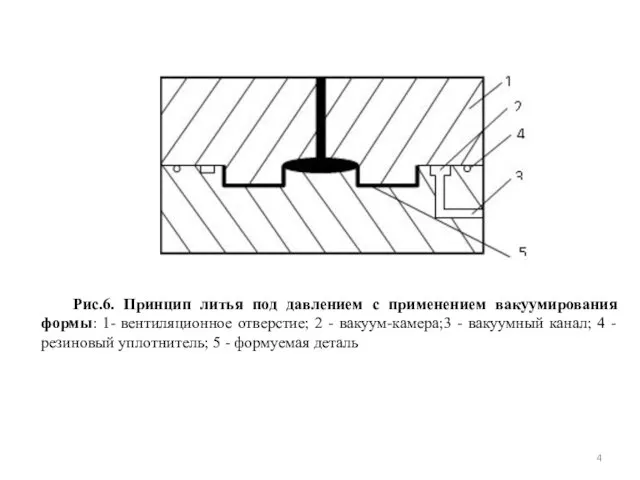
- 4. Рис.6. Принцип литья под давлением с применением вакуумирования формы: 1- вентиляционное отверстие; 2 - вакуум-камера;3 -
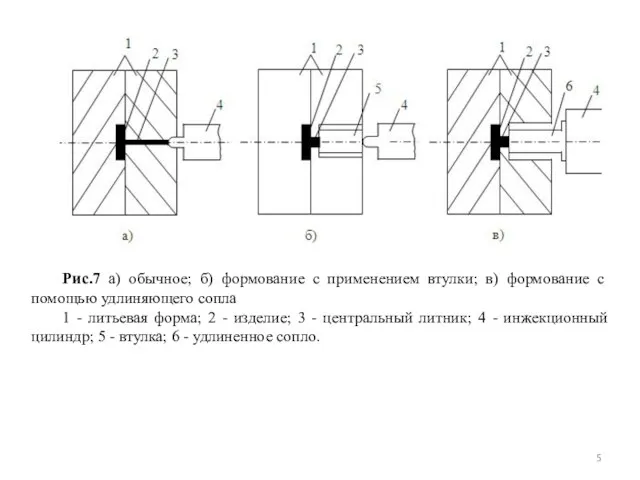
- 5. Рис.7 а) обычное; б) формование с применением втулки; в) формование с помощью удлиняющего сопла 1 -
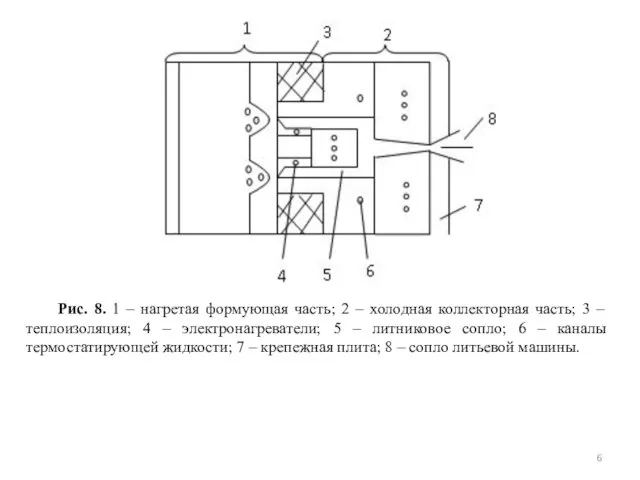
- 6. Рис. 8. 1 – нагретая формующая часть; 2 – холодная коллекторная часть; 3 – теплоизоляция; 4
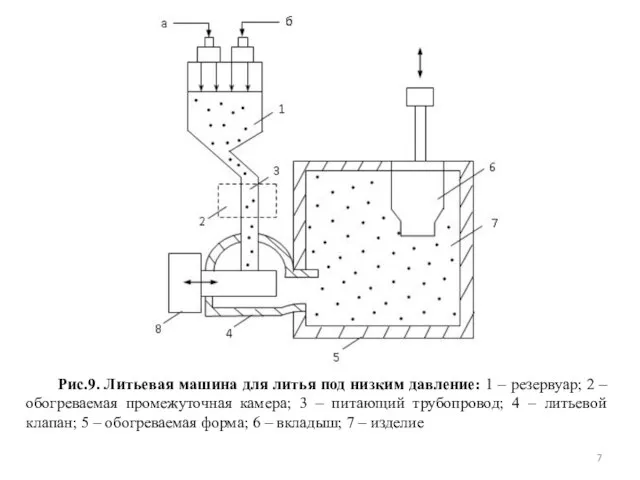
- 7. Рис.9. Литьевая машина для литья под низким давление: 1 – резервуар; 2 – обогреваемая промежуточная камера;
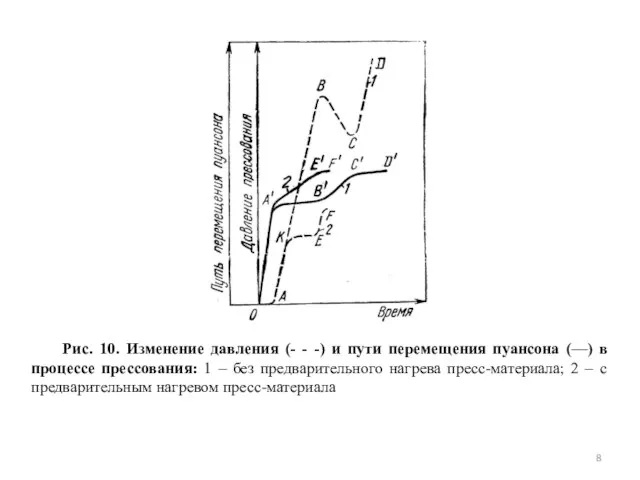
- 8. Рис. 10. Изменение давления (- - -) и пути перемещения пуансона (—) в процессе прессования: 1
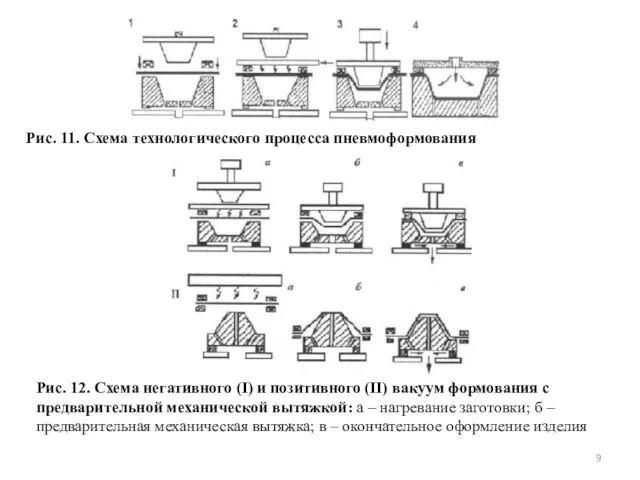
- 9. Рис. 11. Схема технологического процесса пневмоформования Рис. 12. Схема негативного (I) и позитивного (II) вакуум формования
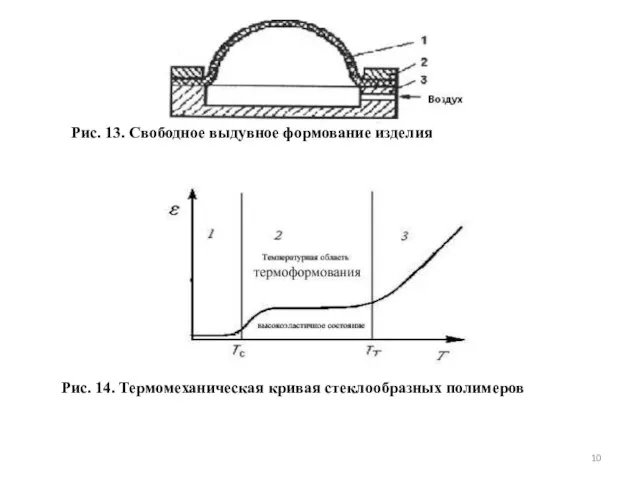
- 10. Рис. 13. Свободное выдувное формование изделия Рис. 14. Термомеханическая кривая стеклообразных полимеров
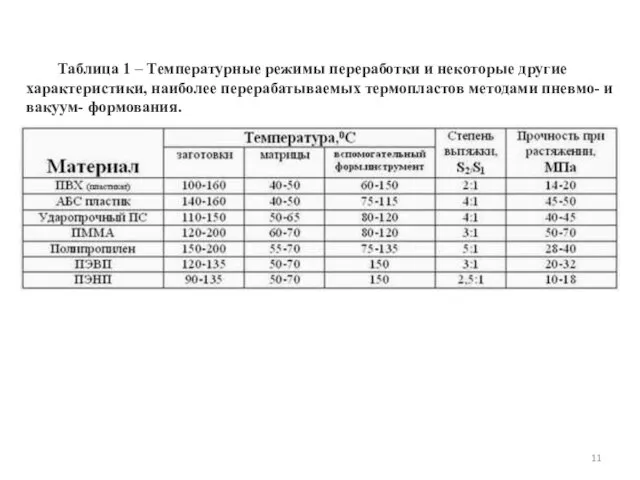
- 11. Таблица 1 – Температурные режимы переработки и некоторые другие характеристики, наиболее перерабатываемых термопластов методами пневмо- и
- 12. Рис. 15. Современная рулонная линия для термоформования
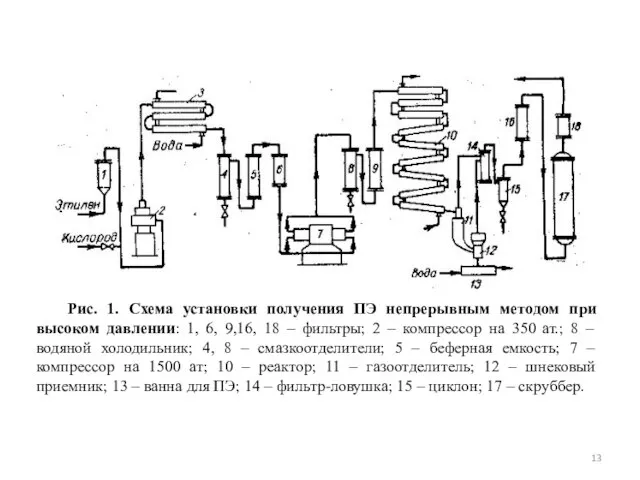
- 13. Рис. 1. Схема установки получения ПЭ непрерывным методом при высоком давлении: 1, 6, 9,16, 18 –
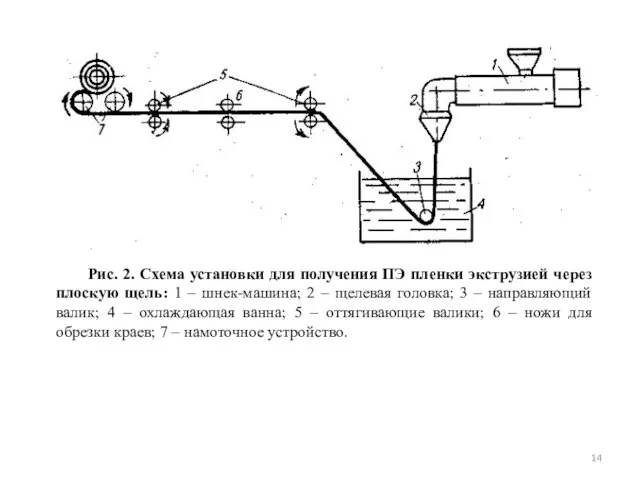
- 14. Рис. 2. Схема установки для получения ПЭ пленки экструзией через плоскую щель: 1 – шнек-машина; 2
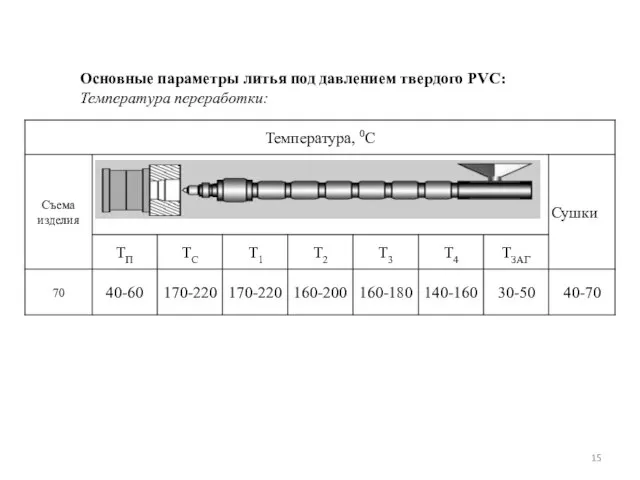
- 15. Основные параметры литья под давлением твердого PVC: Температура переработки:
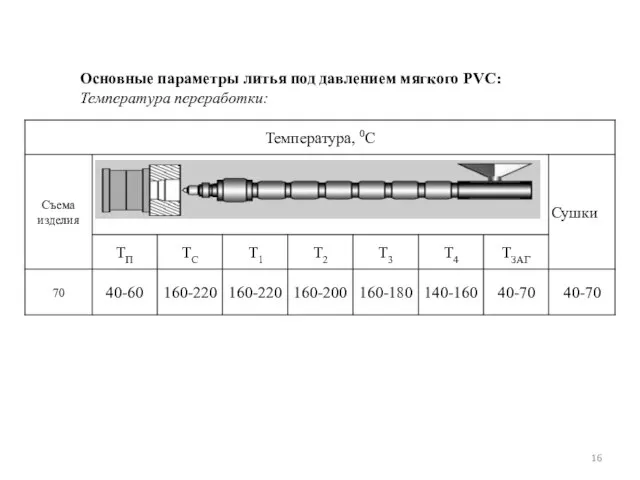
- 16. Основные параметры литья под давлением мягкого PVC: Температура переработки:
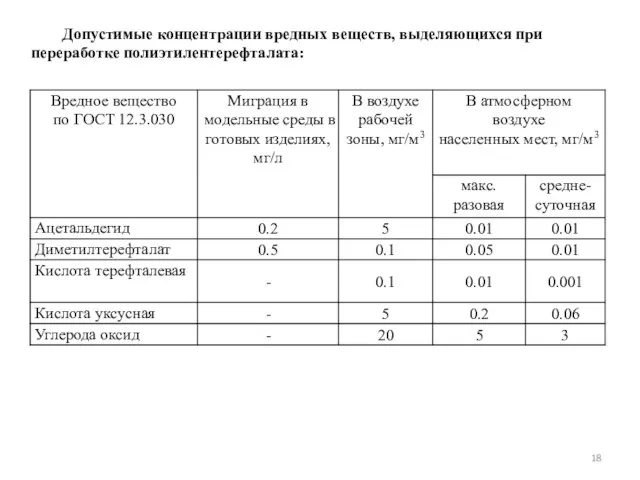
- 18. Допустимые концентрации вредных веществ, выделяющихся при переработке полиэтилентерефталата:
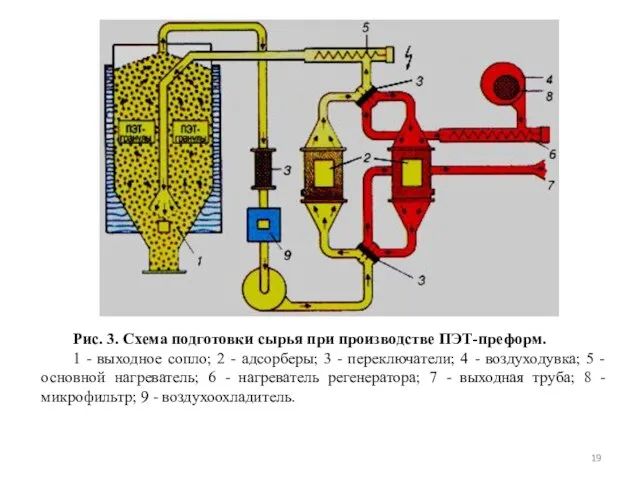
- 19. Рис. 3. Схема подготовки сырья при производстве ПЭТ-преформ. 1 - выходное сопло; 2 - адсорберы; 3
- 21. Скачать презентацию
Слайд 3Рис. 5. Циклограмма литьевого цикла. Пластификатор (темное поле): 1-2 – стадия впрыска,
Рис. 5. Циклограмма литьевого цикла. Пластификатор (темное поле): 1-2 – стадия впрыска,

Слайд 4Рис.6. Принцип литья под давлением с применением вакуумирования формы: 1- вентиляционное отверстие;
Рис.6. Принцип литья под давлением с применением вакуумирования формы: 1- вентиляционное отверстие;
Слайд 5Рис.7 а) обычное; б) формование с применением втулки; в) формование с помощью
Рис.7 а) обычное; б) формование с применением втулки; в) формование с помощью
Слайд 6Рис. 8. 1 – нагретая формующая часть; 2 – холодная коллекторная часть;
Рис. 8. 1 – нагретая формующая часть; 2 – холодная коллекторная часть;
Слайд 7Рис.9. Литьевая машина для литья под низким давление: 1 – резервуар; 2
Рис.9. Литьевая машина для литья под низким давление: 1 – резервуар; 2
Слайд 8Рис. 10. Изменение давления (- - -) и пути перемещения пуансона (—)
Рис. 10. Изменение давления (- - -) и пути перемещения пуансона (—)
Слайд 9Рис. 11. Схема технологического процесса пневмоформования
Рис. 12. Схема негативного (I) и позитивного
Рис. 11. Схема технологического процесса пневмоформования
Рис. 12. Схема негативного (I) и позитивного
Слайд 10Рис. 13. Свободное выдувное формование изделия
Рис. 14. Термомеханическая кривая стеклообразных полимеров
Рис. 13. Свободное выдувное формование изделия
Рис. 14. Термомеханическая кривая стеклообразных полимеров
Слайд 11Таблица 1 – Температурные режимы переработки и некоторые другие характеристики, наиболее перерабатываемых
Таблица 1 – Температурные режимы переработки и некоторые другие характеристики, наиболее перерабатываемых
Слайд 12Рис. 15. Современная рулонная линия для термоформования
Рис. 15. Современная рулонная линия для термоформования

Слайд 13Рис. 1. Схема установки получения ПЭ непрерывным методом при высоком давлении: 1,
Рис. 1. Схема установки получения ПЭ непрерывным методом при высоком давлении: 1,
Слайд 14Рис. 2. Схема установки для получения ПЭ пленки экструзией через плоскую щель:
Рис. 2. Схема установки для получения ПЭ пленки экструзией через плоскую щель:
Слайд 15Основные параметры литья под давлением твердого PVC:
Температура переработки:
Основные параметры литья под давлением твердого PVC:
Температура переработки:
Слайд 16Основные параметры литья под давлением мягкого PVC:
Температура переработки:
Основные параметры литья под давлением мягкого PVC:
Температура переработки:
Слайд 18Допустимые концентрации вредных веществ, выделяющихся при переработке полиэтилентерефталата:
Допустимые концентрации вредных веществ, выделяющихся при переработке полиэтилентерефталата:
Слайд 19Рис. 3. Схема подготовки сырья при производстве ПЭТ-преформ.
1 - выходное сопло;
Рис. 3. Схема подготовки сырья при производстве ПЭТ-преформ.
1 - выходное сопло;
 Презентация на тему Израильско-Иудейское царство
Презентация на тему Израильско-Иудейское царство Спряжение глаголов. Закрепление
Спряжение глаголов. Закрепление Городская квест-игра Самара - мой город! Российское Движение Школьников
Городская квест-игра Самара - мой город! Российское Движение Школьников Правовые системы и правовые семьи
Правовые системы и правовые семьи Политическая мода и высокая мода
Политическая мода и высокая мода Презентация на тему Почва, ее состав и свойства
Презентация на тему Почва, ее состав и свойства  Бизнес-план 2022 года отрасли Кормопроизводство
Бизнес-план 2022 года отрасли Кормопроизводство Исследование автономных систем с помощью векторных полей
Исследование автономных систем с помощью векторных полей Расчеты по налогам и сборам. Счет 68
Расчеты по налогам и сборам. Счет 68 Коллективное поведение
Коллективное поведение Процесс транснационализации и ТНК в мировой экономике
Процесс транснационализации и ТНК в мировой экономике Линия
Линия Динамика чтения показывает, что в современном обществе среди молодежи значительно понизился интерес к чтению, как важному источн
Динамика чтения показывает, что в современном обществе среди молодежи значительно понизился интерес к чтению, как важному источн Алмаз
Алмаз Психолого-педагогическая диагностика в начальной школе
Психолого-педагогическая диагностика в начальной школе Обезболивание в абдоминальной хирургии плановое и неотлжное вмешательство
Обезболивание в абдоминальной хирургии плановое и неотлжное вмешательство Презентация на тему Культурные растения
Презентация на тему Культурные растения  Автоматическое повторное включение
Автоматическое повторное включение Право и закон
Право и закон ТЖТӘ - 4-лекция
ТЖТӘ - 4-лекция Восточные единоборства, их история и развитие как вида спорта. Русские национальные виды спорта и игры
Восточные единоборства, их история и развитие как вида спорта. Русские национальные виды спорта и игры Эндокринная система человека
Эндокринная система человека Процедура ОРС (открытия расчетного счета)
Процедура ОРС (открытия расчетного счета) Как различать причастие и деепричастие
Как различать причастие и деепричастие Смертная казнь
Смертная казнь Из истории космонавтики
Из истории космонавтики Р.Х. Марданов, Председатель Национального банка Республики Башкортостан Банка России
Р.Х. Марданов, Председатель Национального банка Республики Башкортостан Банка России Проектная деятельность в начальной школе.
Проектная деятельность в начальной школе.