- Литьевое прессование

Содержание
- 2. Виды прессования пластмасс компрессионное (прямое) прессование литьевое (трансферное) прессование
- 3. ПРЯМОЕ ПРЕССОВАНИЕ Используют для производства деталей мелких и средних размеров. Способом прямого прессования могут быть получены
- 4. ПРЯМОЕ ПРЕССОВАНИЕ
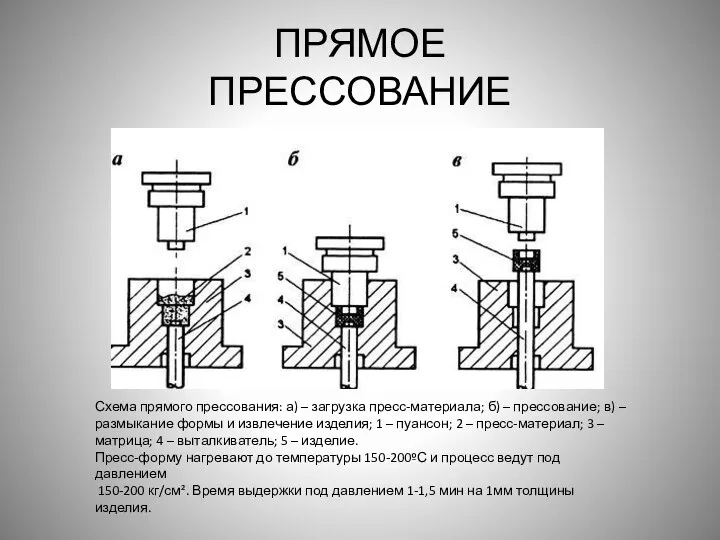
- 5. ПРЯМОЕ ПРЕССОВАНИЕ Схема прямого прессования: а) – загрузка пресс-материала; б) – прессование; в) – размыкание формы
- 7. Литьевое прессование При литьевом прессование материал загружается в литьевую камеру предварительно закрытой нагретой пресс-формы. Нагреваясь, прессматериал
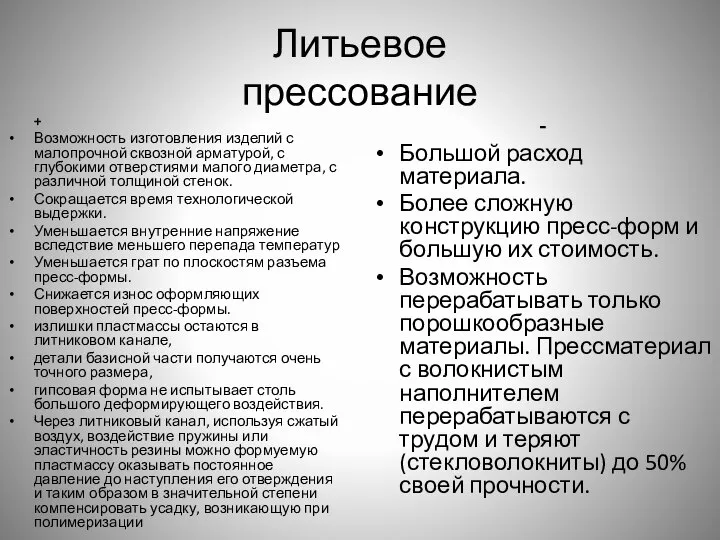
- 8. Литьевое прессование + Возможность изготовления изделий с малопрочной сквозной арматурой, с глубокими отверстиями малого диаметра, с
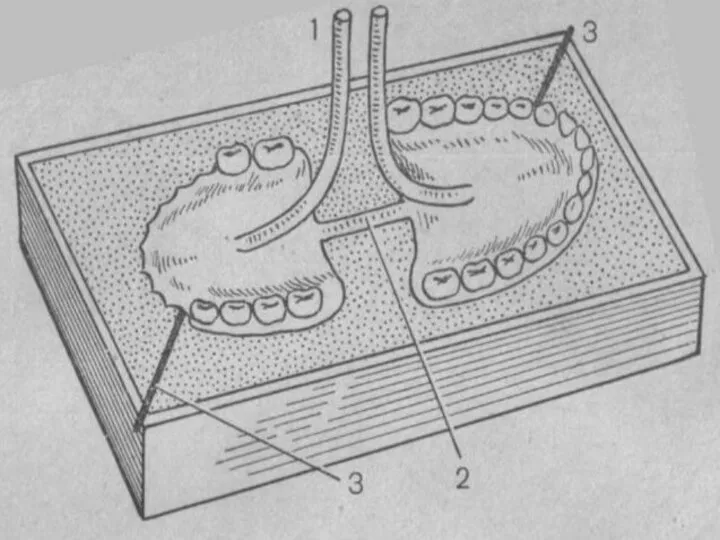
- 9. ЛИТЬЕВОЕ ПРЕССОВАНИЕ
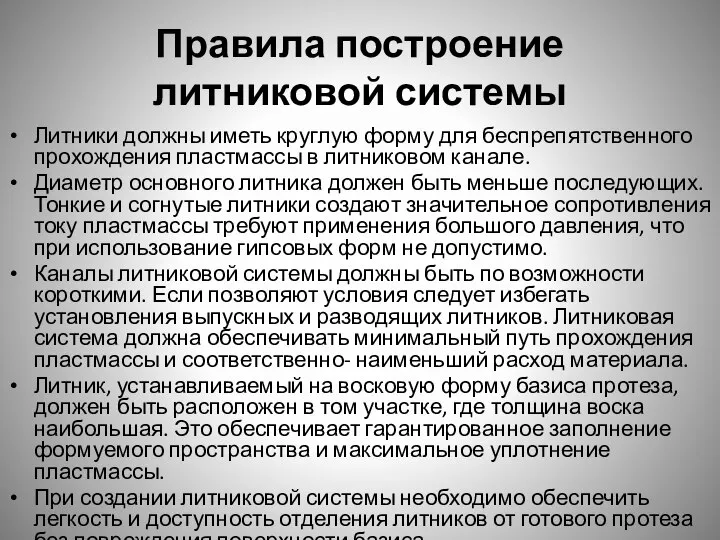
- 13. Правила построение литниковой системы Литники должны иметь круглую форму для беспрепятственного прохождения пластмассы в литниковом канале.
- 15. Скачать презентацию
Слайд 2Виды прессования пластмасс
компрессионное
(прямое)
прессование
литьевое
(трансферное)
прессование
Виды прессования пластмасс
компрессионное
(прямое)
прессование
литьевое
(трансферное)
прессование

Слайд 3ПРЯМОЕ
ПРЕССОВАНИЕ
Используют для производства деталей мелких и средних размеров.
Способом прямого
ПРЯМОЕ
ПРЕССОВАНИЕ
Используют для производства деталей мелких и средних размеров.
Способом прямого
Слайд 4ПРЯМОЕ ПРЕССОВАНИЕ
ПРЯМОЕ ПРЕССОВАНИЕ

Слайд 5ПРЯМОЕ
ПРЕССОВАНИЕ
Схема прямого прессования: а) – загрузка пресс-материала; б) – прессование; в)
ПРЯМОЕ
ПРЕССОВАНИЕ
Схема прямого прессования: а) – загрузка пресс-материала; б) – прессование; в)
Слайд 7Литьевое
прессование
При литьевом прессование материал загружается в литьевую камеру предварительно закрытой
Литьевое
прессование
При литьевом прессование материал загружается в литьевую камеру предварительно закрытой
Слайд 8Литьевое
прессование
+
Возможность изготовления изделий с малопрочной сквозной арматурой, с глубокими отверстиями малого
Литьевое
прессование
+
Возможность изготовления изделий с малопрочной сквозной арматурой, с глубокими отверстиями малого
Слайд 9ЛИТЬЕВОЕ
ПРЕССОВАНИЕ
ЛИТЬЕВОЕ
ПРЕССОВАНИЕ



Слайд 13Правила построение литниковой системы
Литники должны иметь круглую форму для беспрепятственного прохождения пластмассы
Правила построение литниковой системы
Литники должны иметь круглую форму для беспрепятственного прохождения пластмассы
 Игра с рисками
Игра с рисками Презентация на тему СЕВЕРНАЯ КОРЕЯ (КОРЕЙСКАЯ НАРОДНО-ДЕМОКРАТИЧЕСКАЯ РЕСПУБЛИКА)
Презентация на тему СЕВЕРНАЯ КОРЕЯ (КОРЕЙСКАЯ НАРОДНО-ДЕМОКРАТИЧЕСКАЯ РЕСПУБЛИКА)  Механизмы памяти
Механизмы памяти moiseeva_prezentatsia_mchp
moiseeva_prezentatsia_mchp Чудеса природы
Чудеса природы Презентация на тему Награждения в годы Великой Отечественной войны
Презентация на тему Награждения в годы Великой Отечественной войны Презентация на тему Новый год
Презентация на тему Новый год ООО«ИНТЕРМАСС»
ООО«ИНТЕРМАСС» Эволюция человека
Эволюция человека 12 ДЕКАБРЯ
12 ДЕКАБРЯ Броски в прыжке. Борьба за отскок, добивание
Броски в прыжке. Борьба за отскок, добивание The rolling roll
The rolling roll Название доклада
Название доклада Кризис полупроводников
Кризис полупроводников Управление проектами под ключ (инфраструктурное строительство)
Управление проектами под ключ (инфраструктурное строительство) Актуальные правовые аспекты синдицированного кредитования
Актуальные правовые аспекты синдицированного кредитования Глава шестаяЗаконы денежного обращения
Глава шестаяЗаконы денежного обращения 大卫不可以
大卫不可以 Звягинцева ТИ_ВР_ПрезентацияВКР
Звягинцева ТИ_ВР_ПрезентацияВКР Депозит. Условия депозита
Депозит. Условия депозита Презентация по английскому Национальная библиотека Испании
Презентация по английскому Национальная библиотека Испании  УЧР вводная лекция
УЧР вводная лекция Прогерия
Прогерия Классическая 3-х этапная системная модель Г. Саймона принятия решений. Достоинства и недостатки. Тема 3
Классическая 3-х этапная системная модель Г. Саймона принятия решений. Достоинства и недостатки. Тема 3 Не бывает прав без обязанностей. Сказочная викторина
Не бывает прав без обязанностей. Сказочная викторина Презентация на тему Законы Ньютона Силы в природе Законы сокращения
Презентация на тему Законы Ньютона Силы в природе Законы сокращения  Применение мезенхимальных клеток костного мозга в травматологии и ортопедии
Применение мезенхимальных клеток костного мозга в травматологии и ортопедии Профессия – «Кассир»
Профессия – «Кассир»