- Л4.1. Термическая обработка сталей

Содержание
- 3. Модуль 4. Основы термической и химико-термической обработки металлов. Слайд 13.01
- 4. Понятие термообработки. Слайд 13.02 Термическая обработка – технологический процесс, состоящий из совокупности операций нагрева, выдержки и
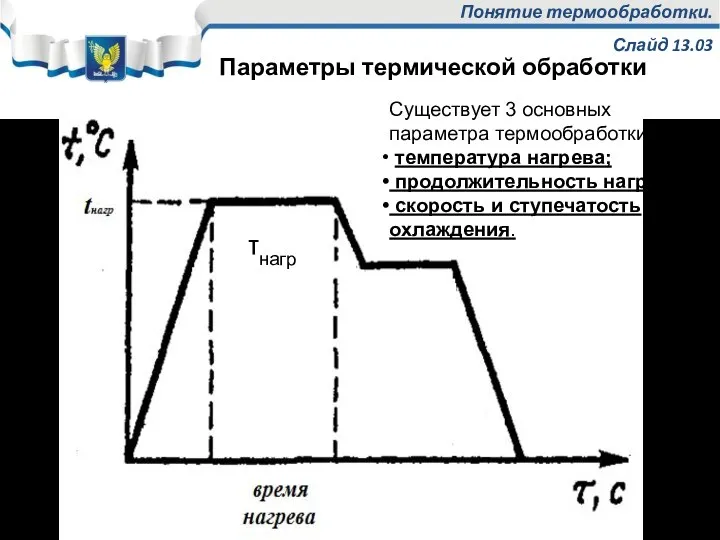
- 5. Понятие термообработки. Слайд 13.03 Существует 3 основных параметра термообработки: температура нагрева; продолжительность нагрева; скорость и ступечатость
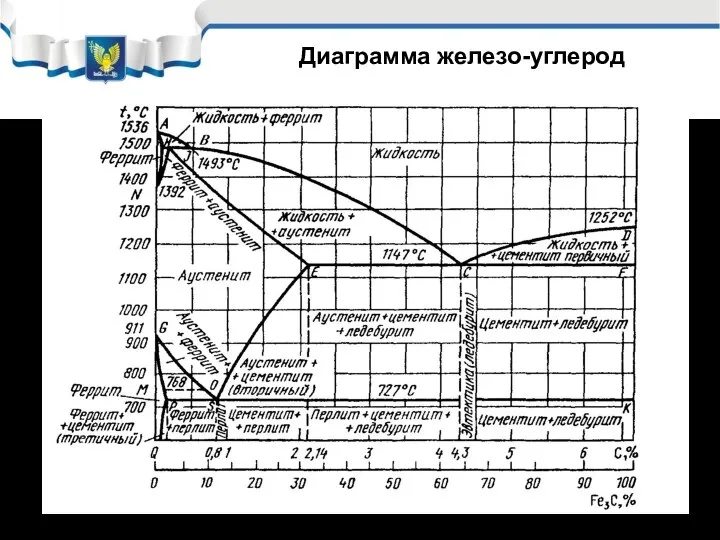
- 6. Диаграмма железо-углерод
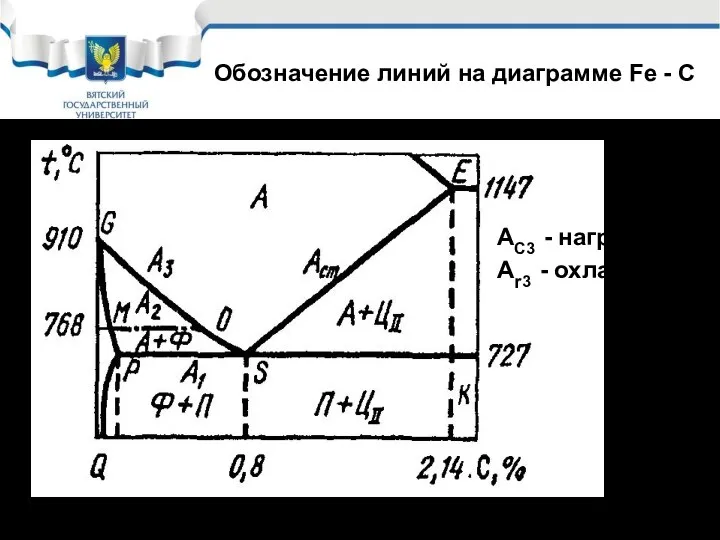
- 7. АС3 - нагрев Аr3 - охлаждение Обозначение линий на диаграмме Fe - C
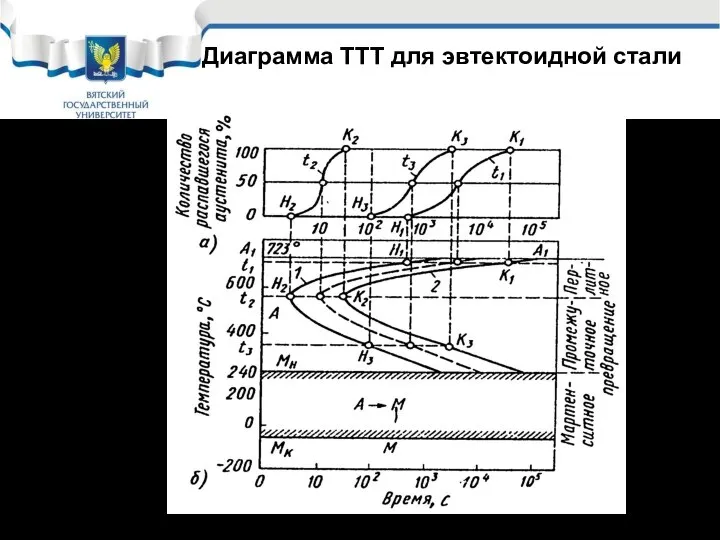
- 8. Диаграмма ТТТ для эвтектоидной стали
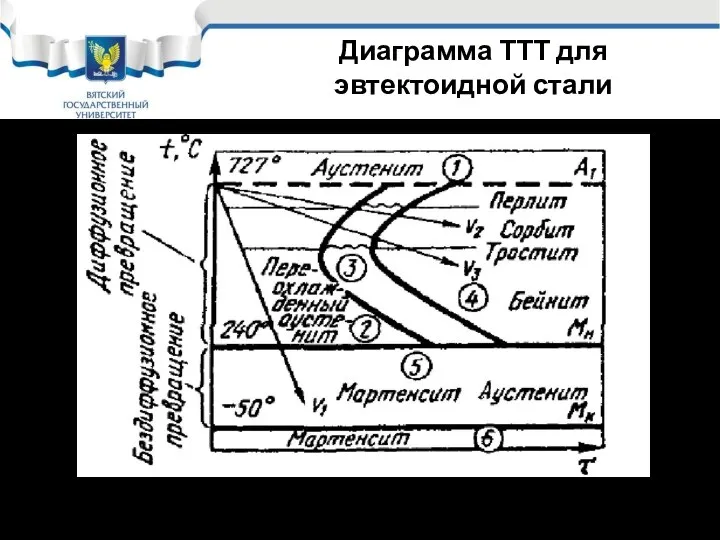
- 9. Диаграмма ТТТ для эвтектоидной стали
- 10. Превращения в стали Перлитное превращение: Перлит – размер зерен 0,6.- 1 мкм - эвтектоид Сорбит –
- 11. Диаграмма ТТТ для доэвтектоидных сталей
- 12. Диаграмма ТТТ для заэвтектоидных сталей
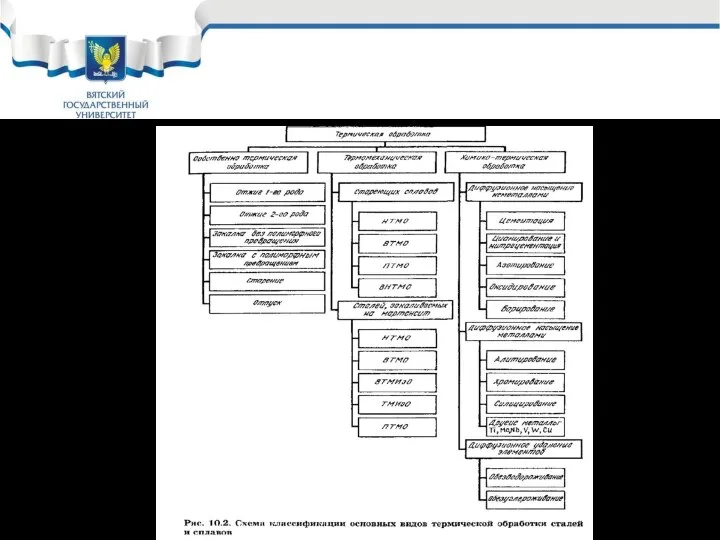
- 13. Виды термической обработки стали Отжиг; Нормализация; Закалка; Отпуск.
- 14. Отжиг. Слайд 13.04 Отжиг І рода – отжиг, не связанный с полиморфными превращениями. Устраняет химическую или
- 15. Отжиг. Слайд 13.05 1.1. Диффузионный (гомогенизационный) отжиг. Такому отжигу подвергается легированная сталь с целью уменьшения дендритной
- 16. Параметры диффузионного отжига Температура 1100-1200 °С, Так как только при высокой температуре более полно протекают диффузионные
- 17. Температура нагрева стали при отжиге и нормализации Диффузионный отжиг. Рекристаллизационный отжиг. Отжиг для снятия напряжений. Полный
- 18. 1.2. Рекристаллизационный отжиг. Это нагрев холоднодеформированной стали выше температуры начала рекристаллизации, выдержка при этой температуре с
- 19. 1.3. Отжиг для снятия остаточных напряжений.. Этот вид отжига применяют для отливок, сварных изделий, клепаных изделий,
- 20. Отжиг 2 - го рода 2.1. Полный; 2.2 Неполный; 2.3. Изотермический. Нагрев выше линий полиморфных превращений
- 21. Температура нагрева стали при отжиге и нормализации Диффузионный отжиг. Рекристаллизационный отжиг. Отжиг для снятия напряжений. Полный
- 22. Отжиг 2 - го рода 2.1. Полный отжиг. Применение: обработка, отливок, поковок, фасонного проката перед обработкой
- 23. Отжиг 2 - го рода 2.3. Изотермический Применяется для улучшения обрабатываемости легированных сталей. Нагрев на 30-50о
- 24. Нормализационный отжиг (нормализация) – это отжиг, при котором охлаждение после нагрева и выдержки проводится на воздухе.
- 25. Также нормализацию используют в качестве окончательной термообработки средне- и высокоуглеродистых сталей, вместо закалки и отпуска. (меньше
- 26. Закалка заключается в нагреве металла выше линии полиморфных превращений и в резком охлаждении с целью получения
- 27. Закалка. Слайд 13.12 При охлаждении закаливаемой стали в жидкой среде разливают три периода, характеризующиеся разной скоростью
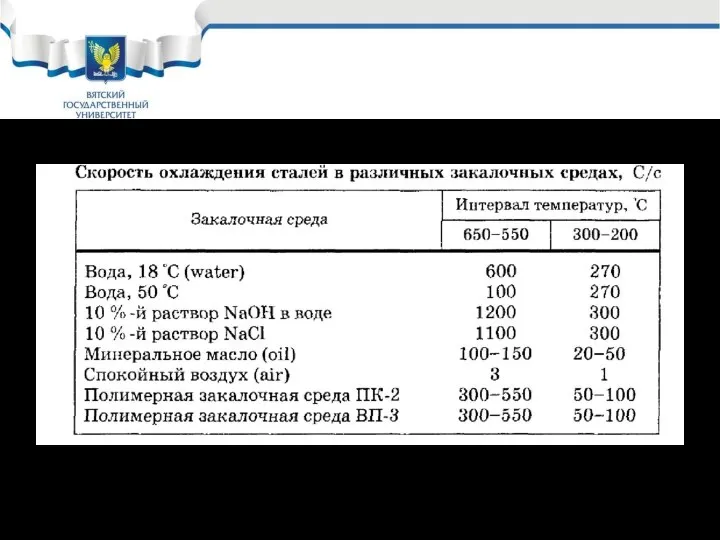
- 28. Закалка. Закалочные среды
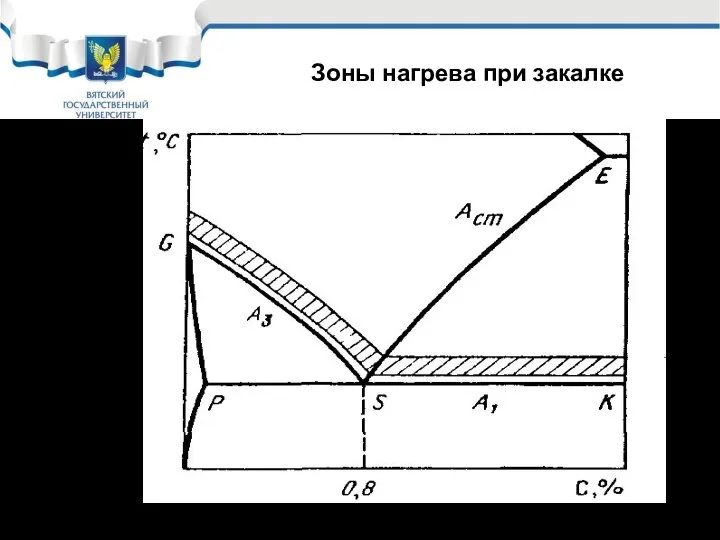
- 30. Зоны нагрева при закалке
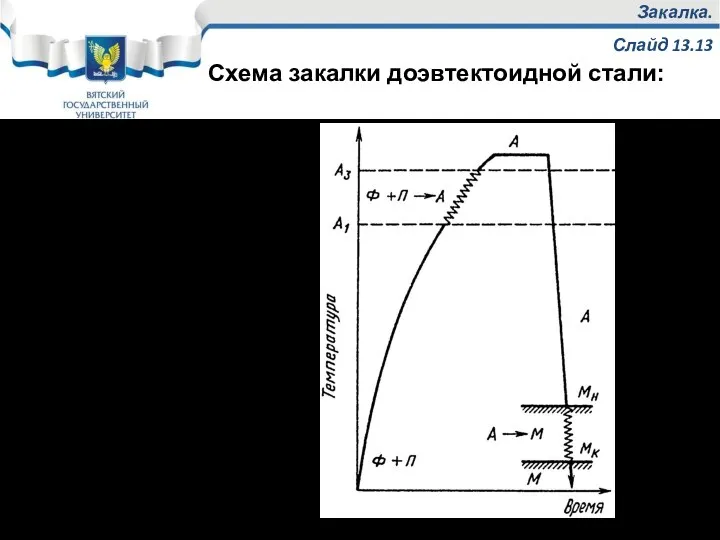
- 31. Закалка. Слайд 13.13 Схема закалки доэвтектоидной стали: А – аустенит; П – перлит; Ф – феррит;
- 32. Непрерывная закалка в одной среде; Прерывистая закалка в двух средах; Изотермическая закалка; Закалка с самоотпуском; Поверхностная
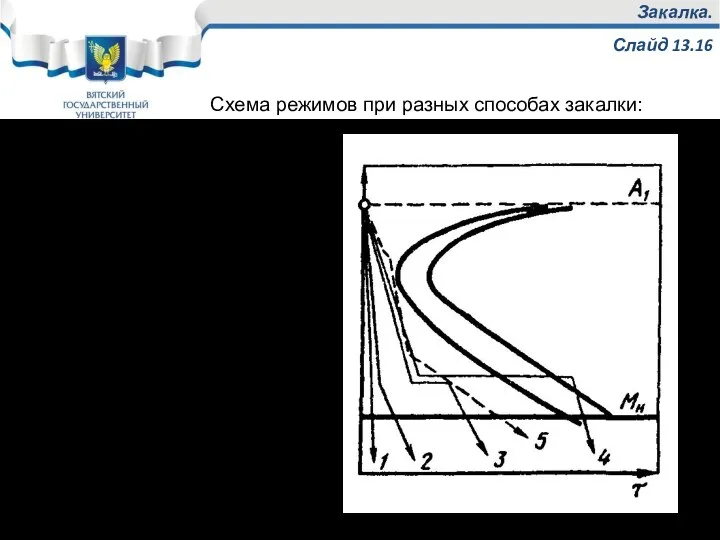
- 33. Закалка. Слайд 13.16 Схема режимов при разных способах закалки: Закалка в одном охладителе. Закалка в двух
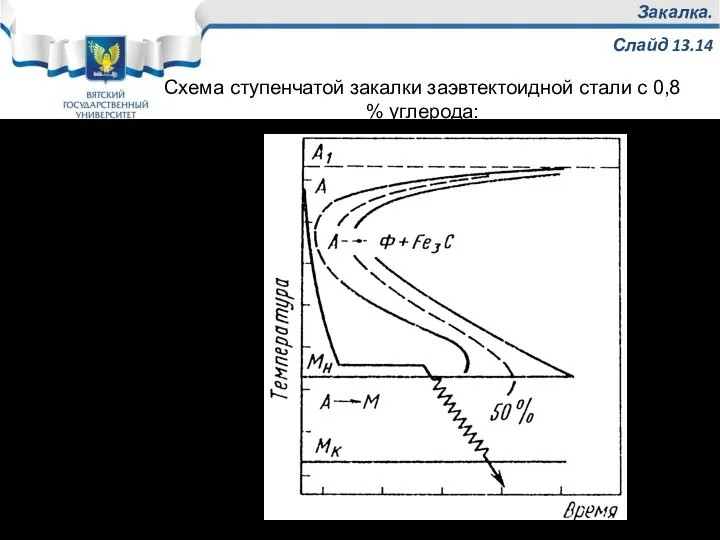
- 34. Закалка. Слайд 13.14 Схема ступенчатой закалки заэвтектоидной стали с 0,8 % углерода: А – аустенит; Б
- 35. Отпуск применяется для удаления недостатков закалки (снятия внутренних напряжений). Заключается в нагреве закалённой стали до температур
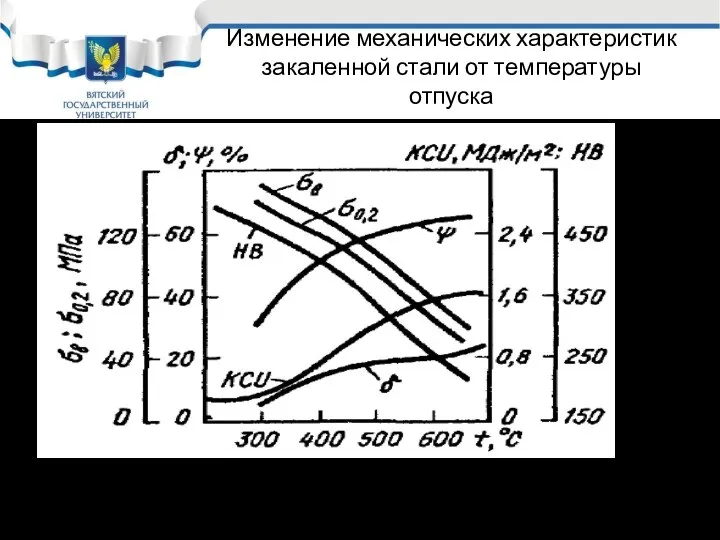
- 36. Изменение механических характеристик закаленной стали от температуры отпуска Сталь с содержанием углерода 0,4%
- 37. Отпуск. Слайд 13.19 Низкий отпуск проводят при нагреве 150 - 250 °С. Продолжительность 1-2,5 ч. При
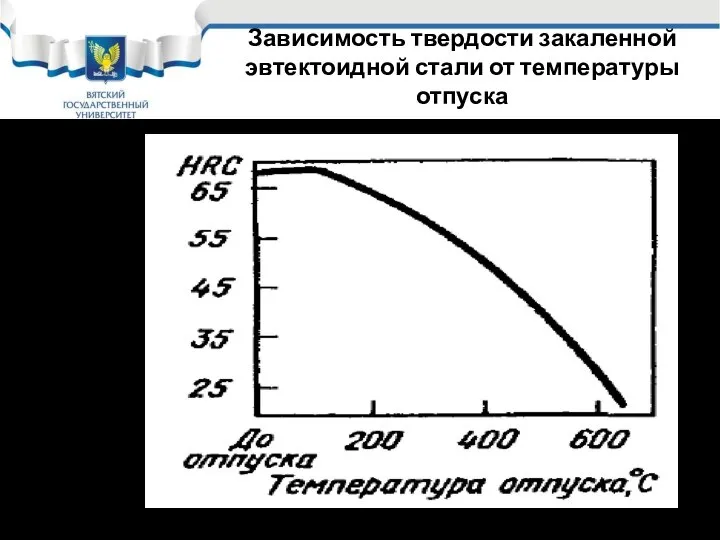
- 38. Зависимость твердости закаленной эвтектоидной стали от температуры отпуска
- 39. Низкий отпуск Такой обработке подвергают режущий и мерительный инструмент из углеродистых и низколегированных сталей, а также
- 40. Отпуск. Слайд 13.20 Средний отпуск проводят при нагреве до 350-500 °С. Цель среднего отпуска состоит в
- 41. Средний отпуск Твердость стали после среднего отпуска 40-50 HRC Охлаждение после отпуска при 400-450 °С следует
- 42. Отпуск. Слайд 13.21 Высокий отпуск проводят при нагреве до 550-650 °С. Структура стали после высокого отпуска
- 43. Высокий отпуск Закалка с последующим высоким отпуском улучшающая общий комплекс механических свойств является основным видом термической
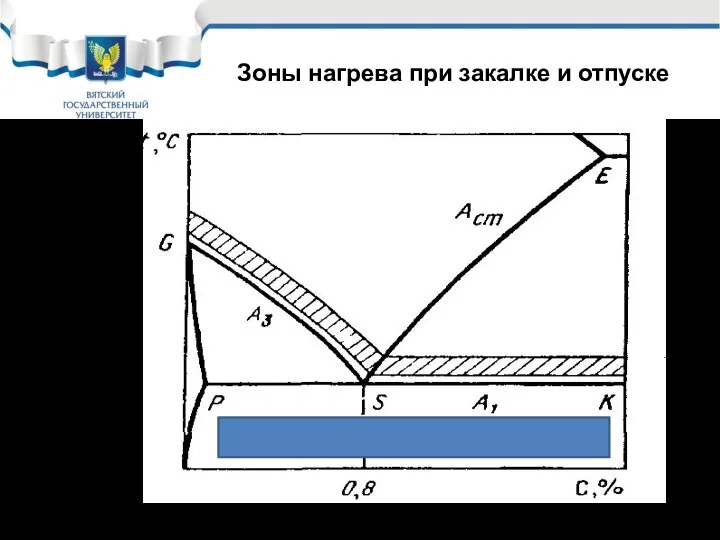
- 44. Зоны нагрева при закалке и отпуске
- 46. Скачать презентацию
Слайд 3Модуль 4.
Основы термической и химико-термической
обработки металлов.
Слайд 13.01
Модуль 4.
Основы термической и химико-термической
обработки металлов.
Слайд 13.01
Слайд 4Понятие термообработки.
Слайд 13.02
Термическая обработка
– технологический процесс, состоящий из совокупности операций нагрева,
Понятие термообработки.
Слайд 13.02
Термическая обработка
– технологический процесс, состоящий из совокупности операций нагрева,
Слайд 5Понятие термообработки.
Слайд 13.03
Существует 3 основных параметра термообработки:
температура нагрева;
продолжительность нагрева;
скорость
Понятие термообработки.
Слайд 13.03
Существует 3 основных параметра термообработки:
температура нагрева;
продолжительность нагрева;
скорость
Слайд 6Диаграмма железо-углерод
Диаграмма железо-углерод
Слайд 7АС3 - нагрев
Аr3 - охлаждение
Обозначение линий на диаграмме Fe - C
АС3 - нагрев
Аr3 - охлаждение
Обозначение линий на диаграмме Fe - C
Слайд 8Диаграмма ТТТ для эвтектоидной стали
Диаграмма ТТТ для эвтектоидной стали
Слайд 9Диаграмма ТТТ для эвтектоидной стали
Диаграмма ТТТ для эвтектоидной стали
Слайд 10Превращения в стали
Перлитное превращение:
Перлит – размер зерен 0,6.- 1 мкм - эвтектоид
Сорбит
Превращения в стали
Перлитное превращение:
Перлит – размер зерен 0,6.- 1 мкм - эвтектоид
Сорбит
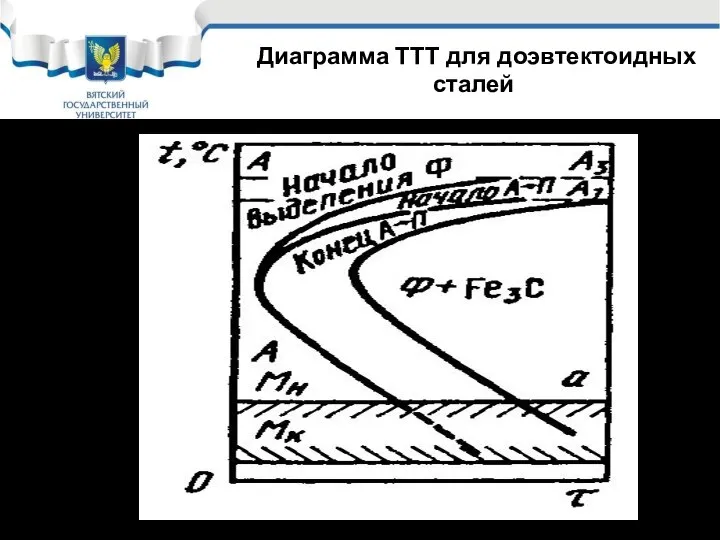
Слайд 11Диаграмма ТТТ для доэвтектоидных сталей
Диаграмма ТТТ для доэвтектоидных сталей
Слайд 12Диаграмма ТТТ для заэвтектоидных сталей
Диаграмма ТТТ для заэвтектоидных сталей

Слайд 13Виды термической обработки
стали
Отжиг;
Нормализация;
Закалка;
Отпуск.
Виды термической обработки
стали
Отжиг;
Нормализация;
Закалка;
Отпуск.
Слайд 14Отжиг.
Слайд 13.04
Отжиг І рода – отжиг, не связанный с полиморфными превращениями. Устраняет
Отжиг.
Слайд 13.04
Отжиг І рода – отжиг, не связанный с полиморфными превращениями. Устраняет
Слайд 15Отжиг.
Слайд 13.05
1.1. Диффузионный (гомогенизационный) отжиг.
Такому отжигу подвергается легированная сталь с целью уменьшения
Отжиг.
Слайд 13.05
1.1. Диффузионный (гомогенизационный) отжиг.
Такому отжигу подвергается легированная сталь с целью уменьшения
Слайд 16Параметры диффузионного отжига
Температура 1100-1200 °С,
Так как только при высокой температуре
Параметры диффузионного отжига
Температура 1100-1200 °С,
Так как только при высокой температуре
Слайд 17Температура нагрева стали при отжиге и нормализации
Диффузионный отжиг.
Рекристаллизационный отжиг.
Отжиг для снятия напряжений.
Полный
Температура нагрева стали при отжиге и нормализации
Диффузионный отжиг.
Рекристаллизационный отжиг.
Отжиг для снятия напряжений.
Полный

Слайд 181.2. Рекристаллизационный отжиг.
Это нагрев холоднодеформированной стали выше температуры начала рекристаллизации, выдержка при
1.2. Рекристаллизационный отжиг.
Это нагрев холоднодеформированной стали выше температуры начала рекристаллизации, выдержка при
Слайд 191.3. Отжиг для снятия остаточных напряжений..
Этот вид отжига применяют для отливок, сварных
1.3. Отжиг для снятия остаточных напряжений..
Этот вид отжига применяют для отливок, сварных
Слайд 20Отжиг 2 - го рода
2.1. Полный;
2.2 Неполный;
2.3. Изотермический.
Нагрев выше линий полиморфных
Отжиг 2 - го рода
2.1. Полный;
2.2 Неполный;
2.3. Изотермический.
Нагрев выше линий полиморфных
Слайд 21Температура нагрева стали при отжиге и нормализации
Диффузионный отжиг.
Рекристаллизационный отжиг.
Отжиг для снятия напряжений.
Полный
Температура нагрева стали при отжиге и нормализации
Диффузионный отжиг.
Рекристаллизационный отжиг.
Отжиг для снятия напряжений.
Полный

Слайд 22Отжиг 2 - го рода
2.1. Полный отжиг. Применение: обработка, отливок, поковок, фасонного
Отжиг 2 - го рода
2.1. Полный отжиг. Применение: обработка, отливок, поковок, фасонного
Слайд 23Отжиг 2 - го рода
2.3. Изотермический
Применяется для улучшения обрабатываемости легированных сталей.
Нагрев на
Отжиг 2 - го рода
2.3. Изотермический
Применяется для улучшения обрабатываемости легированных сталей.
Нагрев на
Слайд 24Нормализационный отжиг (нормализация) – это отжиг, при котором охлаждение после нагрева и
Нормализационный отжиг (нормализация) – это отжиг, при котором охлаждение после нагрева и
Слайд 25Также нормализацию используют в качестве окончательной термообработки средне- и высокоуглеродистых сталей, вместо
Также нормализацию используют в качестве окончательной термообработки средне- и высокоуглеродистых сталей, вместо
Слайд 26Закалка заключается в нагреве металла выше линии полиморфных превращений и в резком
Закалка заключается в нагреве металла выше линии полиморфных превращений и в резком
Слайд 27Закалка.
Слайд 13.12
При охлаждении закаливаемой стали в жидкой среде разливают три периода, характеризующиеся
Закалка.
Слайд 13.12
При охлаждении закаливаемой стали в жидкой среде разливают три периода, характеризующиеся
Слайд 28Закалка.
Закалочные среды
Закалка.
Закалочные среды
Слайд 30Зоны нагрева при закалке
Зоны нагрева при закалке
Слайд 31Закалка.
Слайд 13.13
Схема закалки доэвтектоидной стали:
А – аустенит;
П – перлит;
Ф – феррит;
М –
Закалка.
Слайд 13.13
Схема закалки доэвтектоидной стали:
А – аустенит;
П – перлит;
Ф – феррит;
М –
Слайд 32Непрерывная закалка в одной среде;
Прерывистая закалка в двух средах;
Изотермическая закалка;
Закалка с самоотпуском;
Поверхностная
Непрерывная закалка в одной среде;
Прерывистая закалка в двух средах;
Изотермическая закалка;
Закалка с самоотпуском;
Поверхностная
Слайд 33Закалка.
Слайд 13.16
Схема режимов при разных способах закалки:
Закалка в одном охладителе.
Закалка в двух
Закалка.
Слайд 13.16
Схема режимов при разных способах закалки:
Закалка в одном охладителе.
Закалка в двух
Слайд 34Закалка.
Слайд 13.14
Схема ступенчатой закалки заэвтектоидной стали с 0,8 % углерода:
А – аустенит;
Б
Закалка.
Слайд 13.14
Схема ступенчатой закалки заэвтектоидной стали с 0,8 % углерода:
А – аустенит;
Б
Слайд 35 Отпуск применяется для удаления недостатков закалки (снятия внутренних напряжений). Заключается в нагреве
Отпуск применяется для удаления недостатков закалки (снятия внутренних напряжений). Заключается в нагреве
Слайд 36Изменение механических характеристик закаленной стали от температуры отпуска
Сталь с содержанием углерода 0,4%
Изменение механических характеристик закаленной стали от температуры отпуска
Сталь с содержанием углерода 0,4%
Слайд 37Отпуск.
Слайд 13.19
Низкий отпуск проводят при нагреве 150 - 250 °С. Продолжительность 1-2,5
Отпуск.
Слайд 13.19
Низкий отпуск проводят при нагреве 150 - 250 °С. Продолжительность 1-2,5
Слайд 38Зависимость твердости закаленной эвтектоидной стали от температуры отпуска
Зависимость твердости закаленной эвтектоидной стали от температуры отпуска
Слайд 39Низкий отпуск
Такой обработке подвергают режущий и мерительный инструмент из углеродистых и
Низкий отпуск
Такой обработке подвергают режущий и мерительный инструмент из углеродистых и
Слайд 40Отпуск.
Слайд 13.20
Средний отпуск проводят при нагреве до 350-500 °С. Цель среднего отпуска
Отпуск.
Слайд 13.20
Средний отпуск проводят при нагреве до 350-500 °С. Цель среднего отпуска
Слайд 41Средний отпуск
Твердость стали после среднего отпуска
40-50 HRC
Охлаждение после
Средний отпуск
Твердость стали после среднего отпуска
40-50 HRC
Охлаждение после
Слайд 42Отпуск.
Слайд 13.21
Высокий отпуск проводят при нагреве до 550-650 °С. Структура стали после
Отпуск.
Слайд 13.21
Высокий отпуск проводят при нагреве до 550-650 °С. Структура стали после
Слайд 43Высокий отпуск
Закалка с последующим высоким отпуском улучшающая общий комплекс механических свойств
Высокий отпуск
Закалка с последующим высоким отпуском улучшающая общий комплекс механических свойств
Слайд 44Зоны нагрева при закалке и отпуске
Зоны нагрева при закалке и отпуске
 Догосударственный период в истории восточных славян
Догосударственный период в истории восточных славян Предельные одноосновные карбоновые кислоты
Предельные одноосновные карбоновые кислоты В.И. Гау. Николай I на смертном одре.
В.И. Гау. Николай I на смертном одре. Як оплатити рахунки через інтернет? СЕРВІСИ САЙТУ DOMIVKA.IF.UA
Як оплатити рахунки через інтернет? СЕРВІСИ САЙТУ DOMIVKA.IF.UA Нурсултан Назарбаев
Нурсултан Назарбаев  Тестовая презентация
Тестовая презентация Природно-ресурсный потенциал равнинных территорий
Природно-ресурсный потенциал равнинных территорий ДЕМОГРАФИЧЕСКАЯ СИТУАЦИЯ В РОССИЙСКОЙ ФЕДЕРАЦИИ. УРОК ОБЩЕСТВОЗНАНИЯ В 11 КЛАССЕ. ПРОФИЛЬНЫЙ УРОВЕНЬ. УЧИТЕЛЬ СМИРНОВ ЕВГЕНИЙ
ДЕМОГРАФИЧЕСКАЯ СИТУАЦИЯ В РОССИЙСКОЙ ФЕДЕРАЦИИ. УРОК ОБЩЕСТВОЗНАНИЯ В 11 КЛАССЕ. ПРОФИЛЬНЫЙ УРОВЕНЬ. УЧИТЕЛЬ СМИРНОВ ЕВГЕНИЙ Чем отличается малый бизнес от бизнеса большого?
Чем отличается малый бизнес от бизнеса большого? Природа и структура конфликта
Природа и структура конфликта Дни Крыма в Харькове семинар для врачей пресс-конференция в Харьковской обл. администрации.
Дни Крыма в Харькове семинар для врачей пресс-конференция в Харьковской обл. администрации. Организация деятельности
Организация деятельности Режиссёрские приёмы в творчестве Роберта Родригеса
Режиссёрские приёмы в творчестве Роберта Родригеса фемпикник
фемпикник Процессный подход
Процессный подход  Учитель начальных классов второй квалификационной категории МОУ «Средняя общеобразовательная школа 3 р.п. Линёво»
Учитель начальных классов второй квалификационной категории МОУ «Средняя общеобразовательная школа 3 р.п. Линёво» ПЛЮСЫ И МИНУСЫсъедобных сувениров
ПЛЮСЫ И МИНУСЫсъедобных сувениров Рубежная диагностическая работа
Рубежная диагностическая работа Tibbi-Sosial Ekspertiza Komissiyalarının həkim heyətinin imtahan nəticələrinin analizi
Tibbi-Sosial Ekspertiza Komissiyalarının həkim heyətinin imtahan nəticələrinin analizi Презентация на тему Мастера печатных дел (4 класс)
Презентация на тему Мастера печатных дел (4 класс) Изготовление контактных линз
Изготовление контактных линз Кислоты 8 класс
Кислоты 8 класс Диета
Диета Тайны Японских Гейш
Тайны Японских Гейш Технология саморазвития личности
Технология саморазвития личности Презентация 13
Презентация 13 Инновационность педагогических технологий и учебно-методических материалов для обучения иностранному языку в неязыковом вузе
Инновационность педагогических технологий и учебно-методических материалов для обучения иностранному языку в неязыковом вузе Доступный уровень интерактивной коммуникациипроекторы с короткофокусным объективомMitsubishi XD365U-EST и WD385U-EST
Доступный уровень интерактивной коммуникациипроекторы с короткофокусным объективомMitsubishi XD365U-EST и WD385U-EST