- Лесопильное производство. Дереворежущие инструменты

Содержание
- 2. Тема: Классификация, назначение, применение ножей и линеек. Подготовка к работе. Контроль качества подготовки. Цель занятия: изучить
- 3. Дереворежущий инструмент. Ножи. В механизированном столярном производстве деталям придают правильную форму, гладкую поверхность и точные размеры
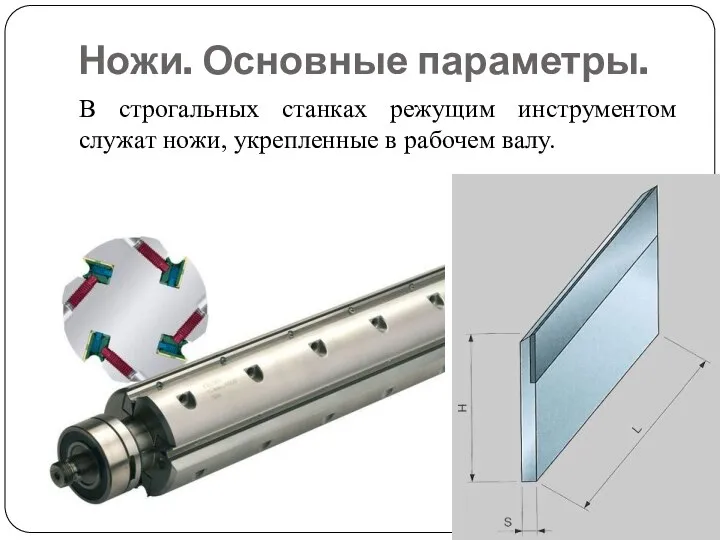
- 4. Ножи. Основные параметры. В строгальных станках режущим инструментом служат ножи, укрепленные в рабочем валу.
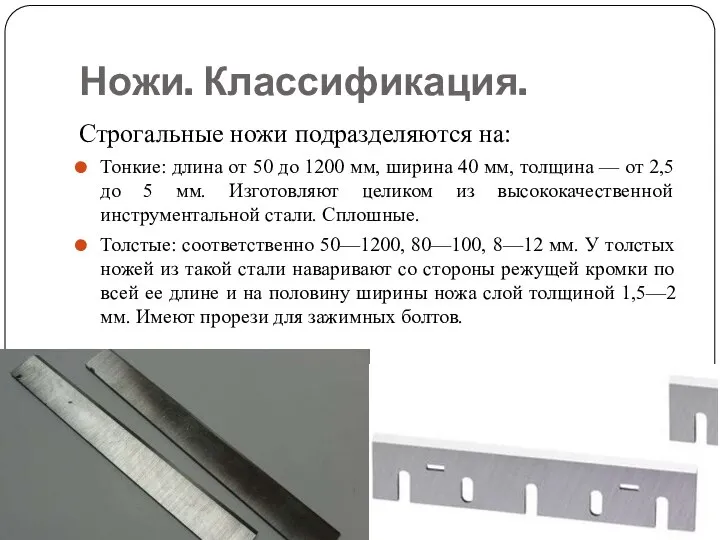
- 5. Ножи. Классификация. Строгальные ножи подразделяются на: Тонкие: длина от 50 до 1200 мм, ширина 40 мм,
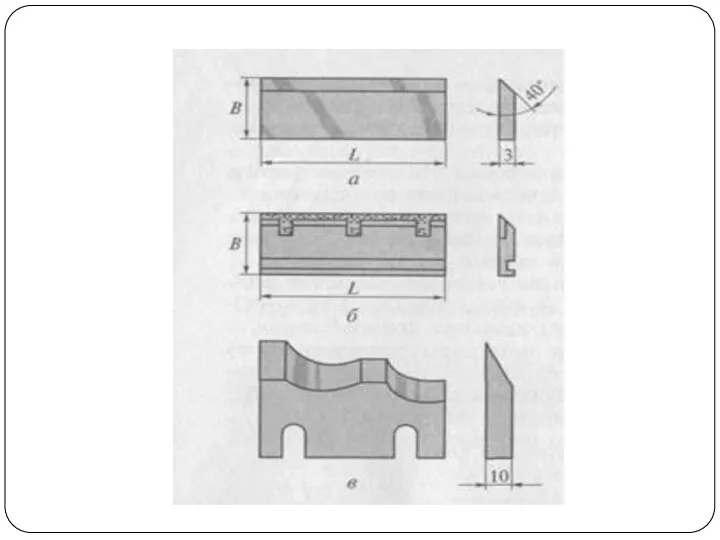
- 7. Ножи. Классификация. В зависимости от профиля кромки плоские ножи: с прямолинейной режущей кромкой; с фасонным лезвием;
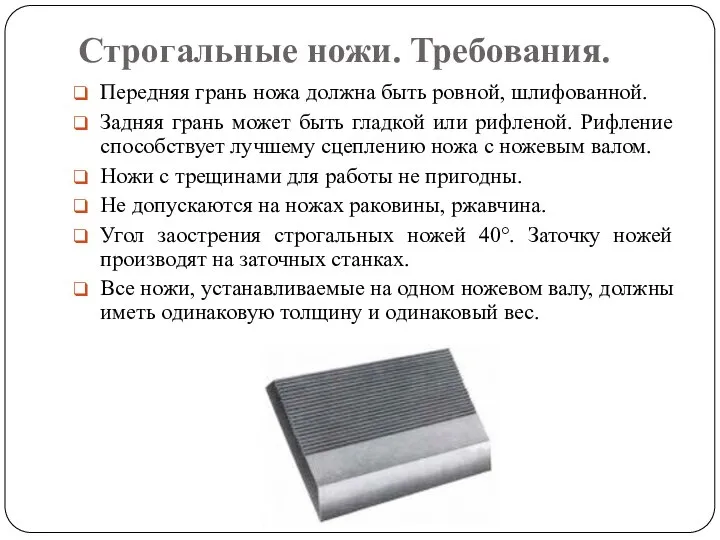
- 8. Строгальные ножи. Требования. Передняя грань ножа должна быть ровной, шлифованной. Задняя грань может быть гладкой или
- 9. Строгальные ножи. Подготовка к работе. заточка; установка в станок. Ножи для фрезерования, кроме того, балансируют и
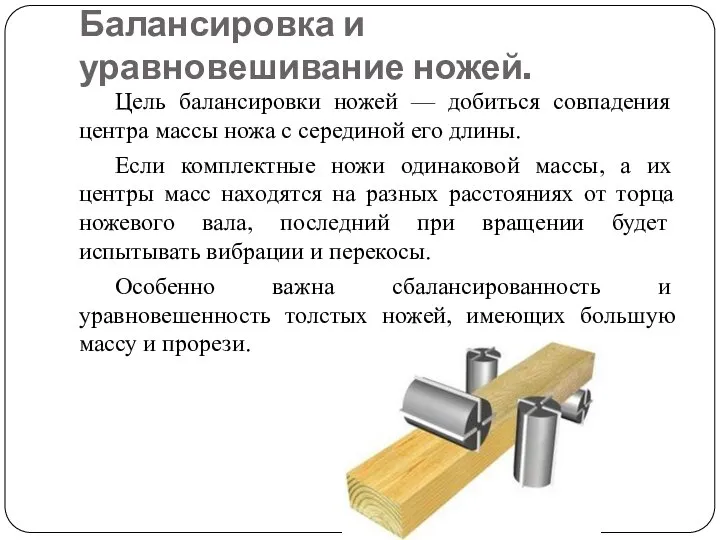
- 10. Балансировка и уравновешивание ножей. Цель балансировки ножей — добиться совпадения центра массы ножа с серединой его
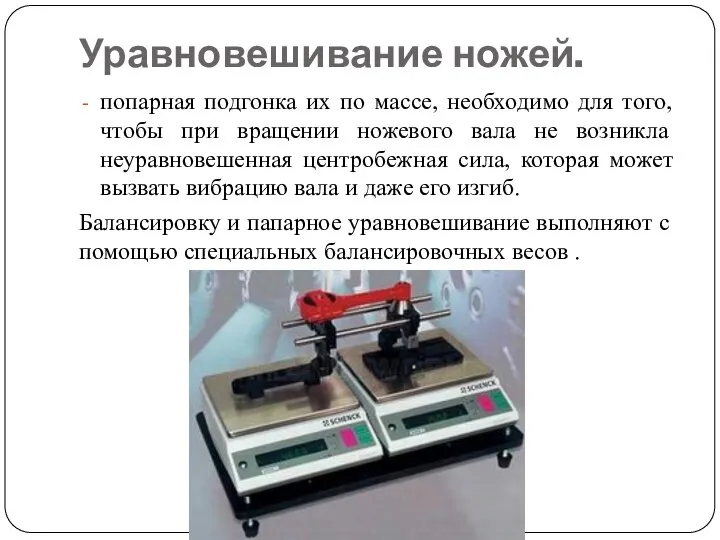
- 11. Уравновешивание ножей. попарная подгонка их по массе, необходимо для того, чтобы при вращении ножевого вала не
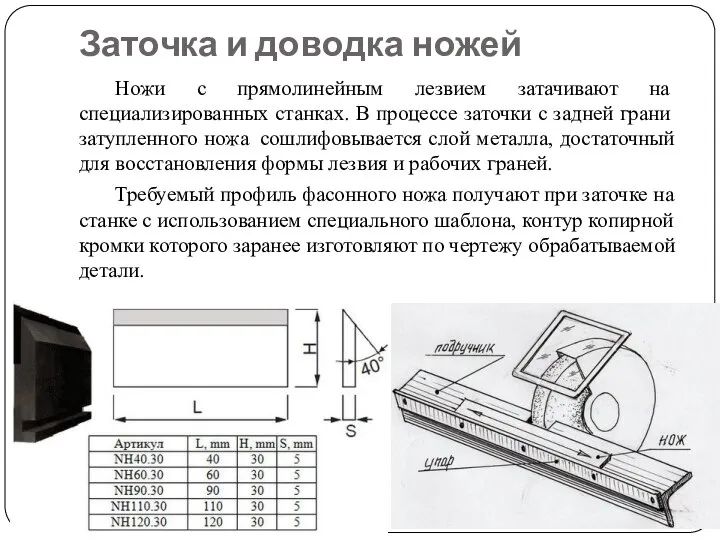
- 12. Заточка и доводка ножей Ножи с прямолинейным лезвием затачивают на специализированных станках. В процессе заточки с
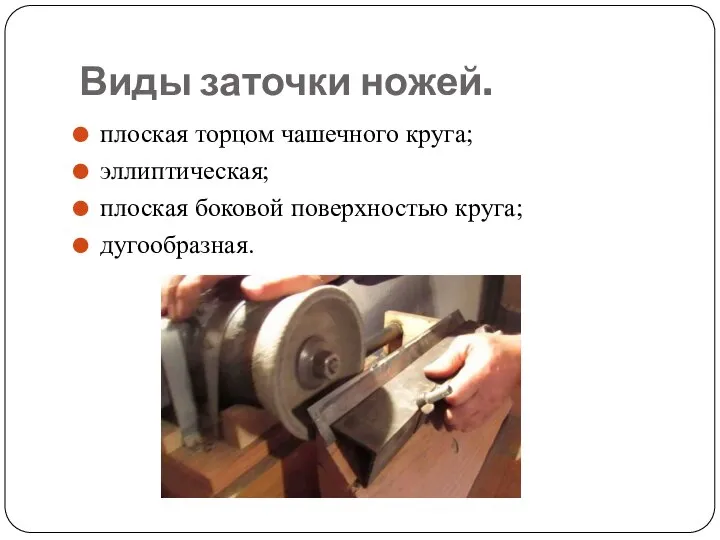
- 13. Виды заточки ножей. плоская торцом чашечного круга; эллиптическая; плоская боковой поверхностью круга; дугообразная.
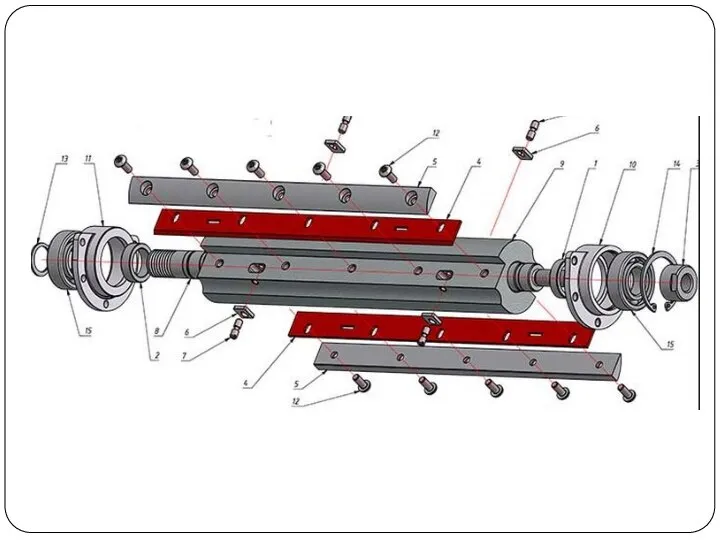
- 14. Порядок установка ножей. ножевой вал фиксируют стопорным устройством, освобождают винты крепления ножей, вынимают затупившиеся ножи и
- 17. Скачать презентацию
Слайд 2Тема: Классификация, назначение, применение ножей и линеек. Подготовка к работе. Контроль качества
Тема: Классификация, назначение, применение ножей и линеек. Подготовка к работе. Контроль качества
Слайд 3Дереворежущий инструмент. Ножи.
В механизированном столярном производстве деталям придают правильную форму, гладкую поверхность
Дереворежущий инструмент. Ножи.
В механизированном столярном производстве деталям придают правильную форму, гладкую поверхность

Слайд 4Ножи. Основные параметры.
В строгальных станках режущим инструментом служат ножи, укрепленные в рабочем
Ножи. Основные параметры.
В строгальных станках режущим инструментом служат ножи, укрепленные в рабочем
Слайд 5Ножи. Классификация.
Строгальные ножи подразделяются на:
Тонкие: длина от 50 до 1200 мм, ширина
Ножи. Классификация.
Строгальные ножи подразделяются на:
Тонкие: длина от 50 до 1200 мм, ширина
Слайд 7Ножи. Классификация.
В зависимости от профиля кромки плоские ножи:
с прямолинейной режущей кромкой;
Ножи. Классификация.
В зависимости от профиля кромки плоские ножи:
с прямолинейной режущей кромкой;

Слайд 8Строгальные ножи. Требования.
Передняя грань ножа должна быть ровной, шлифованной.
Задняя грань может быть
Строгальные ножи. Требования.
Передняя грань ножа должна быть ровной, шлифованной.
Задняя грань может быть
Слайд 9Строгальные ножи. Подготовка к работе.
заточка;
установка в станок.
Ножи для фрезерования,
Строгальные ножи. Подготовка к работе.
заточка;
установка в станок.
Ножи для фрезерования,

Слайд 10Балансировка и уравновешивание ножей.
Цель балансировки ножей — добиться совпадения центра массы ножа
Балансировка и уравновешивание ножей.
Цель балансировки ножей — добиться совпадения центра массы ножа
Слайд 11Уравновешивание ножей.
попарная подгонка их по массе, необходимо для того, чтобы при вращении
Уравновешивание ножей.
попарная подгонка их по массе, необходимо для того, чтобы при вращении
Слайд 12Заточка и доводка ножей
Ножи с прямолинейным лезвием затачивают на специализированных станках. В
Заточка и доводка ножей
Ножи с прямолинейным лезвием затачивают на специализированных станках. В
Слайд 13Виды заточки ножей.
плоская торцом чашечного круга;
эллиптическая;
плоская боковой поверхностью круга;
дугообразная.
Виды заточки ножей.
плоская торцом чашечного круга;
эллиптическая;
плоская боковой поверхностью круга;
дугообразная.
Слайд 14Порядок установка ножей.
ножевой вал фиксируют стопорным устройством,
освобождают винты крепления ножей,
вынимают затупившиеся
Порядок установка ножей.
ножевой вал фиксируют стопорным устройством,
освобождают винты крепления ножей,
вынимают затупившиеся

 Презентация на тему Что растет на клумбе (1 класс)
Презентация на тему Что растет на клумбе (1 класс) Как диагностировать и лечить инфекцию Helicobacter pylori
Как диагностировать и лечить инфекцию Helicobacter pylori Алексей Константинович Толстой
Алексей Константинович Толстой Презентация на тему Однокоренные слова 1 класс
Презентация на тему Однокоренные слова 1 класс 4 фактори успішного дослідження ринку в охороні здоров’я Павло ковтонюк
4 фактори успішного дослідження ринку в охороні здоров’я Павло ковтонюк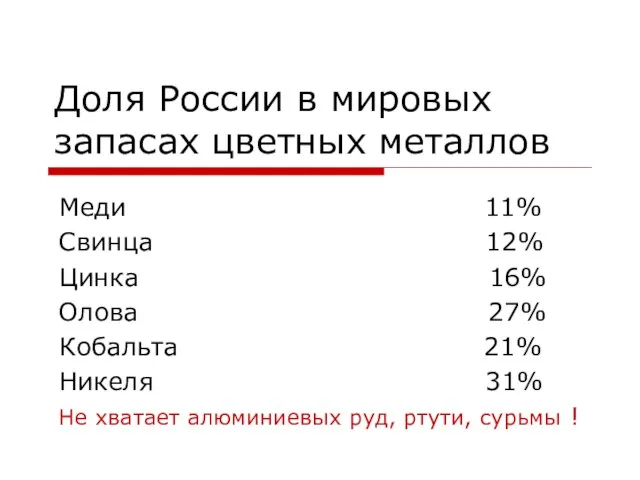 Доля России в мировых запасах цветных металлов
Доля России в мировых запасах цветных металлов Һәр әйбернең үз үрыны бар
Һәр әйбернең үз үрыны бар game-4
game-4 Наблюдения за погодой природные явления Сила и направление ветра Урок-обобщение
Наблюдения за погодой природные явления Сила и направление ветра Урок-обобщение Презентация на тему Морфемика и словообразование
Презентация на тему Морфемика и словообразование ИРЦ по модели «Информационно – культурный центр как средство для обеспечения доступности и открытости образования»
ИРЦ по модели «Информационно – культурный центр как средство для обеспечения доступности и открытости образования» Деревья
Деревья ОСНОВНІ ПРАВИЛА НАБОРУ ТЕКСТУ В ТЕКСТОВОМУ РЕДАКТОРІ Microsoft Word. - презентация
ОСНОВНІ ПРАВИЛА НАБОРУ ТЕКСТУ В ТЕКСТОВОМУ РЕДАКТОРІ Microsoft Word. - презентация Кристина Кузьмина 10а. - презентация
Кристина Кузьмина 10а. - презентация Sun-Moon-and-Earth-Overview-Differentiated-Lesson
Sun-Moon-and-Earth-Overview-Differentiated-Lesson Merger Samara State National Research University
Merger Samara State National Research University О работе исполнительной дирекции и финансовой деятельности АСДГ в 2009 году. О плане работы и проекте бюджета на 2010 год
О работе исполнительной дирекции и финансовой деятельности АСДГ в 2009 году. О плане работы и проекте бюджета на 2010 год RPR_1-1
RPR_1-1 «Блог - инструментарий популярности или продаж? Реальность и мифы о UGC»
«Блог - инструментарий популярности или продаж? Реальность и мифы о UGC» Статус систем синхротронов У70 / У1.5, существенных для ускорения пучка p?
Статус систем синхротронов У70 / У1.5, существенных для ускорения пучка p? Time management
Time management Презентация на тему ПЕРВОБЫТНОЕ ИСКУССТВО На заре человечества
Презентация на тему ПЕРВОБЫТНОЕ ИСКУССТВО На заре человечества  А ЗА ОКНАМИ ТЕМНО…(((... --- …)))
А ЗА ОКНАМИ ТЕМНО…(((... --- …))) оптимизация минерального питания озимой пшеницы в весенний период 2012 года с учетом агрохимических показателей почв
оптимизация минерального питания озимой пшеницы в весенний период 2012 года с учетом агрохимических показателей почв Современный стратегический анализ
Современный стратегический анализ Кляксография и монотипия
Кляксография и монотипия Тема учебного проекта: Светофор
Тема учебного проекта: Светофор ООО Теплоконструктор
ООО Теплоконструктор