- Оборудование корпусозаготовительного цеха

Содержание
- 2. Вальцы листоправильные Вальцы листоправильные представляют собой два связанных между собой механизма – рабочая зона и привод
- 3. Один из электромоторов оборудования, укомплектованный редуктором, при осуществлении рабочего процесса задает вращательное движение нижней валковой части
- 4. Линия дробеметной очистки и консервации металлопроката 1. Подающий конвейер 2. Транспортная система 3. Камера предварительной сушки
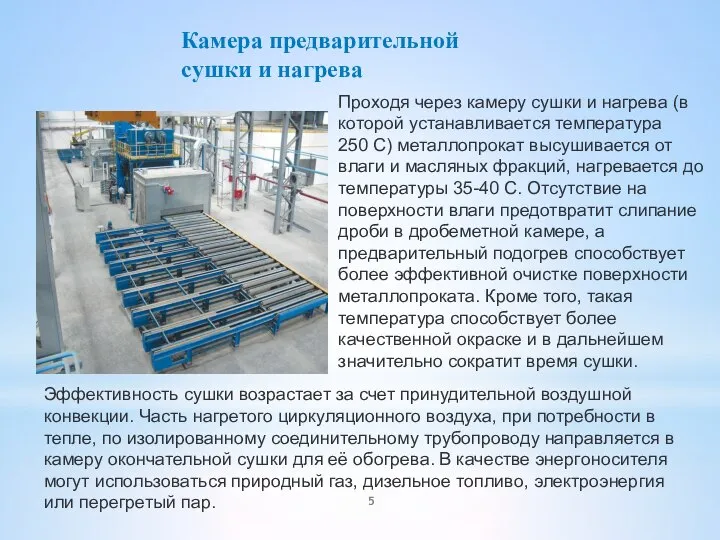
- 5. Камера предварительной сушки и нагрева Проходя через камеру сушки и нагрева (в которой устанавливается температура 250
- 6. Дробеметная камера После предварительной сушки металлопрокат, передвигаясь по рольгангу, попадает в дробеметную установку. На входе в
- 7. В зависимости от максимальных размеров, обрабатываемого металлопроката, дробеметная камера может иметь от 4 до 8 дробеметных
- 8. Камера окраски После дробеметной очистки металлопрокат поступает в камеру окраски. Чтобы максимально уменьшить перерасход краски, камеры
- 9. Чтобы избежать повреждения невысохшей краски, транспортирование металлопроката производится с помощью цепного конвейера с несущими элементами. Благодаря
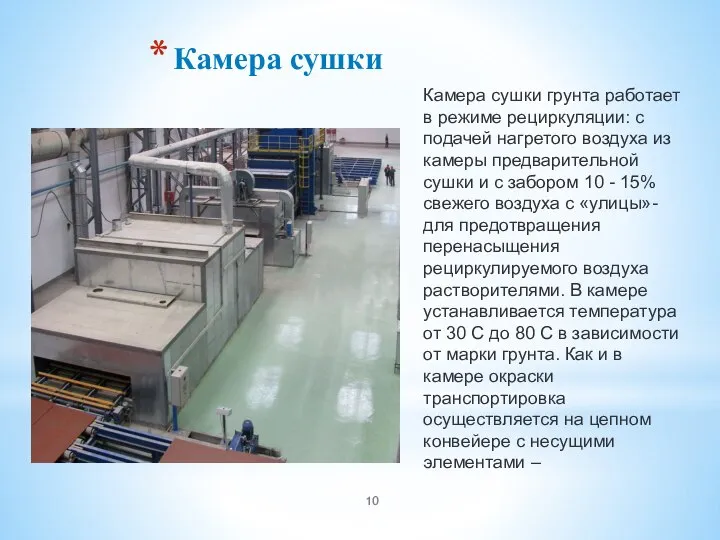
- 10. Камера сушки Камера сушки грунта работает в режиме рециркуляции: с подачей нагретого воздуха из камеры предварительной
- 11. благодаря чему достигается минимальный контакт окрашенной поверхности с поверхностью транспортера, окрашенная поверхность не повреждается. Линия укомплектована
- 13. РАЗНОВИДНОСТИ ГИЛЬОТИН ДЛЯ РЕЗКИ МЕТАЛЛА Условно группу гильотинных резаков можно подразделить на три сегмента. Первый будет
- 14. Гильотинные ножницы механические НА3224
- 15. Гильотинные механические ножницы НА3224 предназначены для прямолинейной резки листового и полосового материалов. Гильотины НА3224 используются в
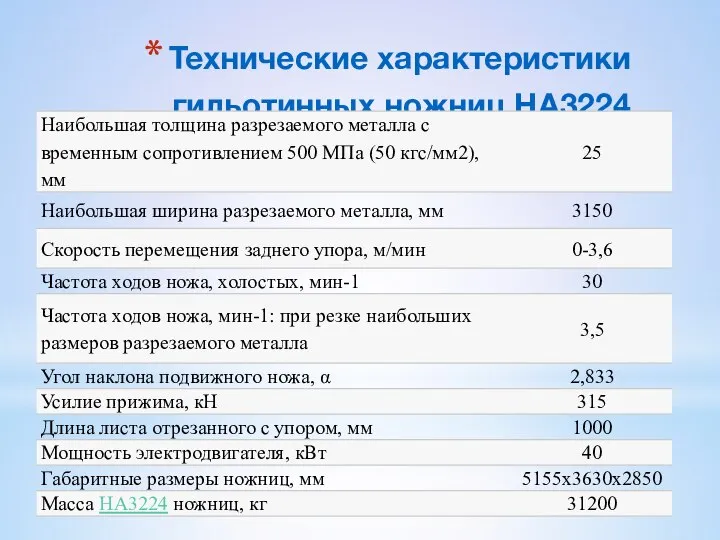
- 16. Технические характеристики гильотинных ножниц НА3224
- 17. Общий вид гильотинных ножниц Н-478
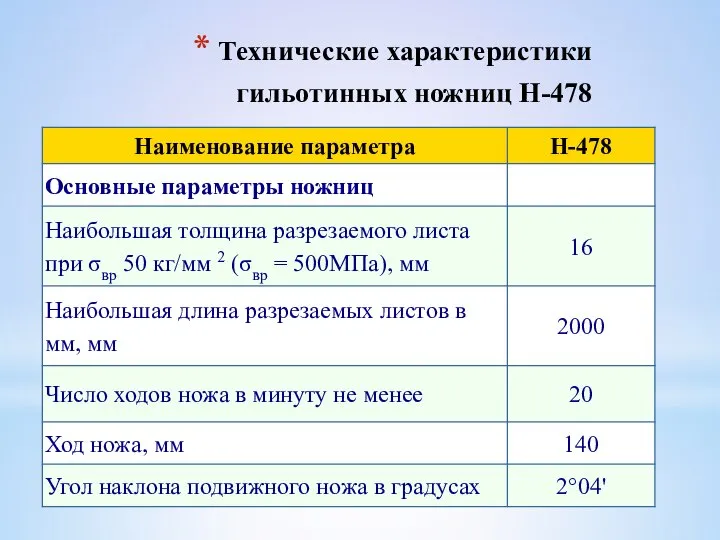
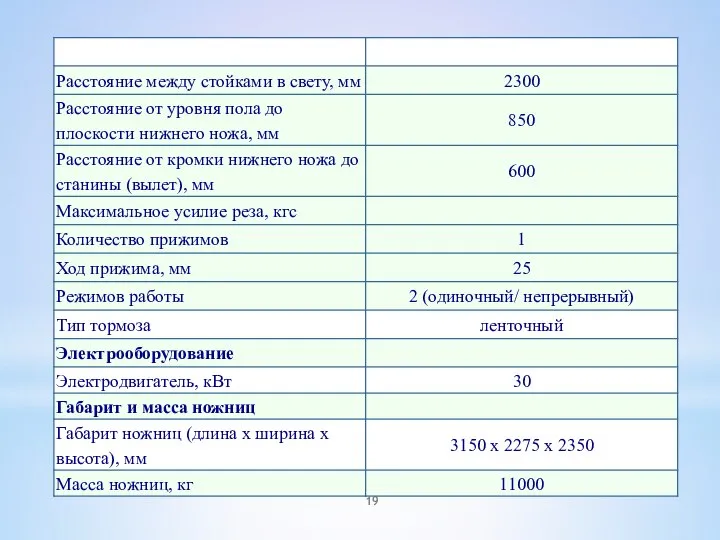
- 18. Технические характеристики гильотинных ножниц Н-478
- 20. Станок кромкострогальный модели 7808
- 21. Кромкострогальные станки 7808 предназначены для обработки методом строгания горизонтальных, вертикальных и наклонных поверхностей кромок листов, пакетов
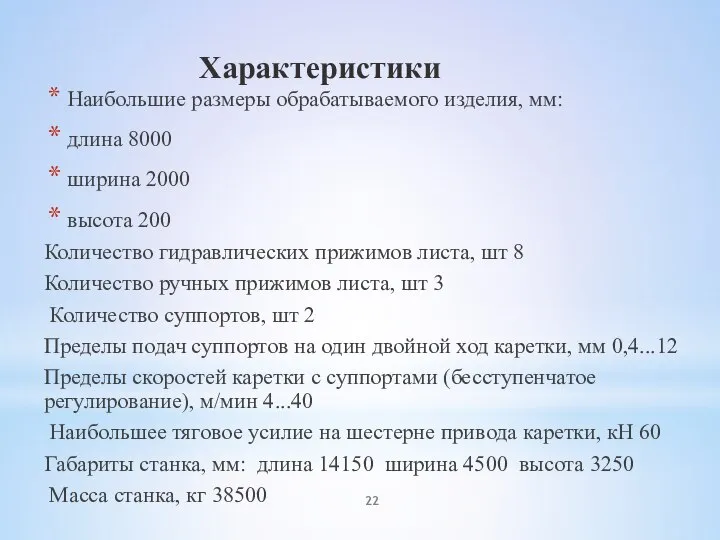
- 22. Характеристики Наибольшие размеры обрабатываемого изделия, мм: длина 8000 ширина 2000 высота 200 Количество гидравлических прижимов листа,
- 23. Кромкострогальный станок CHP-21G 1 Кромкострогальный станок СНР-21 пригоден для работы с крупноразмерными объектами и ее крепкая
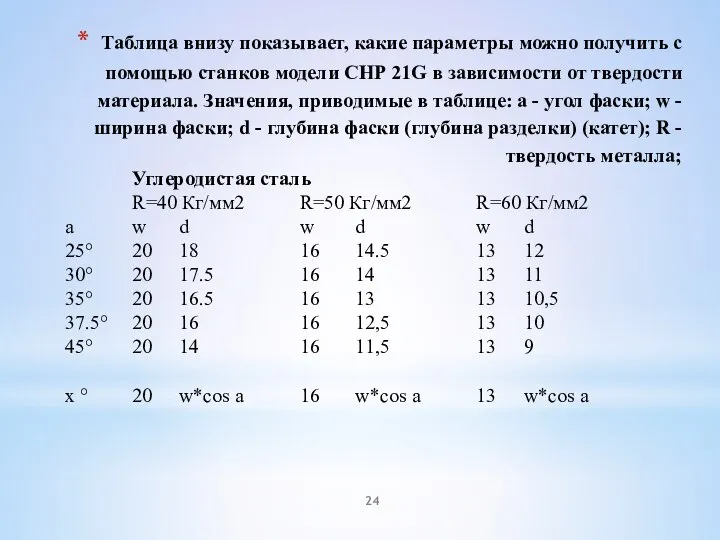
- 24. Таблица внизу показывает, какие параметры можно получить с помощью станков модели СНР 21G в зависимости от
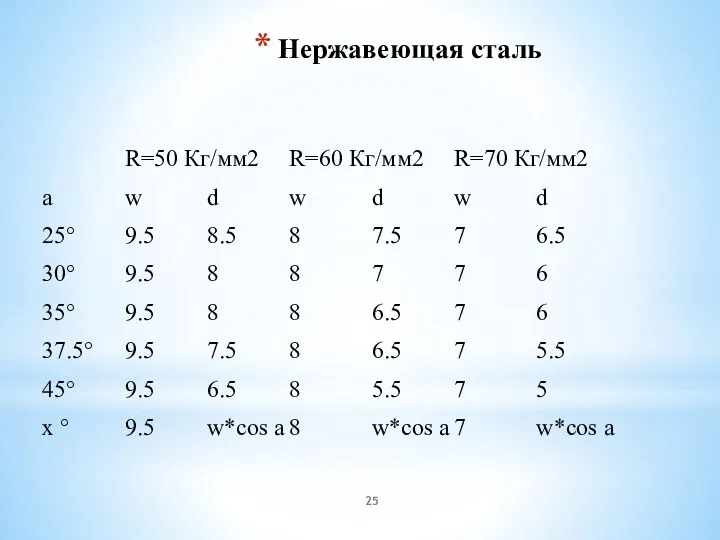
- 25. Нержавеющая сталь
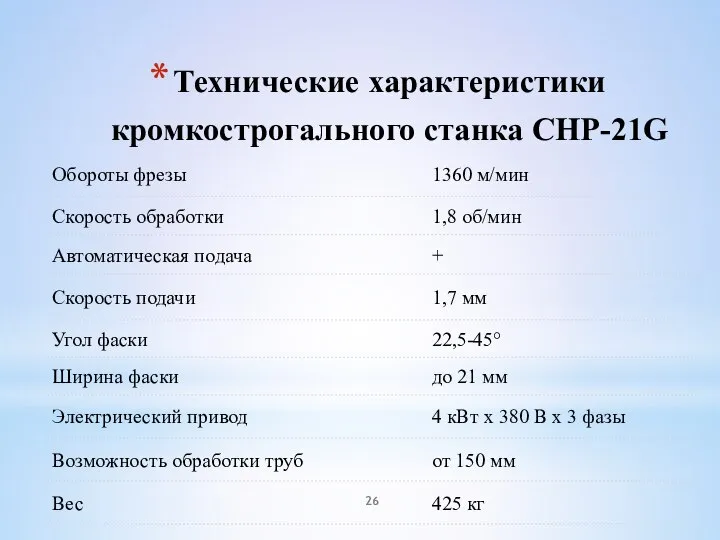
- 26. Технические характеристики кромкострогального станка CHP-21G
- 27. Скорость обработки листа на ширину фаски 20 мм при толщине до 50 мм и твердости материала
- 28. Кромкострогательный станок 7814
- 29. . Станки модели 7814 предназначены для обработки методом строгания горизонтальных, вертикальных и наклонных поверхностей кромок листов,
- 30. Пределы подач суппортов на один двойной ход каретки, мм 0,4...12 Пределы скоростей каретки с суппортами (бесступенчатое
- 31. Пресс-ножницы комбинированные. Общие сведения Синонимы: пресс-ножницы, пресс-ножницы комбинированные, комбинированные ножницы, пресс-ножницы кривошипные, shears for profiled metal
- 32. Все эти механизмы смонтированы на одной станине и имеют общий привод. Механизм управления ползуном сортовых и
- 33. . В связи с этим новые конструкции ножниц рационально снабжать двухскоростными электродвигателями. Наибольшую известность получили комбинированные
- 34. НВ5222 пресс-ножницы комбинированные. Назначение, область применения
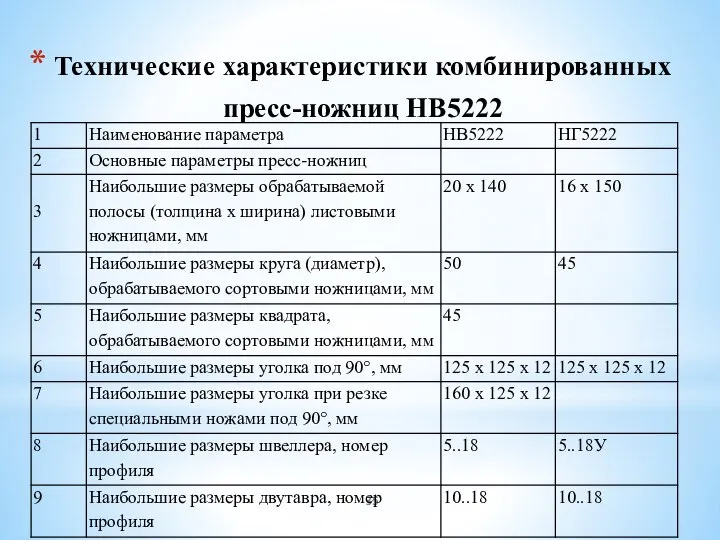
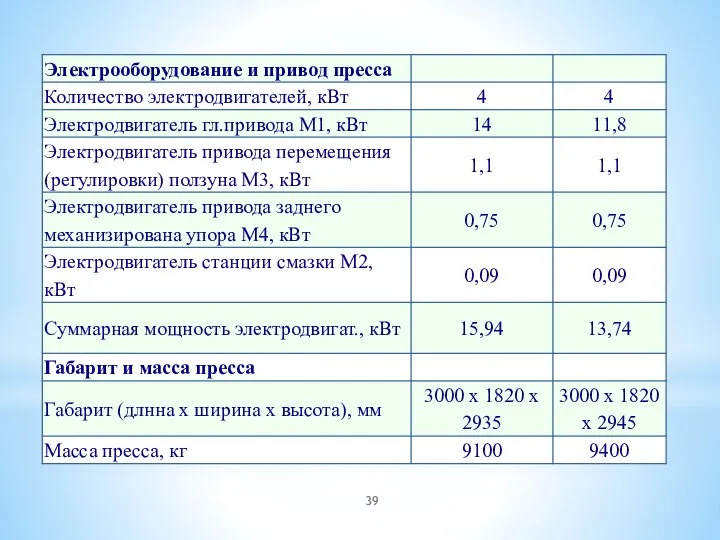
- 35. Технические характеристики комбинированных пресс-ножниц НВ5222
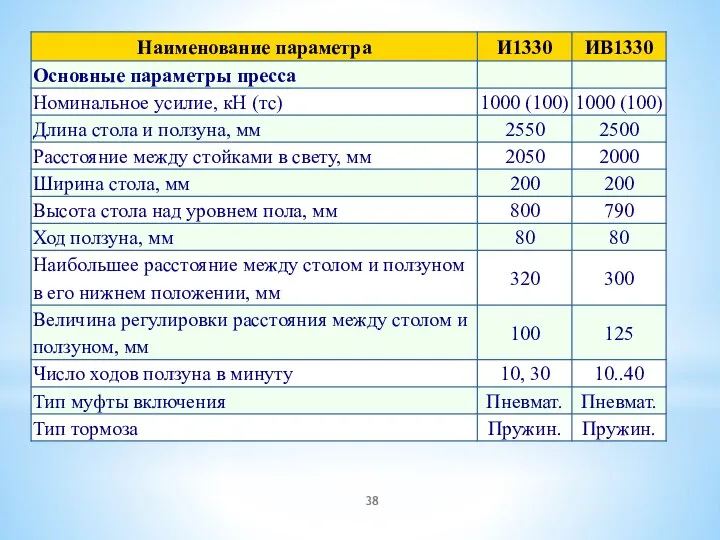
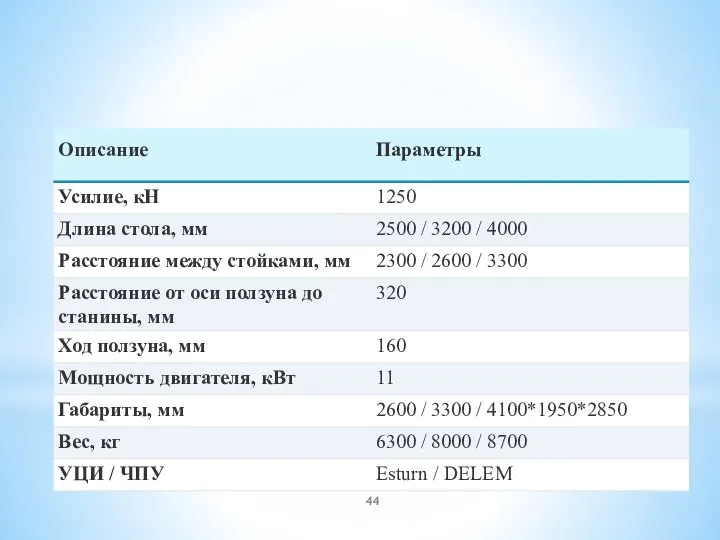
- 37. Технические характеристики листогибочного кривошипного пресса ИВ1330
- 40. Кромкофрезерный станок OMCA SMF 900 - машина с автоматической подачей Кромкофрезерная машина СМФ-900 изготовлена для обработки
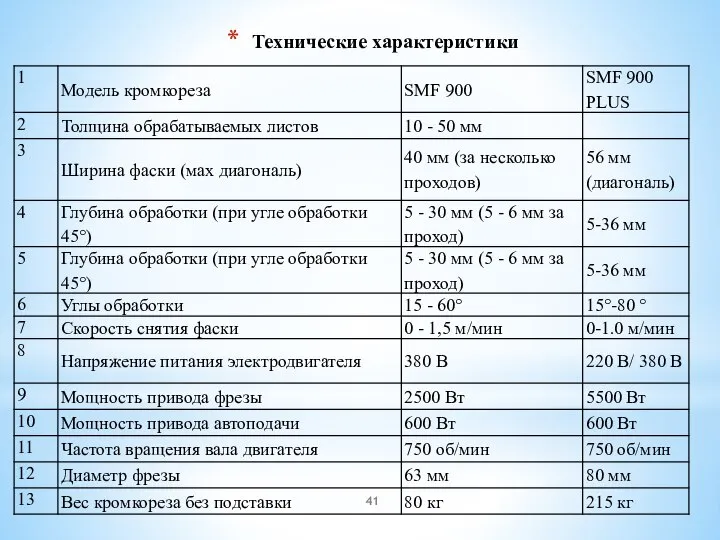
- 41. Технические характеристики
- 42. Фаскорез осуществляет съемку фаски под сварку с глубиной фаски от 5 до 28мм, шириной 45мм, углы
- 43. Листогиб WC67Y-125
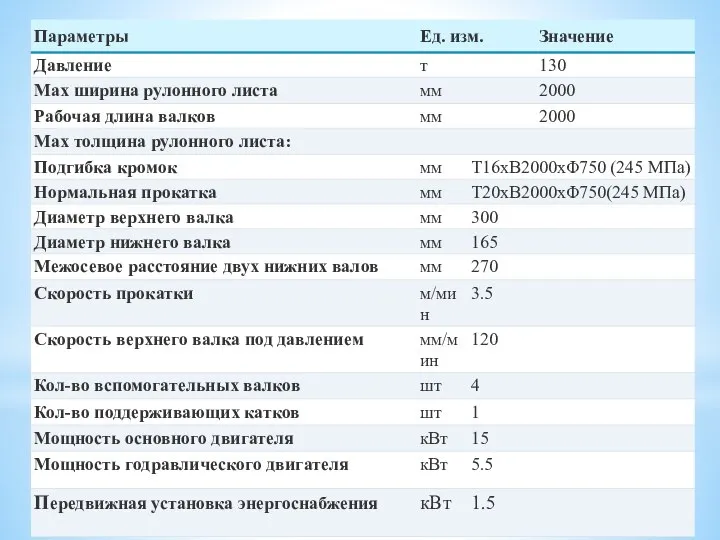
- 45. 3-х валковый гибочный пресс W11S-20x2000
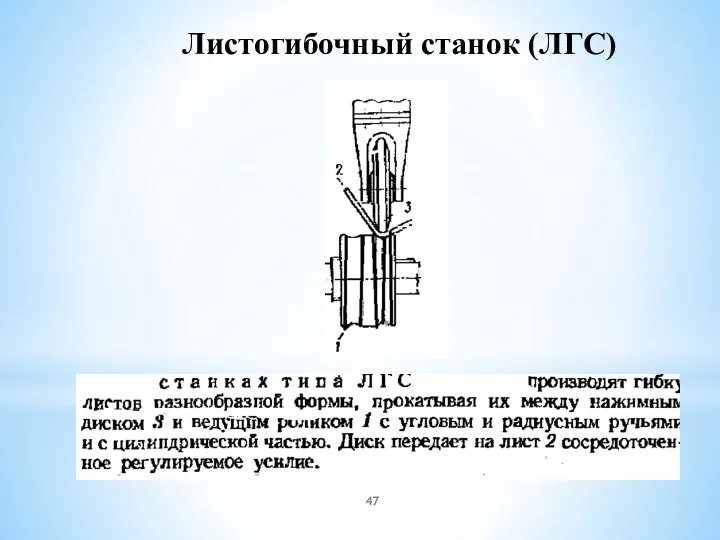
- 47. Листогибочный станок (ЛГС)
- 48. Машина термической резки «Кристалл»
- 49. МАШИНА КРИСТАЛЛ-ППЛКП-2,5 - ДЛЯ РЕЗКИ ЛИСТОВОГО МЕТАЛЛА
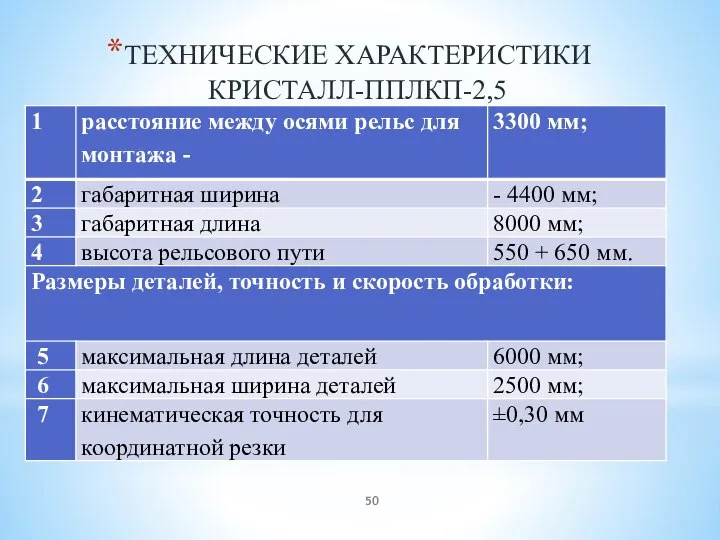
- 50. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ КРИСТАЛЛ-ППЛКП-2,5
- 52. Скачать презентацию
Слайд 2Вальцы листоправильные
Вальцы листоправильные представляют собой два связанных между собой механизма
Вальцы листоправильные
Вальцы листоправильные представляют собой два связанных между собой механизма

Слайд 3Один из электромоторов оборудования, укомплектованный редуктором, при осуществлении рабочего процесса задает вращательное
Один из электромоторов оборудования, укомплектованный редуктором, при осуществлении рабочего процесса задает вращательное
Слайд 4Линия дробеметной очистки и консервации металлопроката
1. Подающий конвейер
2. Транспортная система
3. Камера предварительной
Линия дробеметной очистки и консервации металлопроката
1. Подающий конвейер
2. Транспортная система
3. Камера предварительной

Слайд 5Камера предварительной сушки и нагрева
Проходя через камеру сушки и нагрева (в которой
Камера предварительной сушки и нагрева
Проходя через камеру сушки и нагрева (в которой
Слайд 6Дробеметная камера
После предварительной сушки металлопрокат, передвигаясь по рольгангу, попадает в дробеметную установку.
Дробеметная камера
После предварительной сушки металлопрокат, передвигаясь по рольгангу, попадает в дробеметную установку.

Слайд 7В зависимости от максимальных размеров, обрабатываемого металлопроката, дробеметная камера может иметь от
В зависимости от максимальных размеров, обрабатываемого металлопроката, дробеметная камера может иметь от
Слайд 8Камера окраски
После дробеметной очистки металлопрокат поступает в камеру окраски.
Чтобы максимально уменьшить перерасход
Камера окраски
После дробеметной очистки металлопрокат поступает в камеру окраски.
Чтобы максимально уменьшить перерасход

Слайд 9Чтобы избежать повреждения невысохшей краски, транспортирование металлопроката производится с помощью цепного конвейера
Чтобы избежать повреждения невысохшей краски, транспортирование металлопроката производится с помощью цепного конвейера
Слайд 10Камера сушки
Камера сушки грунта работает в режиме рециркуляции: с подачей нагретого воздуха
Камера сушки
Камера сушки грунта работает в режиме рециркуляции: с подачей нагретого воздуха
Слайд 11 благодаря чему достигается минимальный контакт окрашенной поверхности с поверхностью транспортера, окрашенная поверхность
благодаря чему достигается минимальный контакт окрашенной поверхности с поверхностью транспортера, окрашенная поверхность

Слайд 13РАЗНОВИДНОСТИ ГИЛЬОТИН ДЛЯ РЕЗКИ МЕТАЛЛА
Условно группу гильотинных резаков можно подразделить на три
РАЗНОВИДНОСТИ ГИЛЬОТИН ДЛЯ РЕЗКИ МЕТАЛЛА
Условно группу гильотинных резаков можно подразделить на три
Слайд 14Гильотинные ножницы
механические НА3224
Гильотинные ножницы
механические НА3224

Слайд 15Гильотинные механические ножницы НА3224 предназначены для прямолинейной резки листового и полосового материалов.
Гильотинные механические ножницы НА3224 предназначены для прямолинейной резки листового и полосового материалов.
Слайд 16Технические характеристики гильотинных ножниц НА3224
Технические характеристики гильотинных ножниц НА3224
Слайд 17Общий вид гильотинных ножниц Н-478
Общий вид гильотинных ножниц Н-478

Слайд 18Технические характеристики гильотинных ножниц Н-478
Технические характеристики гильотинных ножниц Н-478
Слайд 20Станок кромкострогальный модели 7808
Станок кромкострогальный модели 7808

Слайд 21Кромкострогальные станки 7808 предназначены для обработки методом строгания горизонтальных, вертикальных и наклонных
Кромкострогальные станки 7808 предназначены для обработки методом строгания горизонтальных, вертикальных и наклонных
Слайд 22Характеристики
Наибольшие размеры обрабатываемого изделия, мм:
длина 8000
ширина 2000
высота 200
Количество гидравлических прижимов листа, шт
Характеристики
Наибольшие размеры обрабатываемого изделия, мм:
длина 8000
ширина 2000
высота 200
Количество гидравлических прижимов листа, шт
Слайд 23Кромкострогальный станок CHP-21G
1
Кромкострогальный станок СНР-21 пригоден для работы с крупноразмерными объектами и
Кромкострогальный станок CHP-21G
1
Кромкострогальный станок СНР-21 пригоден для работы с крупноразмерными объектами и

Слайд 24Таблица внизу показывает, какие параметры можно получить с помощью станков модели СНР
Таблица внизу показывает, какие параметры можно получить с помощью станков модели СНР
Слайд 25Нержавеющая сталь
Нержавеющая сталь
Слайд 26Технические характеристики кромкострогального станка CHP-21G
Технические характеристики кромкострогального станка CHP-21G
Слайд 27Скорость обработки листа на ширину фаски 20 мм при толщине до 50
Скорость обработки листа на ширину фаски 20 мм при толщине до 50
Слайд 28Кромкострогательный станок 7814
Кромкострогательный станок 7814

Слайд 29. Станки модели 7814 предназначены для обработки методом строгания горизонтальных, вертикальных и
. Станки модели 7814 предназначены для обработки методом строгания горизонтальных, вертикальных и
Слайд 30Пределы подач суппортов на один двойной ход каретки, мм 0,4...12
Пределы скоростей каретки
Пределы подач суппортов на один двойной ход каретки, мм 0,4...12 Пределы скоростей каретки
Слайд 31Пресс-ножницы комбинированные.
Общие сведения
Синонимы: пресс-ножницы, пресс-ножницы комбинированные, комбинированные ножницы, пресс-ножницы кривошипные, shears
Пресс-ножницы комбинированные.
Общие сведения
Синонимы: пресс-ножницы, пресс-ножницы комбинированные, комбинированные ножницы, пресс-ножницы кривошипные, shears
Слайд 32Все эти механизмы смонтированы на одной станине и имеют общий привод. Механизм
Все эти механизмы смонтированы на одной станине и имеют общий привод. Механизм
Слайд 33. В связи с этим новые конструкции ножниц рационально снабжать двухскоростными электродвигателями.
Наибольшую
. В связи с этим новые конструкции ножниц рационально снабжать двухскоростными электродвигателями.
Наибольшую
Слайд 34НВ5222 пресс-ножницы комбинированные. Назначение, область применения
НВ5222 пресс-ножницы комбинированные. Назначение, область применения

Слайд 35Технические характеристики комбинированных пресс-ножниц НВ5222
Технические характеристики комбинированных пресс-ножниц НВ5222

Слайд 37Технические характеристики листогибочного кривошипного пресса ИВ1330
Технические характеристики листогибочного кривошипного пресса ИВ1330

Слайд 40Кромкофрезерный станок OMCA SMF 900 - машина с автоматической подачей
Кромкофрезерная машина СМФ-900 изготовлена для
Кромкофрезерный станок OMCA SMF 900 - машина с автоматической подачей
Кромкофрезерная машина СМФ-900 изготовлена для

Слайд 41Технические характеристики
Технические характеристики
Слайд 42Фаскорез осуществляет съемку фаски под сварку с глубиной фаски от 5 до
Фаскорез осуществляет съемку фаски под сварку с глубиной фаски от 5 до
Слайд 43Листогиб WC67Y-125
Листогиб WC67Y-125

Слайд 453-х валковый гибочный пресс W11S-20x2000
3-х валковый гибочный пресс W11S-20x2000

Слайд 47Листогибочный станок (ЛГС)
Листогибочный станок (ЛГС)
Слайд 48Машина термической резки «Кристалл»
Машина термической резки «Кристалл»

Слайд 49МАШИНА КРИСТАЛЛ-ППЛКП-2,5 - ДЛЯ РЕЗКИ ЛИСТОВОГО МЕТАЛЛА
МАШИНА КРИСТАЛЛ-ППЛКП-2,5 - ДЛЯ РЕЗКИ ЛИСТОВОГО МЕТАЛЛА

Слайд 50ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ КРИСТАЛЛ-ППЛКП-2,5
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ КРИСТАЛЛ-ППЛКП-2,5
 [Panda MeetUP] Кто все эти люди_
[Panda MeetUP] Кто все эти люди_ Артериальная гипертония.
Артериальная гипертония. В гостях у любимой сказки
В гостях у любимой сказки The printed word
The printed word МОУ Морозовская СОШ Тейковского муниципального района Ивановской области Областные краеведческие чтения учащихся Ивановской об
МОУ Морозовская СОШ Тейковского муниципального района Ивановской области Областные краеведческие чтения учащихся Ивановской об مدیریت مراکز فرهنگی
مدیریت مراکز فرهنگی Муниципальное образовательное учреждение «Средняя общеобразовательная школа №14 с углубленным изучением английского языка»3
Муниципальное образовательное учреждение «Средняя общеобразовательная школа №14 с углубленным изучением английского языка»3 Розгляд звернень громадян та задоволення запитів на інформацію. Порівняльний аналіз
Розгляд звернень громадян та задоволення запитів на інформацію. Порівняльний аналіз Спрос предложение и равновесная цена
Спрос предложение и равновесная цена Этрусское искусство
Этрусское искусство Обсуждение хода и перспектив развития проекта по изучению особенностей читательской грамотности учащихся в связи с анализом резу
Обсуждение хода и перспектив развития проекта по изучению особенностей читательской грамотности учащихся в связи с анализом резу The Article
The Article Стандарт электронной услуги (СЭУ)
Стандарт электронной услуги (СЭУ) Коммерческое предложение на органические удобрения
Коммерческое предложение на органические удобрения Электрический ток в газах (10 класс)
Электрический ток в газах (10 класс) Основные типы узлов. Назначение узлов
Основные типы узлов. Назначение узлов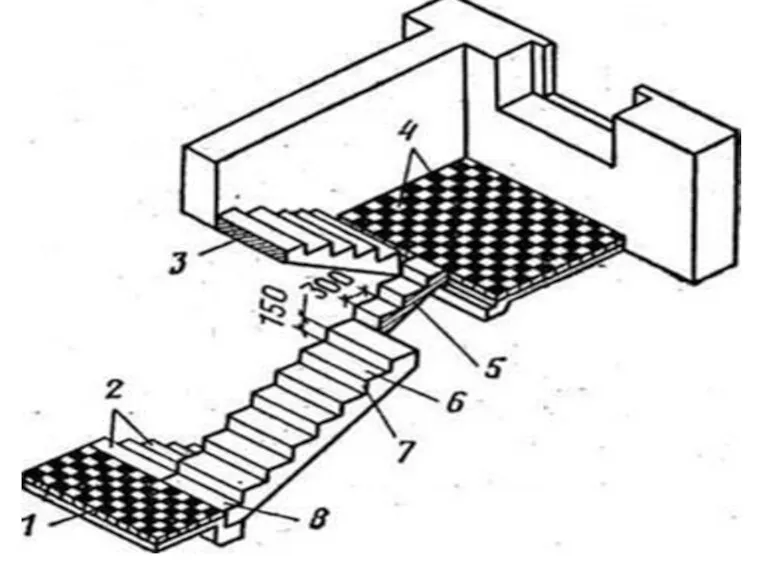 Лестница. Элементы лестницы
Лестница. Элементы лестницы Динамометр DynaforTM LLX1
Динамометр DynaforTM LLX1 Презентация тренинга«Работа с возражениями и сопротивлениями»
Презентация тренинга«Работа с возражениями и сопротивлениями» как_помочь_себе_когда_батарейка_на_нуле
как_помочь_себе_когда_батарейка_на_нуле Кожа. Надежная защита организма
Кожа. Надежная защита организма Вечер памяти Александра Вампилова
Вечер памяти Александра Вампилова Гостиница Khortitsa palace
Гостиница Khortitsa palace Презентация на тему Глобализация
Презентация на тему Глобализация Андрей Дмитриевич Сахаров - Гражданин России, Гражданин Мира
Андрей Дмитриевич Сахаров - Гражданин России, Гражданин Мира Оказываем аутсорсинг бухгалтерских услуг для ооо и ип
Оказываем аутсорсинг бухгалтерских услуг для ооо и ип Предпосылки Великой Отечественной Войны
Предпосылки Великой Отечественной Войны СЛУЖБА СКОРОЙ МЕДИЦИНСКОЙ ПОМОЩИ В СИСТЕМЕ ОМС
СЛУЖБА СКОРОЙ МЕДИЦИНСКОЙ ПОМОЩИ В СИСТЕМЕ ОМС