- Контроль на обогатительных фабриках

Содержание
- 2. Повышение качества продукции на обогатительных фабриках возможно лишь при условии достоверного контроля качества руд и продуктов
- 3. Терминология Партия топлива - количество топлива, отгруженное потребителю за определённый промежуток времени, среднее качество которого характеризуется
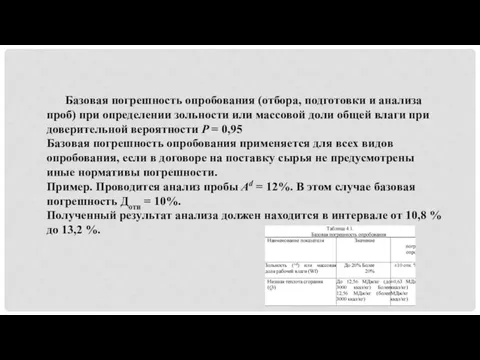
- 4. Базовая погрешность опробования (отбора, подготовки и анализа проб) при определении зольности или массовой доли общей влаги
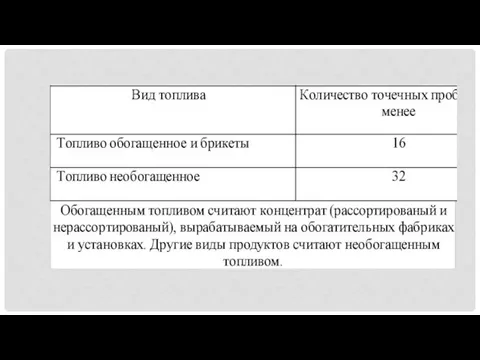
- 5. Количество и масса точечных проб Отбор объединенных проб выполняется от каждой партии материала, в соответствии с
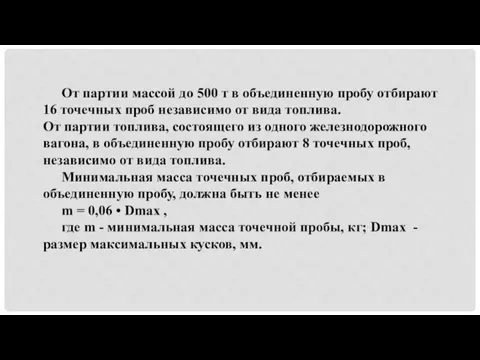
- 7. От партии массой до 500 т в объединенную пробу отбирают 16 точечных проб независимо от вида
- 8. Объединенные пробы обрабатывают по мере отбора отдельных точечных проб, или после отбора всех точечных проб, которые
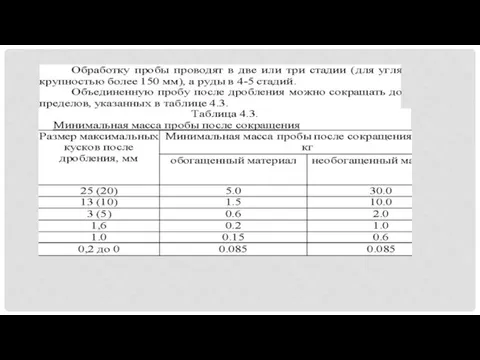
- 10. Стадии подготовки проб Обработка проб производится следующим образом: 1. Объединенную пробу измельчают до крупности 0 -
- 11. 3. Для определения общей влажности лабораторную пробу высыпают на противень слоем не более 10мм, устанавливают в
- 12. 5. Измельченную пробу перемешивают и делителем сокращают до необходимой массы. При отсутствии механического делителя аналитическую пробу
- 13. 7. Лабораторные и аналитические пробы засыпают в банки, взвешенные вместе с крышками, материалом для опечатывания и
- 14. Одну этикетку вкладывают в банку с пробой, другую прикрепляют на банке. Если пробы не отправляются для
- 15. МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ПРОЦЕССА И ПОКАЗАТЕЛЕЙ КАЧЕСТВА
- 16. Собираемые пробы на обогатительной фабрике можно классифицировать: на минералогическую, химическую, технологическую пробы для определения содержания влаги
- 17. Весовой учёт исходного материала и продуктов обогащения Учёт количества рядового угля и продуктов обогащения является одним
- 18. Вагонные циферблатные весы РС - 150Ц13В. Эти весы предусматривают взвешивание вагонов с остановкой и расцепкой. Предел
- 19. При небольшой производительности фабрики взвешиваются все вагоны с углём, а при большой производительности и постоянных поставках
- 20. Непрерывное взвешивание на ленточных конвейерах Конвейерные весы. Загрузка ленточных конвейеров должна осуществляться равномерно. Нагрузка на ленточный
- 21. Автоматические весы типа ЛТМ. Максимальная нагрузка не должна превышать 500 кг на метр ленты. Погрешность измерения
- 22. Контроль уровня материала в рабочих зонах дробилок и мельниц осуществляют по косвенным сигналам: измеряют мощность (или
- 23. Контроль гранулометрического состава заключается в определении содержания классов заданной крупности в анализируемой пробе. Этот вид анализа
- 24. Контроль плотности пульпы может осуществляться ручным способом и автоматически. Под плотностью пульпы подразумевается содержание твердого в
- 25. Для автоматического измерения плотности пульпы применяются плотномеры различной конструкции (весовые и радиоактивные), которые не только автоматически
- 27. Скачать презентацию
Слайд 2Повышение качества продукции на обогатительных фабриках возможно лишь при условии достоверного контроля
Повышение качества продукции на обогатительных фабриках возможно лишь при условии достоверного контроля
Слайд 3Терминология
Партия топлива - количество топлива, отгруженное потребителю за определённый промежуток времени, среднее
Терминология
Партия топлива - количество топлива, отгруженное потребителю за определённый промежуток времени, среднее
Слайд 4Базовая погрешность опробования (отбора, подготовки и анализа проб) при определении зольности или
Базовая погрешность опробования (отбора, подготовки и анализа проб) при определении зольности или
Слайд 5Количество и масса точечных проб
Отбор объединенных проб выполняется от каждой партии материала,
Количество и масса точечных проб
Отбор объединенных проб выполняется от каждой партии материала,
Слайд 7От партии массой до 500 т в объединенную пробу отбирают 16 точечных
От партии массой до 500 т в объединенную пробу отбирают 16 точечных
Слайд 8Объединенные пробы обрабатывают по мере отбора отдельных точечных проб, или после отбора
Объединенные пробы обрабатывают по мере отбора отдельных точечных проб, или после отбора
Слайд 10Стадии подготовки проб
Обработка проб производится следующим образом:
1. Объединенную пробу измельчают до крупности
Стадии подготовки проб
Обработка проб производится следующим образом:
1. Объединенную пробу измельчают до крупности
Слайд 113. Для определения общей влажности лабораторную пробу высыпают на противень слоем не
3. Для определения общей влажности лабораторную пробу высыпают на противень слоем не
Слайд 125. Измельченную пробу перемешивают и делителем сокращают до необходимой массы. При отсутствии
5. Измельченную пробу перемешивают и делителем сокращают до необходимой массы. При отсутствии
Слайд 137. Лабораторные и аналитические пробы засыпают в банки, взвешенные вместе с крышками,
7. Лабораторные и аналитические пробы засыпают в банки, взвешенные вместе с крышками,
Слайд 14Одну этикетку вкладывают в банку с пробой, другую прикрепляют на банке. Если
Одну этикетку вкладывают в банку с пробой, другую прикрепляют на банке. Если
Слайд 15МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ПРОЦЕССА И ПОКАЗАТЕЛЕЙ КАЧЕСТВА
МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЯ ПАРАМЕТРОВ ПРОЦЕССА И ПОКАЗАТЕЛЕЙ КАЧЕСТВА
Слайд 16Собираемые пробы на обогатительной фабрике можно классифицировать: на минералогическую, химическую, технологическую пробы
Собираемые пробы на обогатительной фабрике можно классифицировать: на минералогическую, химическую, технологическую пробы
Слайд 17 Весовой учёт исходного материала и продуктов обогащения
Учёт количества рядового угля и
Весовой учёт исходного материала и продуктов обогащения
Учёт количества рядового угля и
Слайд 18Вагонные циферблатные весы РС - 150Ц13В. Эти весы предусматривают взвешивание вагонов с
Вагонные циферблатные весы РС - 150Ц13В. Эти весы предусматривают взвешивание вагонов с
Слайд 19При небольшой производительности фабрики взвешиваются все вагоны с углём, а при большой
При небольшой производительности фабрики взвешиваются все вагоны с углём, а при большой
Слайд 20Непрерывное взвешивание на ленточных конвейерах
Конвейерные весы. Загрузка ленточных конвейеров должна осуществляться равномерно.
Непрерывное взвешивание на ленточных конвейерах
Конвейерные весы. Загрузка ленточных конвейеров должна осуществляться равномерно.
Слайд 21Автоматические весы типа ЛТМ. Максимальная нагрузка не должна превышать 500 кг на
Автоматические весы типа ЛТМ. Максимальная нагрузка не должна превышать 500 кг на
Слайд 22Контроль уровня материала в рабочих зонах дробилок и мельниц осуществляют по косвенным
Контроль уровня материала в рабочих зонах дробилок и мельниц осуществляют по косвенным
Слайд 23Контроль гранулометрического состава заключается в определении содержания классов заданной крупности в анализируемой
Контроль гранулометрического состава заключается в определении содержания классов заданной крупности в анализируемой
Слайд 24Контроль плотности пульпы может осуществляться ручным способом и автоматически. Под плотностью пульпы
Контроль плотности пульпы может осуществляться ручным способом и автоматически. Под плотностью пульпы
Слайд 25Для автоматического измерения плотности пульпы применяются плотномеры различной конструкции (весовые и радиоактивные),
Для автоматического измерения плотности пульпы применяются плотномеры различной конструкции (весовые и радиоактивные),
 Мы во Вселенной
Мы во Вселенной 3_Свідомість і мова
3_Свідомість і мова Презентация на тему Биосинтез белка
Презентация на тему Биосинтез белка  МЭМС. Акселерометры и датчики давления
МЭМС. Акселерометры и датчики давления Презентация на тему Почва важнейшая часть экосистемы
Презентация на тему Почва важнейшая часть экосистемы  Франсуа Виет
Франсуа Виет В мире басен
В мире басен 10-3-1-informacionnye-svjazi-v-sistemah-razlichnoj prirody
10-3-1-informacionnye-svjazi-v-sistemah-razlichnoj prirody Новогодний калейдоскоп
Новогодний калейдоскоп Психологическая культура личности как проблема образования в 21 веке
Психологическая культура личности как проблема образования в 21 веке Проблемы толерантности в современном обществе
Проблемы толерантности в современном обществе Виды портретов: автопортрет, парадный, интимный психологический, социальный, групповой, камерный
Виды портретов: автопортрет, парадный, интимный психологический, социальный, групповой, камерный Тест по русскому языку
Тест по русскому языку Круги Эйлера
Круги Эйлера Пасхальный натюрморт
Пасхальный натюрморт Презентация на тему Экология атмосферы
Презентация на тему Экология атмосферы В. В. ЛОСЕВПреступления против интересов службы: юридический анализ и правила квалификации
В. В. ЛОСЕВПреступления против интересов службы: юридический анализ и правила квалификации Выборочное федеральное наблюдение за затратами на производство и (или) реализацию товаров (работ, услуг) и результатами деятельнос
Выборочное федеральное наблюдение за затратами на производство и (или) реализацию товаров (работ, услуг) и результатами деятельнос Исполнитель: студентка 5 курса 1 группы Е.Г.Лозюк Руководитель: профессор, д.э.н., профессор С.А.Толкачев
Исполнитель: студентка 5 курса 1 группы Е.Г.Лозюк Руководитель: профессор, д.э.н., профессор С.А.Толкачев Под властью шведского королевства
Под властью шведского королевства www.lot-online.ru
www.lot-online.ru Образование понятий
Образование понятий Классификация сложных неорганических веществ. Соли
Классификация сложных неорганических веществ. Соли Логистика распределения
Логистика распределения Европейские Директивы в области убежища: квалификационные и процедурные директивы
Европейские Директивы в области убежища: квалификационные и процедурные директивы Правовое регулирование банковской системы
Правовое регулирование банковской системы Песочное тесто и изделия из него
Песочное тесто и изделия из него Презентация на тему Муравейник
Презентация на тему Муравейник