- Литье металлов 8 класс

Содержание
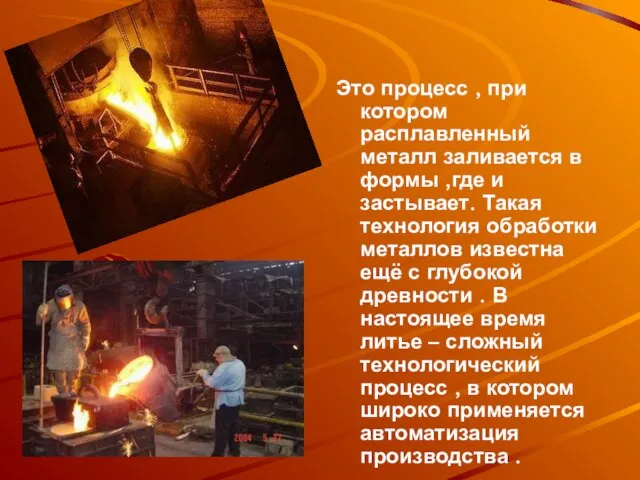
- 2. Это процесс , при котором расплавленный металл заливается в формы ,где и застывает. Такая технология обработки
- 3. Известно множество разновидностей литья: В песчаные формы(ручная или машинная формовка); В оболочковые формы ; По выплавляемым
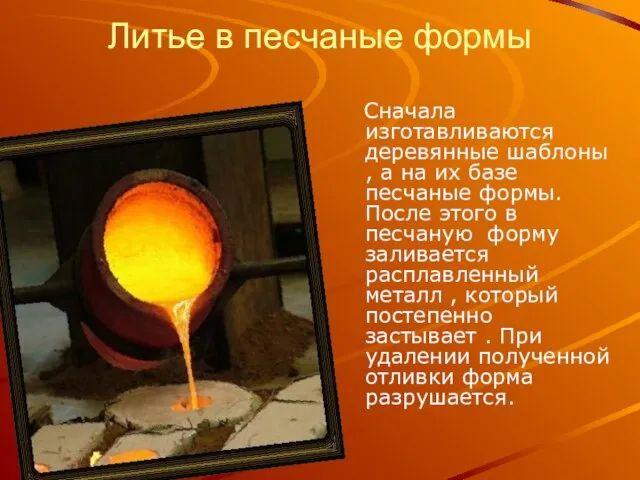
- 4. Литье в песчаные формы Сначала изготавливаются деревянные шаблоны , а на их базе песчаные формы. После
- 6. Литье в постоянные формы
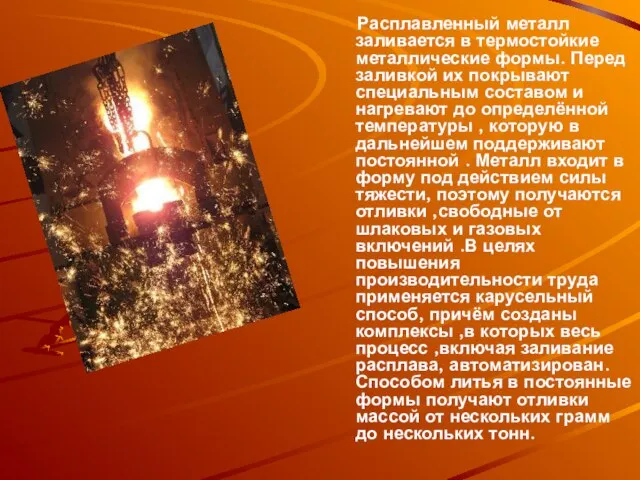
- 7. Расплавленный металл заливается в термостойкие металлические формы. Перед заливкой их покрывают специальным составом и нагревают до
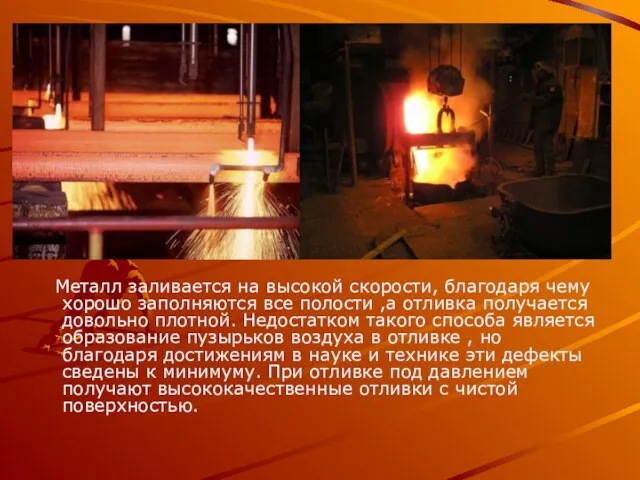
- 8. Литье под давление
- 9. Металл заливается на высокой скорости, благодаря чему хорошо заполняются все полости ,а отливка получается довольно плотной.
- 11. Художественное литье Документально подтверждено, что художественное литьё было развито много тысяч лет назад. В Египте найдены
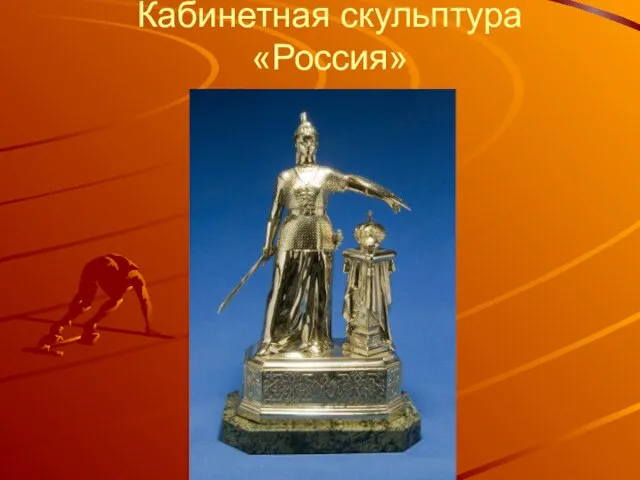
- 12. Кабинетная скульптура «Россия»
- 13. Статуэтка «Пастушок» и «Наполеон 1»
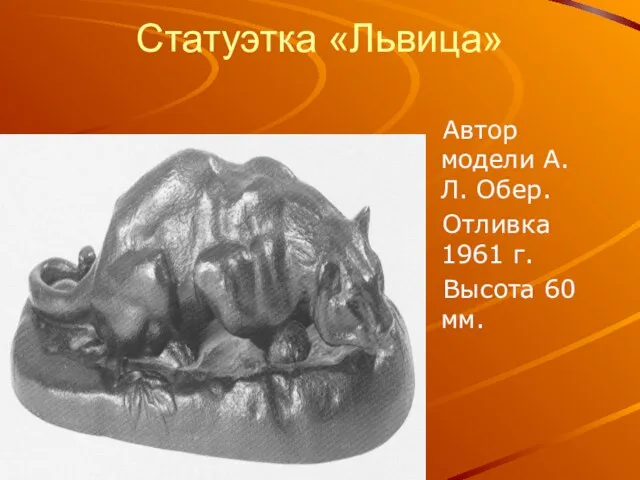
- 14. Статуэтка «Львица» Автор модели А.Л. Обер. Отливка 1961 г. Высота 60 мм.
- 16. Скачать презентацию
Слайд 3Известно множество разновидностей литья:
В песчаные формы(ручная или машинная формовка);
В оболочковые формы ;
По
Известно множество разновидностей литья:
В песчаные формы(ручная или машинная формовка);
В оболочковые формы ;
По
Слайд 4Литье в песчаные формы
Сначала изготавливаются деревянные шаблоны , а на
Литье в песчаные формы
Сначала изготавливаются деревянные шаблоны , а на

Слайд 6Литье в постоянные формы
Литье в постоянные формы

Слайд 7 Расплавленный металл заливается в термостойкие металлические формы. Перед заливкой их покрывают
Расплавленный металл заливается в термостойкие металлические формы. Перед заливкой их покрывают
Слайд 8Литье под давление
Литье под давление

Слайд 9 Металл заливается на высокой скорости, благодаря чему хорошо заполняются все полости
Металл заливается на высокой скорости, благодаря чему хорошо заполняются все полости

Слайд 11Художественное литье
Документально подтверждено, что художественное литьё было развито много тысяч
Художественное литье
Документально подтверждено, что художественное литьё было развито много тысяч
Слайд 12Кабинетная скульптура «Россия»
Кабинетная скульптура «Россия»
Слайд 13Статуэтка «Пастушок» и «Наполеон 1»
Статуэтка «Пастушок» и «Наполеон 1»

Слайд 14Статуэтка «Львица»
Автор модели А.Л. Обер.
Отливка 1961 г.
Высота 60 мм.
Статуэтка «Львица»
Автор модели А.Л. Обер.
Отливка 1961 г.
Высота 60 мм.
 Сера
Сера 20171210_pervye_evropeytsy_na_krayu_azii
20171210_pervye_evropeytsy_na_krayu_azii ГРИПП и другие острые респираторные заболевания- ОРЗ
ГРИПП и другие острые респираторные заболевания- ОРЗ Интеграция Бренда в фестиваль Petshop
Интеграция Бренда в фестиваль Petshop Комплексная оптимизация городского транспорта с использованием искусственных нейронных сетей
Комплексная оптимизация городского транспорта с использованием искусственных нейронных сетей День Конституции России
День Конституции России Рекурсивные алгоритмы ЕГЭ-2017 по информатике Задание 11
Рекурсивные алгоритмы ЕГЭ-2017 по информатике Задание 11  "Одурманенные травкой"
"Одурманенные травкой" CIT CTF
CIT CTF 20171012_kak_nauchit_shkolnikov_samostoyatelno_rabotat_s_tekstom_uchebnika
20171012_kak_nauchit_shkolnikov_samostoyatelno_rabotat_s_tekstom_uchebnika Организация медицинского освидетельствования граждан при постановке их на воинский учет
Организация медицинского освидетельствования граждан при постановке их на воинский учет Пауль Клее. Ангел истории
Пауль Клее. Ангел истории Презентация на тему Полисахариды
Презентация на тему Полисахариды Творческий - исследовательский проект по технологии Итальянская Кухня. Пицца
Творческий - исследовательский проект по технологии Итальянская Кухня. Пицца Обзор жизни и творчества А.И. Солженицына
Обзор жизни и творчества А.И. Солженицына Язык поисковых запросов
Язык поисковых запросов Раскраска от студии. Чем пахнут ремесла?
Раскраска от студии. Чем пахнут ремесла? Зачем у флейты дырочки?
Зачем у флейты дырочки? Энергоэффективная экономика начинается с точных измерений
Энергоэффективная экономика начинается с точных измерений Обособленные определения и обстоятельства
Обособленные определения и обстоятельства Д-р. Петра ОпитцРазвитие малой и вознобновляемой энергетики: презентация немецких технологий и возможности кооперации Москва, 23.
Д-р. Петра ОпитцРазвитие малой и вознобновляемой энергетики: презентация немецких технологий и возможности кооперации Москва, 23. ЛУЧШЕ БОРОТЬСЯ С БОГОМ ЛИЦОМ К ЛИЦУ, ЧЕМ ДРУЖИТЬ НА РАССТОЯНИИ Бытие 32:22-31.
ЛУЧШЕ БОРОТЬСЯ С БОГОМ ЛИЦОМ К ЛИЦУ, ЧЕМ ДРУЖИТЬ НА РАССТОЯНИИ Бытие 32:22-31. Разный пол - разные мысли.
Разный пол - разные мысли. п.Советский 2007
п.Советский 2007 Студия маникюра и педикюра Малышка
Студия маникюра и педикюра Малышка Важность преаналитического этапа для лабораторных исследованийЗаведующая клинико-диагностической лаборатории, к.б.н. Сон В.Н.
Важность преаналитического этапа для лабораторных исследованийЗаведующая клинико-диагностической лаборатории, к.б.н. Сон В.Н. Презентация на тему Рельеф России
Презентация на тему Рельеф России  Презентация на тему Викторина по чтению В гостях у сказки
Презентация на тему Викторина по чтению В гостях у сказки