- Методы нарезания резьб

Содержание
- 2. Профиль резьбы обеспечивается соответствующим профилем режущего инструмента, а ее точность определяется степенью точности (ГОСТ 16093-2004 и
- 3. Процесс нарезания резьб представляет собой сложный и трудоемкий процесс деформирования и разрушения материалов в условиях стесненного
- 4. Нарезание резьбы резцами и гребенками Резьбовые резцы и гребенки применяются для нарезания наружных и внутренних резьб
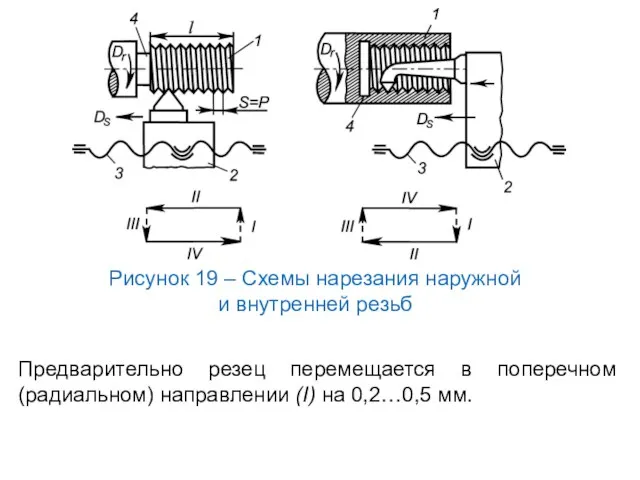
- 5. Рисунок 19 – Схемы нарезания наружной и внутренней резьб Предварительно резец перемещается в поперечном (радиальном) направлении
- 6. Когда резец пройдет длину нарезаемой резьбы он отводится (III) от заготовки и возвращается в исходное положение
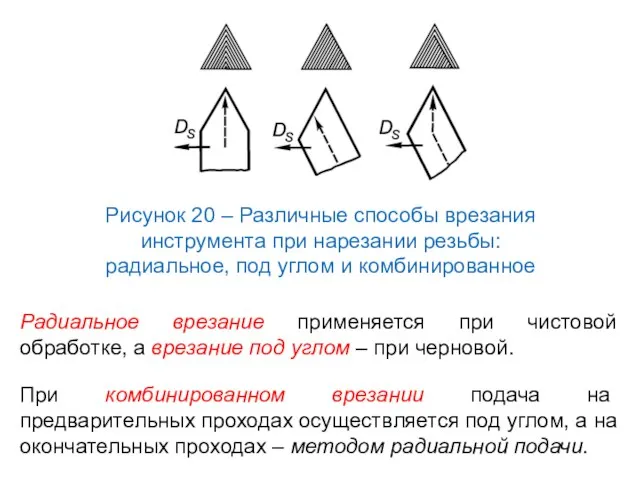
- 7. Рисунок 20 – Различные способы врезания инструмента при нарезании резьбы: радиальное, под углом и комбинированное Радиальное
- 8. Нарезание резьбы однониточным резцом обеспечивает получение 5…6 степеней точности, что выше по сравнению с другими способами
- 9. Нарезание резьбы однониточным резцом обеспечивает получение 5…6 степеней точности, что выше по сравнению с другими способами
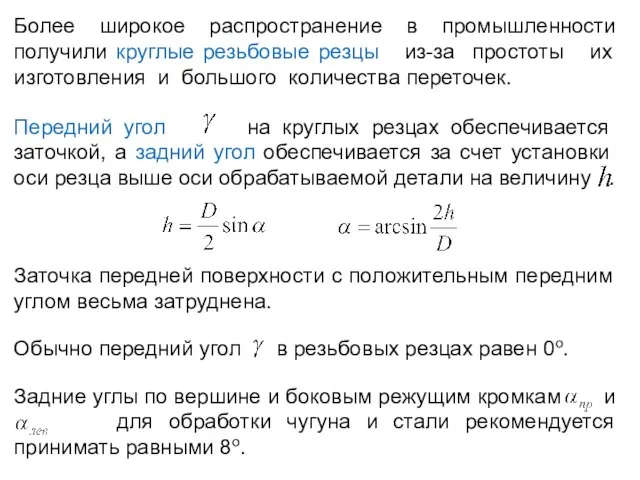
- 10. Более широкое распространение в промышленности получили круглые резьбовые резцы из-за простоты их изготовления и большого количества
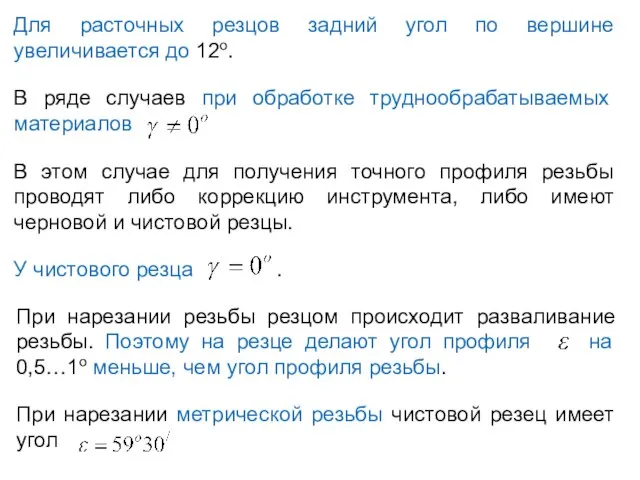
- 11. Для расточных резцов задний угол по вершине увеличивается до 12о. В ряде случаев при обработке труднообрабатываемых
- 13. Скачать презентацию
Слайд 2Профиль резьбы обеспечивается соответствующим профилем режущего инструмента, а ее точность определяется степенью
Профиль резьбы обеспечивается соответствующим профилем режущего инструмента, а ее точность определяется степенью
Слайд 3Процесс нарезания резьб представляет собой сложный и трудоемкий процесс деформирования и разрушения
Процесс нарезания резьб представляет собой сложный и трудоемкий процесс деформирования и разрушения
Слайд 4Нарезание резьбы резцами и гребенками
Резьбовые резцы и гребенки применяются для нарезания наружных
Нарезание резьбы резцами и гребенками
Резьбовые резцы и гребенки применяются для нарезания наружных
Слайд 5Рисунок 19 – Схемы нарезания наружной
и внутренней резьб
Предварительно резец перемещается
Рисунок 19 – Схемы нарезания наружной
и внутренней резьб
Предварительно резец перемещается
Слайд 6Когда резец пройдет длину нарезаемой резьбы он отводится (III) от заготовки и
Когда резец пройдет длину нарезаемой резьбы он отводится (III) от заготовки и
Слайд 7Рисунок 20 – Различные способы врезания
инструмента при нарезании резьбы:
радиальное, под углом
Рисунок 20 – Различные способы врезания
инструмента при нарезании резьбы:
радиальное, под углом
Слайд 8Нарезание резьбы однониточным резцом обеспечивает получение 5…6 степеней точности, что выше по
Нарезание резьбы однониточным резцом обеспечивает получение 5…6 степеней точности, что выше по
Слайд 9Нарезание резьбы однониточным резцом обеспечивает получение 5…6 степеней точности, что выше по
Нарезание резьбы однониточным резцом обеспечивает получение 5…6 степеней точности, что выше по
Слайд 10Более широкое распространение в промышленности получили круглые резьбовые резцы из-за простоты их
Более широкое распространение в промышленности получили круглые резьбовые резцы из-за простоты их
Слайд 11Для расточных резцов задний угол по вершине увеличивается до 12о.
В ряде
Для расточных резцов задний угол по вершине увеличивается до 12о.
В ряде
 Управление Роскомнадзора по Северо-Западному федеральному округу - 2021
Управление Роскомнадзора по Северо-Западному федеральному округу - 2021 Признаки Любви
Признаки Любви Тема 8.2. Датчик давления КРАМС.
Тема 8.2. Датчик давления КРАМС. Физиология почки
Физиология почки Оборудование для очистных работ. Устройства для сушки (обдува) автомобиля
Оборудование для очистных работ. Устройства для сушки (обдува) автомобиля Грозит ли России новый застой?Перспективы экономического роста после кризиса
Грозит ли России новый застой?Перспективы экономического роста после кризиса Миграции населения в современном мире Подготовила: Клеутина С.А.
Миграции населения в современном мире Подготовила: Клеутина С.А. Глава 2 МЕТОДЫ РЕШЕНИЯ СИСТЕМ ЛИНЕЙНЫХ УРАВНЕНИЙ
Глава 2 МЕТОДЫ РЕШЕНИЯ СИСТЕМ ЛИНЕЙНЫХ УРАВНЕНИЙ О реализации полномочий по утверждению нормативов потребления коммунальных услуг
О реализации полномочий по утверждению нормативов потребления коммунальных услуг Лыжный спорт
Лыжный спорт Презентация по учебной / производственной практике
Презентация по учебной / производственной практике По страницам повести И.С.Тургенева «Ася»
По страницам повести И.С.Тургенева «Ася» Какой ты супергерой из мультфильма (тест)
Какой ты супергерой из мультфильма (тест) Презентация на тему почему идут дожди и дует ветер
Презентация на тему почему идут дожди и дует ветер  План проведения недели науки и творчества
План проведения недели науки и творчества ForteBank. Итоги
ForteBank. Итоги Роль органов местного самоуправления в поддержке малого предпринимательства на примере администрации городского округа Балашиха
Роль органов местного самоуправления в поддержке малого предпринимательства на примере администрации городского округа Балашиха Причёски и костюм XVII – XIX веков
Причёски и костюм XVII – XIX веков Закон Ома
Закон Ома Профсоюзная Организация Обучающихся ШАДИ(ф)
Профсоюзная Организация Обучающихся ШАДИ(ф) «…единственно нужное размещение единственно нужных слов»(Л. Толстой о труде поэта и писателя)
«…единственно нужное размещение единственно нужных слов»(Л. Толстой о труде поэта и писателя) Конгресс США. Структура. Функции и порядок формирования палат
Конгресс США. Структура. Функции и порядок формирования палат Презентация на тему Русский символизм в литературе
Презентация на тему Русский символизм в литературе простаяМАТЕМАТИКА
простаяМАТЕМАТИКА П.А. Столыпину посвящается…
П.А. Столыпину посвящается… Презентация на тему Электризация в природе и в жизни
Презентация на тему Электризация в природе и в жизни 8 марта
8 марта Доклад начальника ПЧ-340
Доклад начальника ПЧ-340