- Модуль 1 Анализ чертежа детали

Содержание
- 2. Анализ чертежа детали При анализе чертежа детали необходимо обратить внимание на следующие вопросы: - наличие размеров,
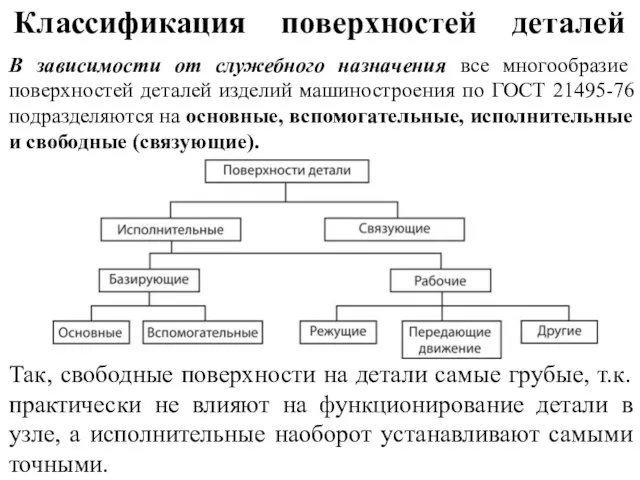
- 3. Классификация поверхностей деталей В зависимости от служебного назначения все многообразие поверхностей деталей изделий машиностроения по ГОСТ
- 4. Классификация поверхностей деталей Также все поверхности детали можно классифицировать на простые элементарные поверхности ПЭП (состоящие из
- 5. Классификация поверхностей деталей Пазы (П); Резьбовые поверхности (внутренние ВРП и наружные НРП); Шлицевые поверхности (внутренние ВШП
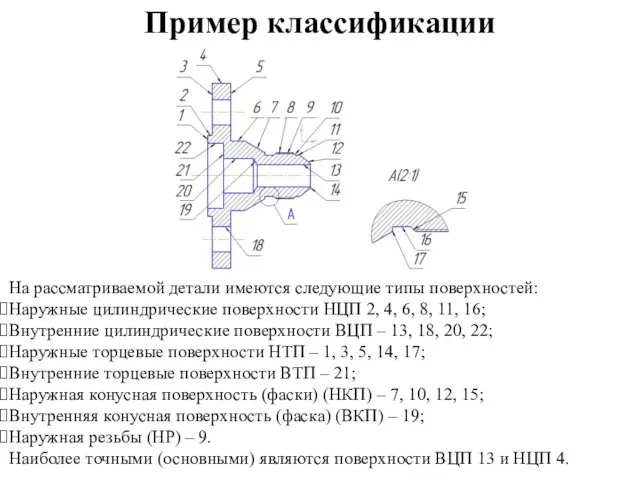
- 6. Пример классификации На рассматриваемой детали имеются следующие типы поверхностей: Наружные цилиндрические поверхности НЦП 2, 4, 6,
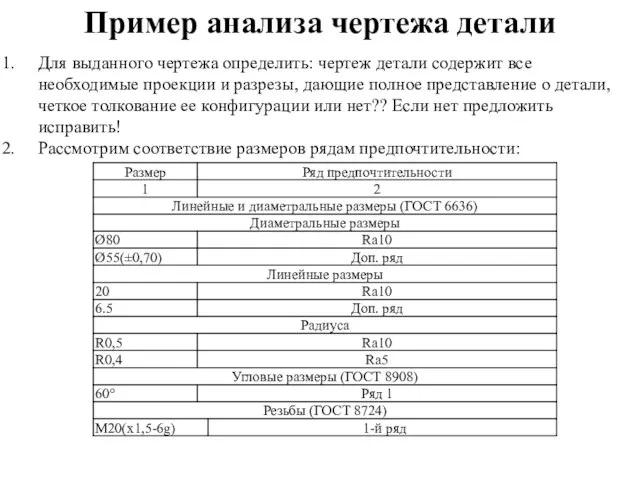
- 7. Пример анализа чертежа детали Для выданного чертежа определить: чертеж детали содержит все необходимые проекции и разрезы,
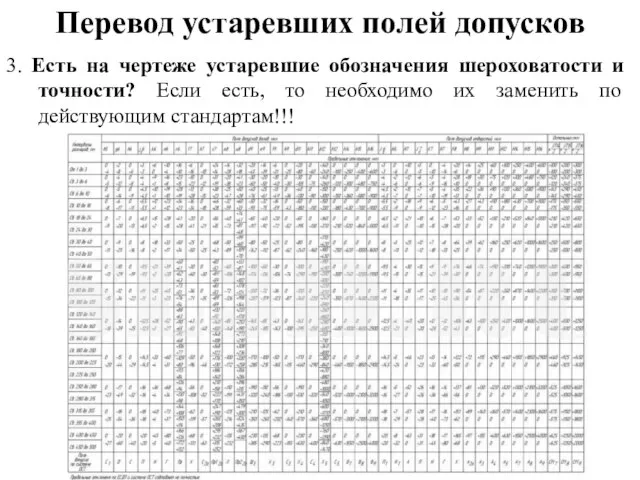
- 8. Перевод устаревших полей допусков 3. Есть на чертеже устаревшие обозначения шероховатости и точности? Если есть, то
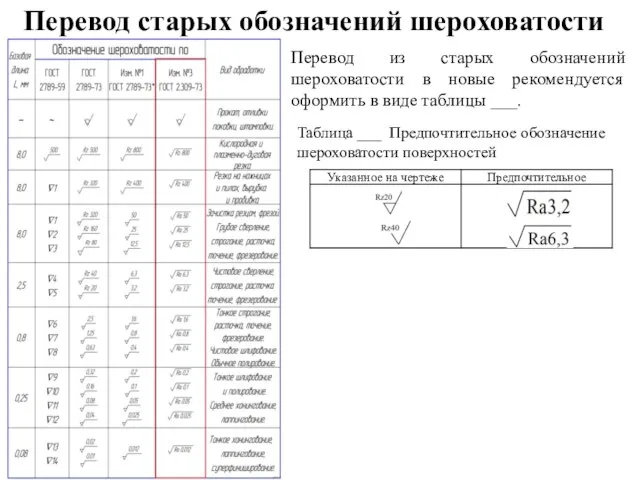
- 9. Перевод старых обозначений шероховатости Перевод из старых обозначений шероховатости в новые рекомендуется оформить в виде таблицы
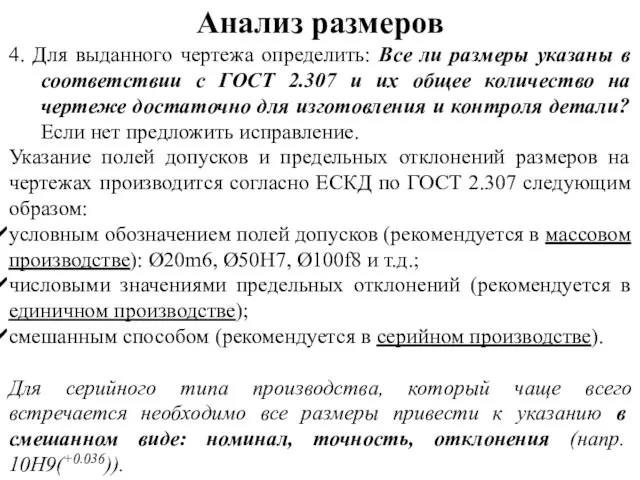
- 10. Анализ размеров 4. Для выданного чертежа определить: Все ли размеры указаны в соответствии с ГОСТ 2.307
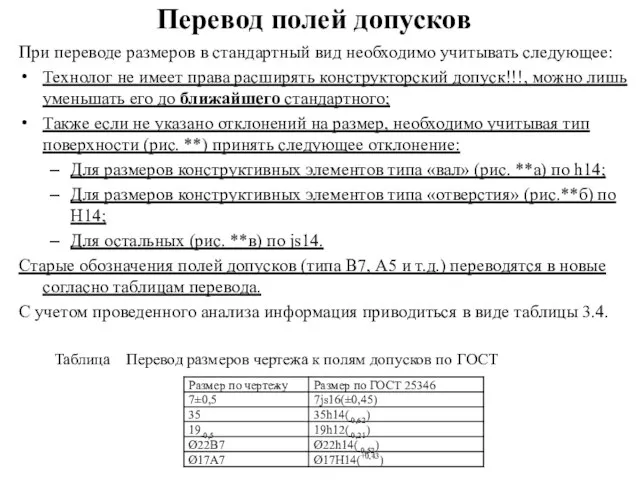
- 11. Перевод полей допусков При переводе размеров в стандартный вид необходимо учитывать следующее: Технолог не имеет права
- 12. Рисунок ** Классификация конструктивных элементов (размеров) а – типа вал; б – типа отверстия; в –
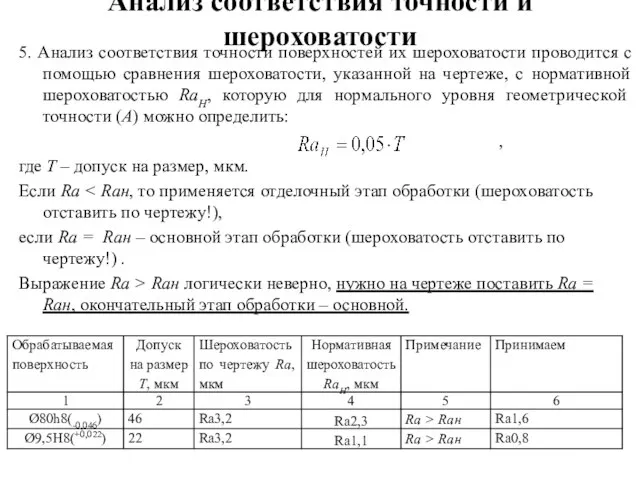
- 13. Анализ соответствия точности и шероховатости 5. Анализ соответствия точности поверхностей их шероховатости проводится с помощью сравнения
- 14. Анализ технических требований к чертежу При анализе технических требований следует согласно ГОСТ 2.316 «Правила нанесения на
- 15. Основные определения теории технологичности Технологичность конструкции изделий (ТКИ) рассматривается как совокупность свойств конструкции изделия, определяющих ее
- 16. Основные определения теории технологичности Производственная ТКИ заключается в сокращении средств и времени на конструкторскую подготовку производства,
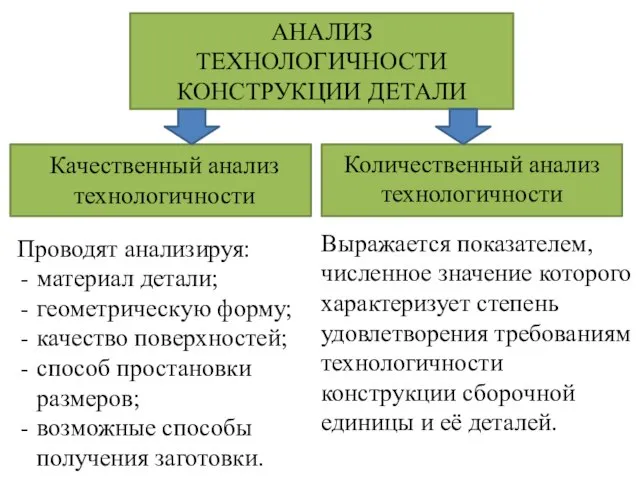
- 17. АНАЛИЗ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ДЕТАЛИ Качественный анализ технологичности Количественный анализ технологичности Проводят анализируя: материал детали; геометрическую форму;
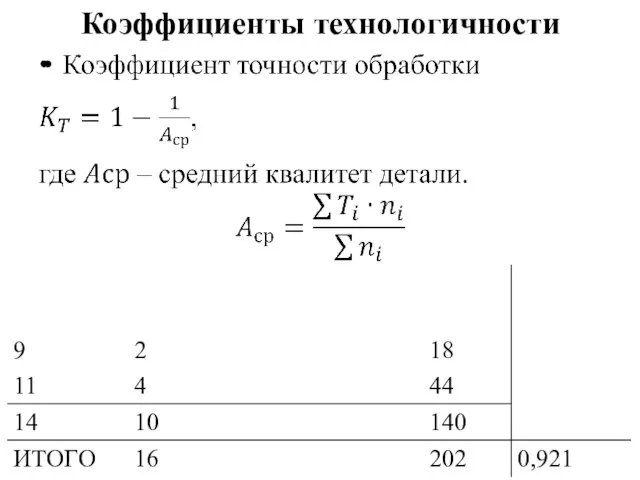
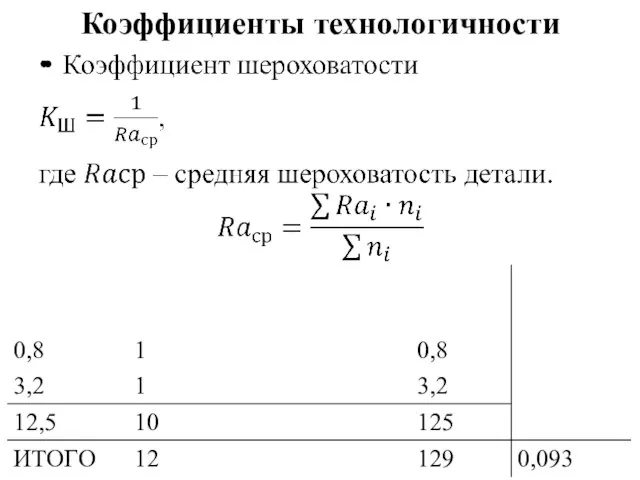
- 18. Коэффициенты технологичности
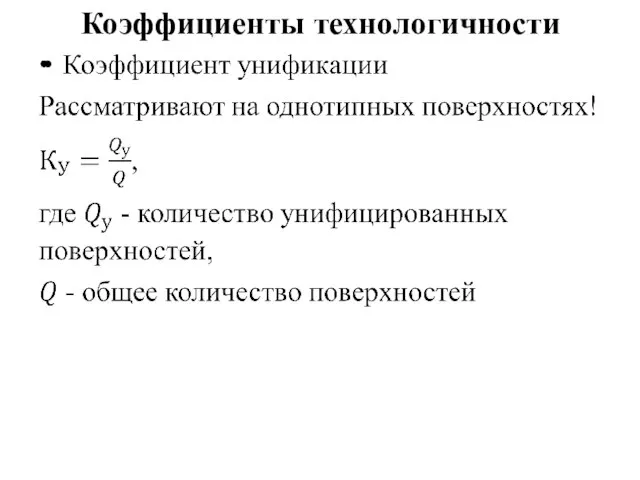
- 19. Коэффициенты технологичности
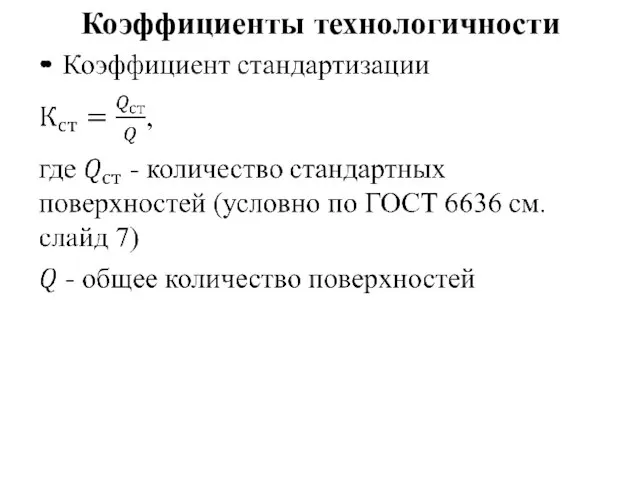
- 20. Коэффициенты технологичности
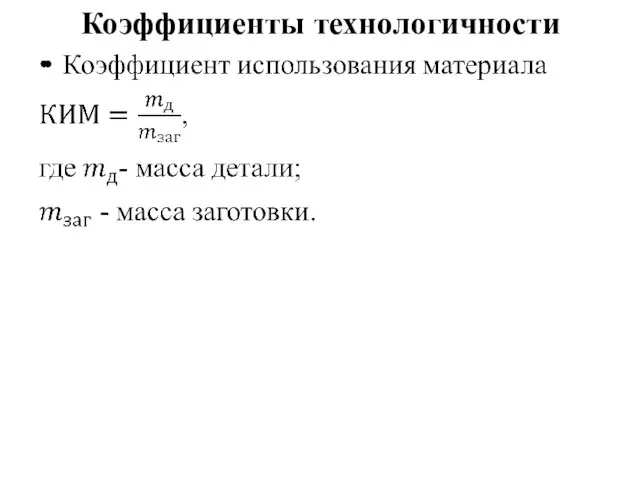
- 21. Коэффициенты технологичности
- 22. Коэффициенты технологичности
- 24. Скачать презентацию
Слайд 2Анализ чертежа детали
При анализе чертежа детали необходимо обратить внимание на следующие вопросы:
-
Анализ чертежа детали
При анализе чертежа детали необходимо обратить внимание на следующие вопросы:
-
Слайд 3Классификация поверхностей деталей
В зависимости от служебного назначения все многообразие поверхностей деталей изделий
Классификация поверхностей деталей
В зависимости от служебного назначения все многообразие поверхностей деталей изделий
Слайд 4Классификация поверхностей деталей
Также все поверхности детали можно классифицировать на простые элементарные поверхности
Классификация поверхностей деталей
Также все поверхности детали можно классифицировать на простые элементарные поверхности
Слайд 5Классификация поверхностей деталей
Пазы (П);
Резьбовые поверхности (внутренние ВРП и наружные НРП);
Шлицевые поверхности (внутренние
Классификация поверхностей деталей
Пазы (П);
Резьбовые поверхности (внутренние ВРП и наружные НРП);
Шлицевые поверхности (внутренние
Слайд 6Пример классификации
На рассматриваемой детали имеются следующие типы поверхностей:
Наружные цилиндрические поверхности НЦП 2,
Пример классификации
На рассматриваемой детали имеются следующие типы поверхностей:
Наружные цилиндрические поверхности НЦП 2,
Слайд 7Пример анализа чертежа детали
Для выданного чертежа определить: чертеж детали содержит все необходимые
Пример анализа чертежа детали
Для выданного чертежа определить: чертеж детали содержит все необходимые
Слайд 8Перевод устаревших полей допусков
3. Есть на чертеже устаревшие обозначения шероховатости и точности?
Перевод устаревших полей допусков
3. Есть на чертеже устаревшие обозначения шероховатости и точности?
Слайд 9Перевод старых обозначений шероховатости
Перевод из старых обозначений шероховатости в новые рекомендуется оформить
Перевод старых обозначений шероховатости
Перевод из старых обозначений шероховатости в новые рекомендуется оформить
Слайд 10Анализ размеров
4. Для выданного чертежа определить: Все ли размеры указаны в соответствии
Анализ размеров
4. Для выданного чертежа определить: Все ли размеры указаны в соответствии
Слайд 11Перевод полей допусков
При переводе размеров в стандартный вид необходимо учитывать следующее:
Технолог
Перевод полей допусков
При переводе размеров в стандартный вид необходимо учитывать следующее:
Технолог
Слайд 12Рисунок ** Классификация конструктивных элементов (размеров)
а – типа вал; б – типа
Рисунок ** Классификация конструктивных элементов (размеров)
а – типа вал; б – типа

Слайд 13Анализ соответствия точности и шероховатости
5. Анализ соответствия точности поверхностей их шероховатости проводится
Анализ соответствия точности и шероховатости
5. Анализ соответствия точности поверхностей их шероховатости проводится
Слайд 14Анализ технических требований к чертежу
При анализе технических требований следует согласно ГОСТ 2.316
Анализ технических требований к чертежу
При анализе технических требований следует согласно ГОСТ 2.316
Слайд 15Основные определения теории технологичности
Технологичность конструкции изделий (ТКИ) рассматривается как совокупность свойств конструкции
Основные определения теории технологичности
Технологичность конструкции изделий (ТКИ) рассматривается как совокупность свойств конструкции
Слайд 16Основные определения теории технологичности
Производственная ТКИ заключается в сокращении средств и времени на конструкторскую
Основные определения теории технологичности
Производственная ТКИ заключается в сокращении средств и времени на конструкторскую
Слайд 17АНАЛИЗ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ДЕТАЛИ
Качественный анализ технологичности
Количественный анализ технологичности
Проводят анализируя:
материал детали;
геометрическую
АНАЛИЗ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ДЕТАЛИ
Качественный анализ технологичности
Количественный анализ технологичности
Проводят анализируя:
материал детали;
геометрическую
Слайд 18Коэффициенты технологичности
Коэффициенты технологичности
Слайд 19Коэффициенты технологичности
Коэффициенты технологичности
Слайд 20Коэффициенты технологичности
Коэффициенты технологичности
Слайд 21Коэффициенты технологичности
Коэффициенты технологичности
Слайд 22Коэффициенты технологичности
Коэффициенты технологичности
 Искусство Рококо. Ватто
Искусство Рококо. Ватто НАУЧНОЕ И КАДРОВОЕ СОПРОВОЖДЕНИЕ РАЗВИТИЯ ТРАНСПОРТНОЙ ИНФРАСТРУКТУРЫ ДАЛЬНЕВОСТОЧНОГО РЕГИОНА
НАУЧНОЕ И КАДРОВОЕ СОПРОВОЖДЕНИЕ РАЗВИТИЯ ТРАНСПОРТНОЙ ИНФРАСТРУКТУРЫ ДАЛЬНЕВОСТОЧНОГО РЕГИОНА Социальная интеграция инвалидов в Приволжском федеральном округе
Социальная интеграция инвалидов в Приволжском федеральном округе Племена майя
Племена майя The first on the orbit
The first on the orbit Презентация на тему Своя игра по информатике
Презентация на тему Своя игра по информатике  Социально-педагогические условия патриотического воспитания учащихся начального- профессионального образования
Социально-педагогические условия патриотического воспитания учащихся начального- профессионального образования Массовые, общедоступные искусства
Массовые, общедоступные искусства I ¦ Art Mystectvo
I ¦ Art Mystectvo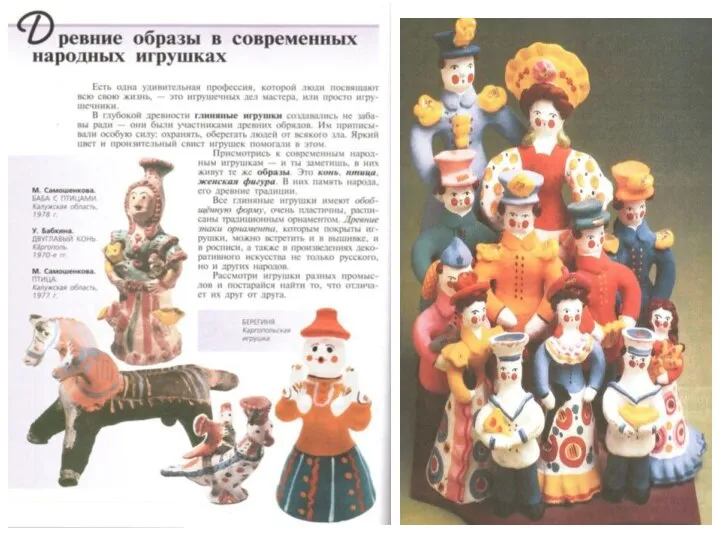 Древние образы в современных народных игрушках
Древние образы в современных народных игрушках Авторская песня
Авторская песня Архитектура компьютера
Архитектура компьютера Prezentatsia_Microsoft_Office_PowerPoint_6
Prezentatsia_Microsoft_Office_PowerPoint_6 Иван Грозный. Реформы Избранной рады
Иван Грозный. Реформы Избранной рады  День Конституции РФ
День Конституции РФ Проект компанії Prime sausage. Ковбасні вироби
Проект компанії Prime sausage. Ковбасні вироби Русский язык
Русский язык Алгоритмы и исполнители
Алгоритмы и исполнители Подтип Бесчерепныекласс Головохордовыесемейство – ланцетникирод - ланцетники
Подтип Бесчерепныекласс Головохордовыесемейство – ланцетникирод - ланцетники Вагондар мен контейнерлерден
Вагондар мен контейнерлерден Презентация на тему «Права ребенка»
Презентация на тему «Права ребенка»  Педагогический проект «Профессиональное ориентирование обучающихся школы на разных этапах развития личности» Педагогический п
Педагогический проект «Профессиональное ориентирование обучающихся школы на разных этапах развития личности» Педагогический п Презентация на тему Техника безопасности при работе с ножницами
Презентация на тему Техника безопасности при работе с ножницами Вербальные средства коммуникации
Вербальные средства коммуникации Работа со слабоуспевающими учащимися
Работа со слабоуспевающими учащимися  Тест по теме «Народные песни»(8 класс, УМК под ред.Г.И.Беленького
Тест по теме «Народные песни»(8 класс, УМК под ред.Г.И.Беленького Эсфолип – источник строительного материала для клеток печени Эссенциальные фосфолипиды (действующее вещество Эсфолипа) – основн
Эсфолип – источник строительного материала для клеток печени Эссенциальные фосфолипиды (действующее вещество Эсфолипа) – основн Результати виконання завдань державним службовцем, який займає посаду державної служби категорії Б або В
Результати виконання завдань державним службовцем, який займає посаду державної служби категорії Б або В