- Обработка на валах элементов типовых сопряжений

Содержание
- 2. Конструктивные элементы валов Кроме цилиндрических и конических поверхностей вращения, валы обычно содержат также и другие элементы,
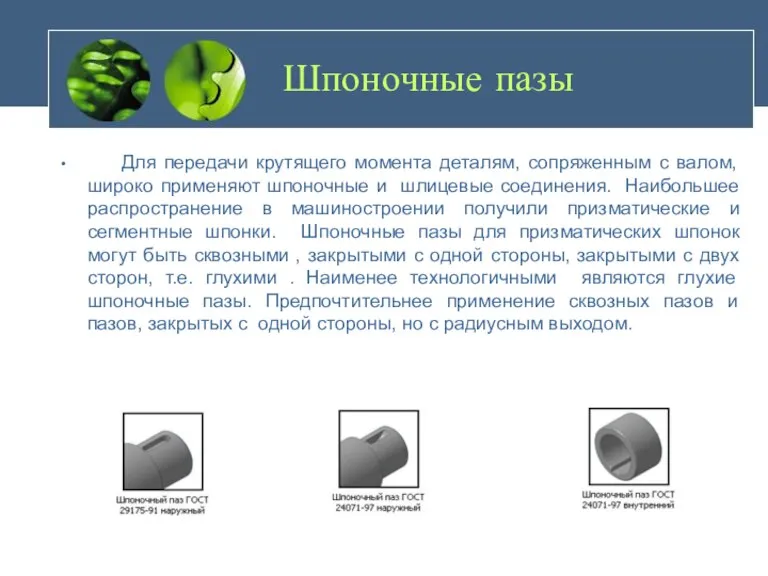
- 3. Шпоночные пазы Для передачи крутящего момента деталям, сопряженным с валом, широко применяют шпоночные и шлицевые соединения.
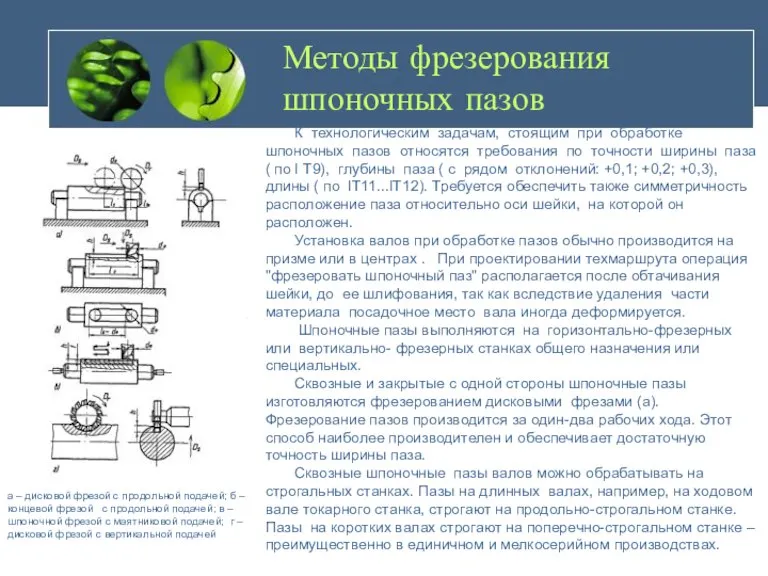
- 4. Методы фрезерования шпоночных пазов а – дисковой фрезой с продольной подачей; б – концевой фрезой с
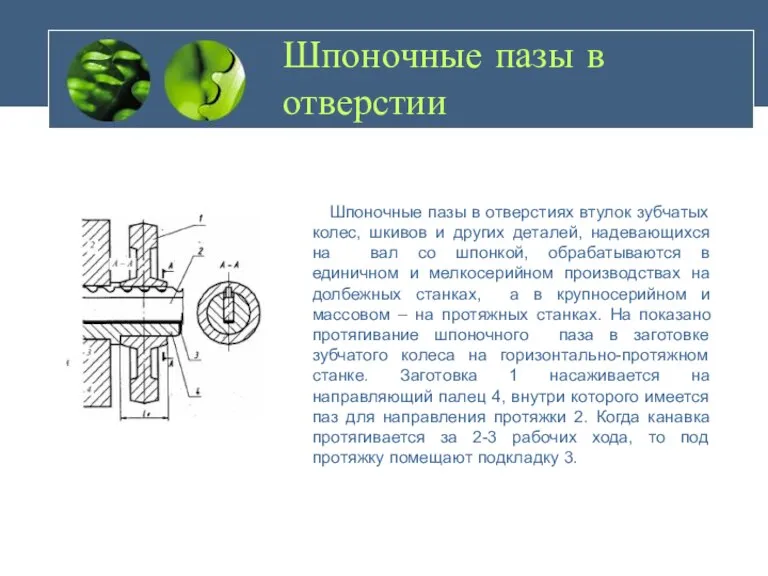
- 5. Шпоночные пазы в отверстии Шпоночные пазы в отверстиях втулок зубчатых колес, шкивов и других деталей, надевающихся
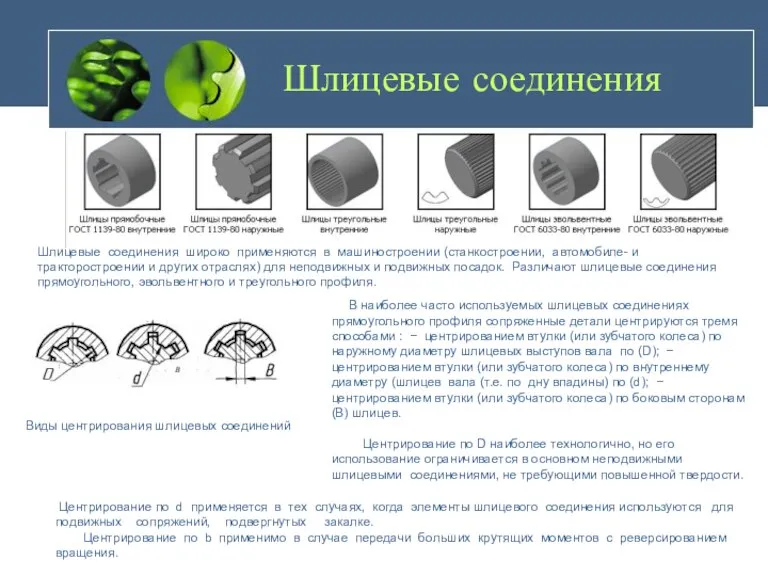
- 6. Шлицевые соединения Шлицевые соединения широко применяются в машиностроении (станкостроении, автомобиле- и тракторостроении и других отраслях) для
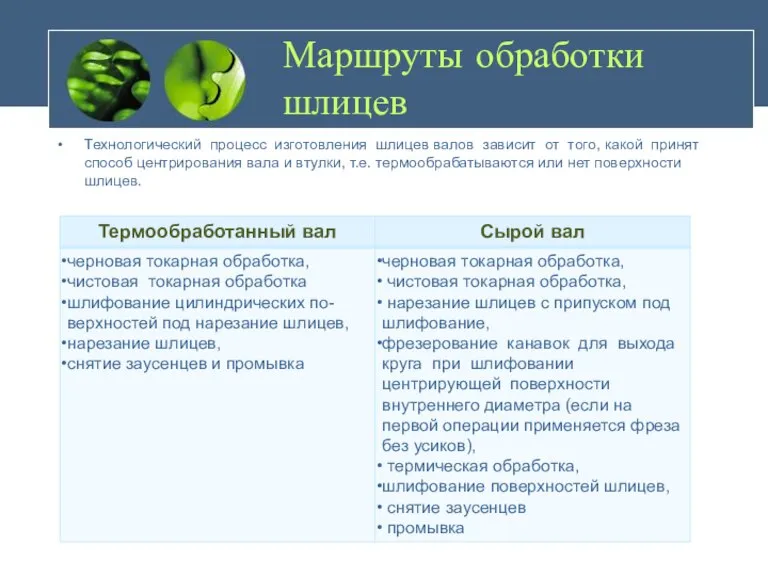
- 7. Маршруты обработки шлицев Технологический процесс изготовления шлицев валов зависит от того, какой принят способ центрирования вала
- 8. Способы изготовления шлицев фрезерование, строгание (шлицестрогание), протягивание (шлицепротягивание), накатывание (шлиценакатывание), шлифование.
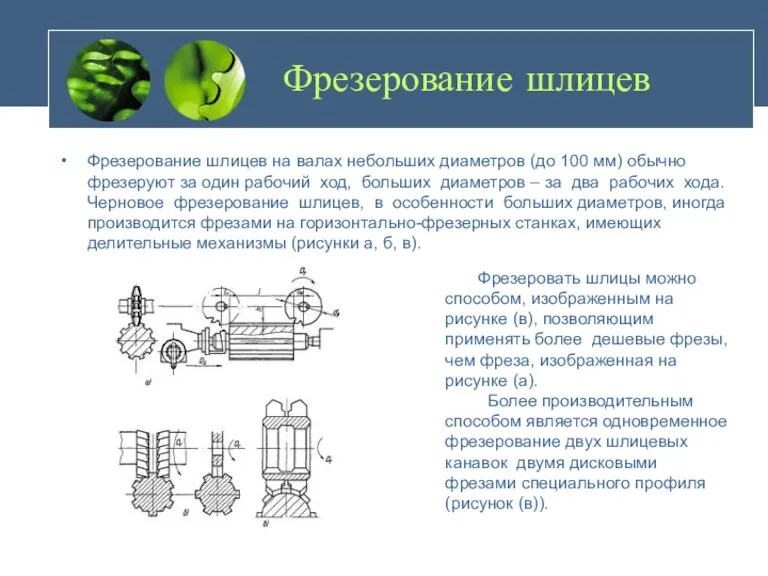
- 9. Фрезерование шлицев Фрезерование шлицев на валах небольших диаметров (до 100 мм) обычно фрезеруют за один рабочий
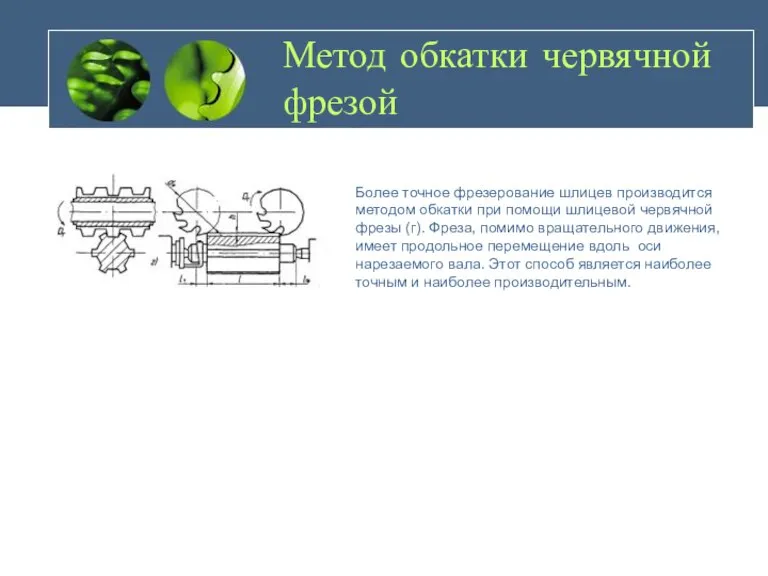
- 10. Метод обкатки червячной фрезой Более точное фрезерование шлицев производится методом обкатки при помощи шлицевой червячной фрезы
- 11. Шлицестрогание Шлицестрогание реализуется, как правило, на специальных станках полуавтоматах, которые могут работать как отдельно, так и
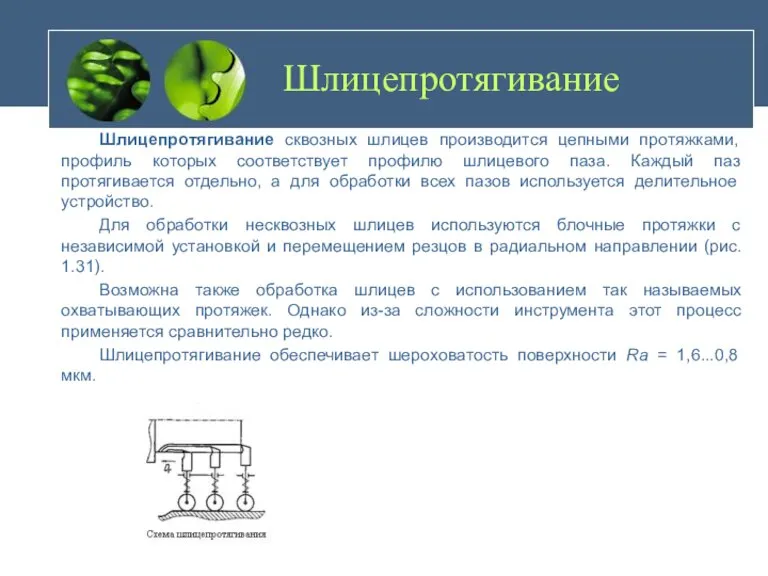
- 12. Шлицепротягивание Шлицепротягивание сквозных шлицев производится цепными протяжками, профиль которых соответствует профилю шлицевого паза. Каждый паз протягивается
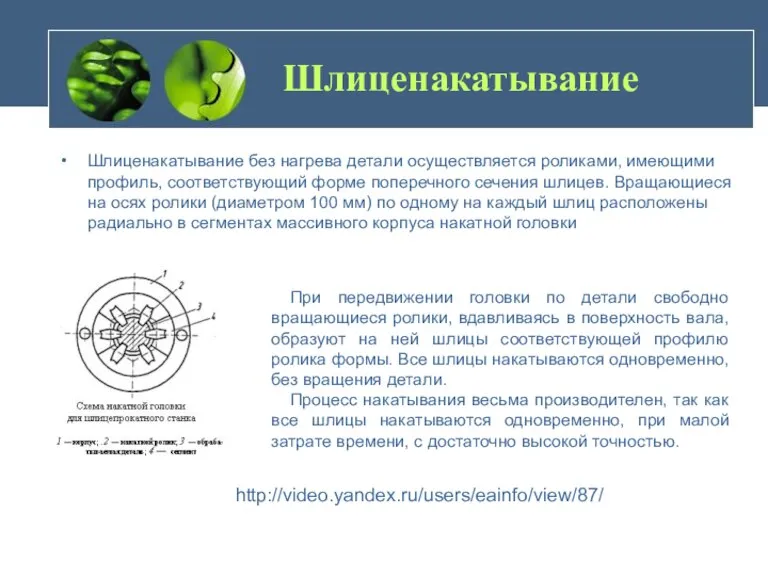
- 13. Шлиценакатывание Шлиценакатывание без нагрева детали осуществляется роликами, имеющими профиль, соответствующий форме поперечного сечения шлицев. Вращающиеся на
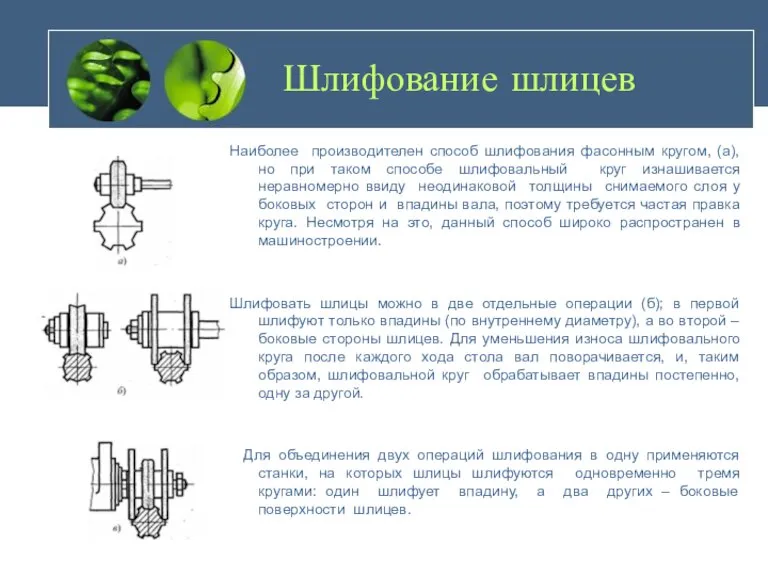
- 14. Шлифование шлицев Наиболее производителен способ шлифования фасонным кругом, (а), но при таком способе шлифовальный круг изнашивается
- 15. ОБРАБОТКА НА ВАЛАХ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ В машиностроительном производстве применяют цилиндрические резьбы — крепежные и ходовые, а
- 16. Инструмент для нарезания резьбы Наружную резьбу можно изготовлять различными инструментами: резцами, гребенками, плашками, самораскрывающимися резьбонарезными головками,
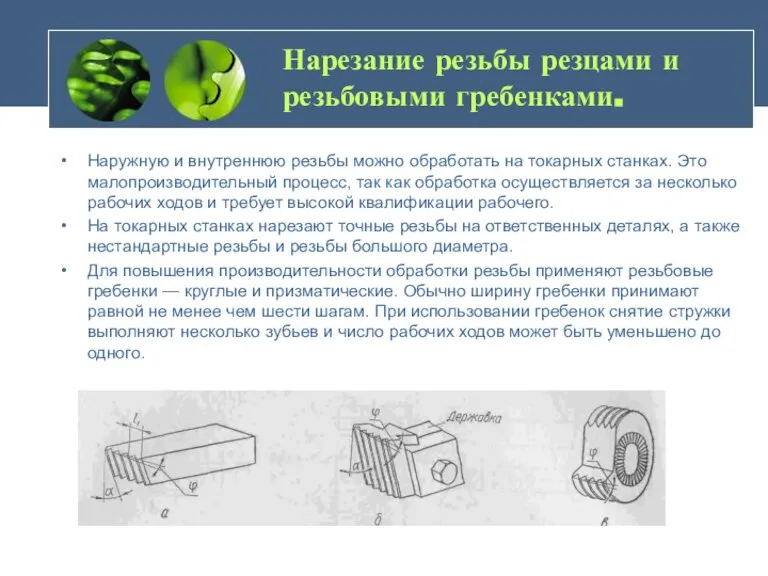
- 17. Нарезание резьбы резцами и резьбовыми гребенками. Наружную и внутреннюю резьбы можно обработать на токарных станках. Это
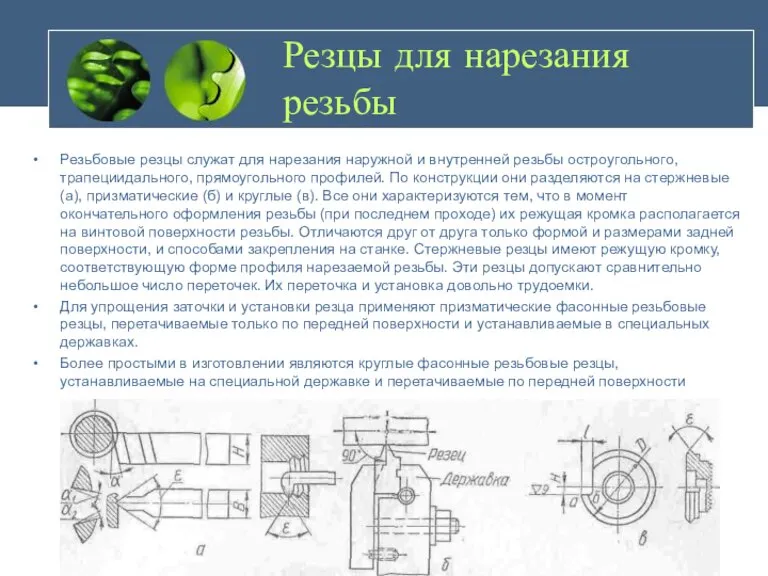
- 18. Резцы для нарезания резьбы Резьбовые резцы служат для нарезания наружной и внутренней резьбы остроугольного, трапециидального, прямоугольного
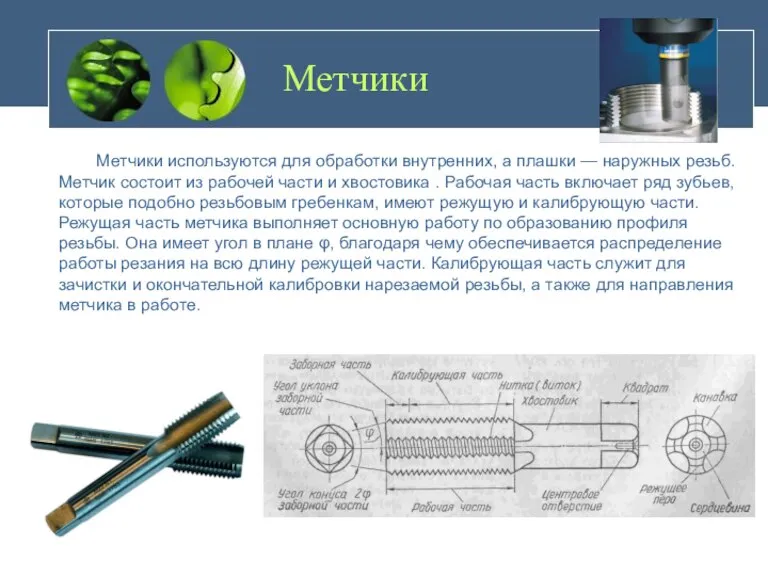
- 19. Метчики Метчики используются для обработки внутренних, а плашки — наружных резьб. Метчик состоит из рабочей части
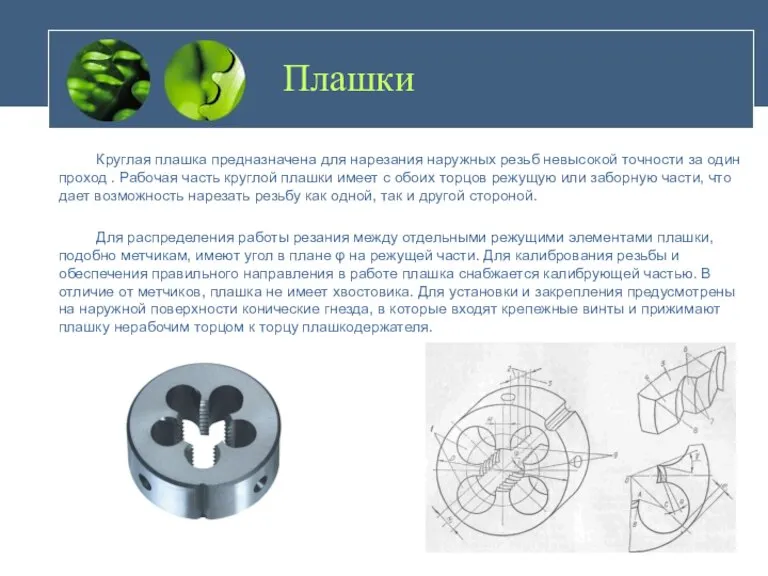
- 20. Плашки Круглая плашка предназначена для нарезания наружных резьб невысокой точности за один проход . Рабочая часть
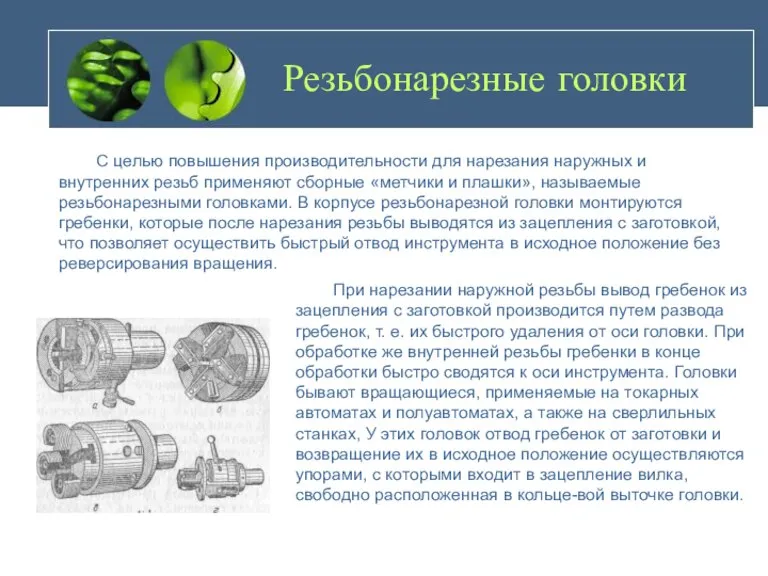
- 21. Резьбонарезные головки С целью повышения производительности для нарезания наружных и внутренних резьб применяют сборные «метчики и
- 22. Фрезерование резьбы Фрезерование дисковой фрезой часто применяют как черновую обработку перед нарезанием резьбы резцом. Фрезерование гребенчатой
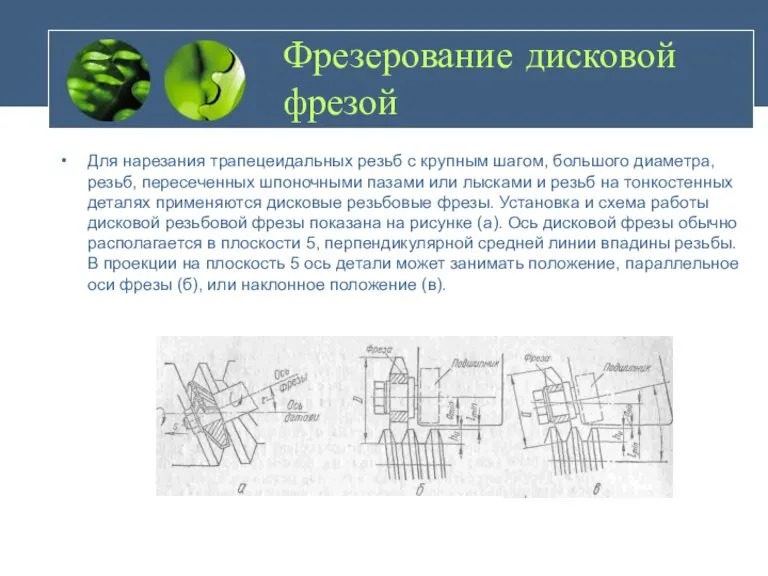
- 23. Фрезерование дисковой фрезой Для нарезания трапецеидальных резьб с крупным шагом, большого диаметра, резьб, пересеченных шпоночными пазами
- 24. Фрезерование пальцевыми фрезами Ось фрезы может идти перпендикулярно оси детали и совпадать с осью симметрии нарезаемой
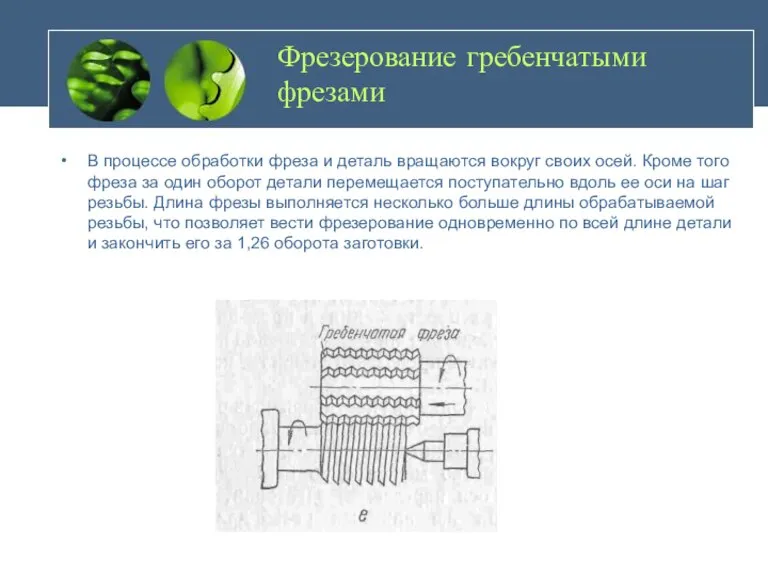
- 25. Фрезерование гребенчатыми фрезами В процессе обработки фреза и деталь вращаются вокруг своих осей. Кроме того фреза
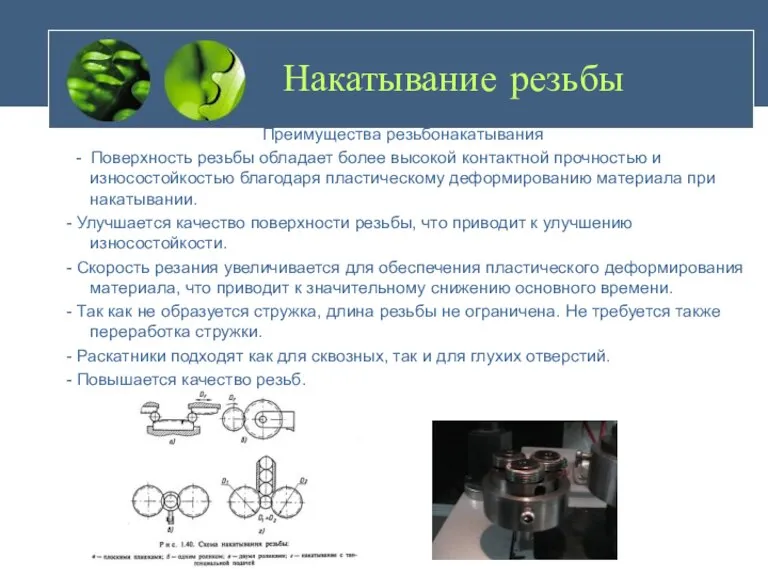
- 26. Накатывание резьбы Преимущества резьбонакатывания - Поверхность резьбы обладает более высокой контактной прочностью и износостойкостью благодаря пластическому
- 28. Скачать презентацию
Слайд 2Конструктивные элементы валов
Кроме цилиндрических и конических поверхностей вращения, валы обычно содержат также
Конструктивные элементы валов
Кроме цилиндрических и конических поверхностей вращения, валы обычно содержат также

Слайд 3Шпоночные пазы
Для передачи крутящего момента деталям, сопряженным с валом, широко применяют
Шпоночные пазы
Для передачи крутящего момента деталям, сопряженным с валом, широко применяют
Слайд 4Методы фрезерования шпоночных пазов
а – дисковой фрезой с продольной подачей; б –
Методы фрезерования шпоночных пазов
а – дисковой фрезой с продольной подачей; б –
Слайд 5Шпоночные пазы в отверстии
Шпоночные пазы в отверстиях втулок зубчатых колес, шкивов
Шпоночные пазы в отверстии
Шпоночные пазы в отверстиях втулок зубчатых колес, шкивов
Слайд 6Шлицевые соединения
Шлицевые соединения широко применяются в машиностроении (станкостроении, автомобиле- и тракторостроении и
Шлицевые соединения
Шлицевые соединения широко применяются в машиностроении (станкостроении, автомобиле- и тракторостроении и
Слайд 7Маршруты обработки шлицев
Технологический процесс изготовления шлицев валов зависит от того, какой принят
Маршруты обработки шлицев
Технологический процесс изготовления шлицев валов зависит от того, какой принят
Слайд 8Способы изготовления шлицев
фрезерование,
строгание (шлицестрогание),
протягивание (шлицепротягивание),
накатывание (шлиценакатывание),
шлифование.
Способы изготовления шлицев
фрезерование,
строгание (шлицестрогание),
протягивание (шлицепротягивание),
накатывание (шлиценакатывание),
шлифование.
Слайд 9Фрезерование шлицев
Фрезерование шлицев на валах небольших диаметров (до 100 мм) обычно фрезеруют
Фрезерование шлицев
Фрезерование шлицев на валах небольших диаметров (до 100 мм) обычно фрезеруют
Слайд 10Метод обкатки червячной фрезой
Более точное фрезерование шлицев производится методом обкатки при помощи
Метод обкатки червячной фрезой
Более точное фрезерование шлицев производится методом обкатки при помощи
Слайд 11Шлицестрогание
Шлицестрогание реализуется, как правило, на специальных станках полуавтоматах, которые могут работать как
Шлицестрогание
Шлицестрогание реализуется, как правило, на специальных станках полуавтоматах, которые могут работать как
Слайд 12Шлицепротягивание
Шлицепротягивание сквозных шлицев производится цепными протяжками, профиль которых соответствует профилю шлицевого паза.
Шлицепротягивание
Шлицепротягивание сквозных шлицев производится цепными протяжками, профиль которых соответствует профилю шлицевого паза.
Слайд 13Шлиценакатывание
Шлиценакатывание без нагрева детали осуществляется роликами, имеющими профиль, соответствующий форме поперечного сечения
Шлиценакатывание
Шлиценакатывание без нагрева детали осуществляется роликами, имеющими профиль, соответствующий форме поперечного сечения
Слайд 14Шлифование шлицев
Наиболее производителен способ шлифования фасонным кругом, (а), но при таком способе
Шлифование шлицев
Наиболее производителен способ шлифования фасонным кругом, (а), но при таком способе
Слайд 15ОБРАБОТКА НА ВАЛАХ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ
В машиностроительном производстве применяют цилиндрические резьбы — крепежные
ОБРАБОТКА НА ВАЛАХ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ
В машиностроительном производстве применяют цилиндрические резьбы — крепежные

Слайд 16Инструмент для нарезания резьбы
Наружную резьбу можно изготовлять различными инструментами: резцами, гребенками, плашками,
Инструмент для нарезания резьбы
Наружную резьбу можно изготовлять различными инструментами: резцами, гребенками, плашками,
Слайд 17Нарезание резьбы резцами и резьбовыми гребенками.
Наружную и внутреннюю резьбы можно обработать на
Нарезание резьбы резцами и резьбовыми гребенками.
Наружную и внутреннюю резьбы можно обработать на
Слайд 18Резцы для нарезания резьбы
Резьбовые резцы служат для нарезания наружной и внутренней резьбы
Резцы для нарезания резьбы
Резьбовые резцы служат для нарезания наружной и внутренней резьбы
Слайд 19Метчики
Метчики используются для обработки внутренних, а плашки — наружных резьб. Метчик состоит
Метчики
Метчики используются для обработки внутренних, а плашки — наружных резьб. Метчик состоит
Слайд 20Плашки
Круглая плашка предназначена для нарезания наружных резьб невысокой точности за один проход
Плашки
Круглая плашка предназначена для нарезания наружных резьб невысокой точности за один проход
Слайд 21Резьбонарезные головки
С целью повышения производительности для нарезания наружных и внутренних резьб применяют
Резьбонарезные головки
С целью повышения производительности для нарезания наружных и внутренних резьб применяют
Слайд 22Фрезерование резьбы
Фрезерование дисковой фрезой часто применяют как черновую обработку перед нарезанием резьбы
Фрезерование резьбы
Фрезерование дисковой фрезой часто применяют как черновую обработку перед нарезанием резьбы
Слайд 23Фрезерование дисковой фрезой
Для нарезания трапецеидальных резьб с крупным шагом, большого диаметра, резьб,
Фрезерование дисковой фрезой
Для нарезания трапецеидальных резьб с крупным шагом, большого диаметра, резьб,
Слайд 24Фрезерование пальцевыми фрезами
Ось фрезы может идти перпендикулярно оси детали и совпадать с
Фрезерование пальцевыми фрезами
Ось фрезы может идти перпендикулярно оси детали и совпадать с

Слайд 25Фрезерование гребенчатыми фрезами
В процессе обработки фреза и деталь вращаются вокруг своих осей.
Фрезерование гребенчатыми фрезами
В процессе обработки фреза и деталь вращаются вокруг своих осей.
Слайд 26Накатывание резьбы
Преимущества резьбонакатывания
- Поверхность резьбы обладает более высокой контактной прочностью
Накатывание резьбы
Преимущества резьбонакатывания
- Поверхность резьбы обладает более высокой контактной прочностью
 Проект:«Права и обязанности членов семьи»
Проект:«Права и обязанности членов семьи» Презентация на тему Свойства корня n-ой степени (11 класс)
Презентация на тему Свойства корня n-ой степени (11 класс) КМРСО г.Красноярск Солянкина Наталья Леонидовна Голубева Людмила Матвеевна Центр мониторинга качества образования ККИПКиППРО
КМРСО г.Красноярск Солянкина Наталья Леонидовна Голубева Людмила Матвеевна Центр мониторинга качества образования ККИПКиППРО Презентация на тему Обычаи и традиции русского народа
Презентация на тему Обычаи и традиции русского народа Система управления персоналом
Система управления персоналом Презентация на тему Великобритания: конец Викторианской эпохи
Презентация на тему Великобритания: конец Викторианской эпохи  Основные ценности городского сообщества Тольятти Докладчик: Иглин В.Б. Школа № 93. Автозаводской район Тольятти 26 декабря 2010 год
Основные ценности городского сообщества Тольятти Докладчик: Иглин В.Б. Школа № 93. Автозаводской район Тольятти 26 декабря 2010 год Лекция №10-11 (Метод Тестирования) (1)
Лекция №10-11 (Метод Тестирования) (1) Уголок потребителя
Уголок потребителя Защита Отечества — священный долг
Защита Отечества — священный долг Монархи-2017
Монархи-2017 Архитектурные элементы здания
Архитектурные элементы здания Консалтинг-центр по НИДШ
Консалтинг-центр по НИДШ Экстремизм - угроза обществу
Экстремизм - угроза обществу Прямое и переносное значение слов
Прямое и переносное значение слов Фоторяд "Дети войны"
Фоторяд "Дети войны" Инструменты, механизмы, приспособления и инвентарь для выполнения штукатурных работ
Инструменты, механизмы, приспособления и инвентарь для выполнения штукатурных работ Александр Сергеевич Пушкин
Александр Сергеевич Пушкин ОСНОВНЫЕ КОМПОНЕНТЫ И УЗЛЫ ЭЛЕКТРОННЫХ УСТРОЙСТВ
ОСНОВНЫЕ КОМПОНЕНТЫ И УЗЛЫ ЭЛЕКТРОННЫХ УСТРОЙСТВ  Методы селекции растений 11 класс
Методы селекции растений 11 класс Музей Ф.М. Достоевского
Музей Ф.М. Достоевского  Альбом «МОЯ СЕМЬЯ»
Альбом «МОЯ СЕМЬЯ» Метеоролог
Метеоролог Каменный лес
Каменный лес Развивающая эстетика – новый предмет в школьном образовании
Развивающая эстетика – новый предмет в школьном образовании Революционное народничество: идеология, практика, последствия.
Революционное народничество: идеология, практика, последствия. 5 этап командный 15.12.2011ТУРНИРкоманд или индивидуальных участников 9-11 классов по решению «монстров С6»
5 этап командный 15.12.2011ТУРНИРкоманд или индивидуальных участников 9-11 классов по решению «монстров С6» Презентация на тему Храмы России
Презентация на тему Храмы России