- Основы керамической технологии

Содержание
- 2. Огневая усадка – уменьшение линейных размеров и объема изделий после обжига вследствие того, что легкоплавкие глины
- 3. Уплотнение обжигаемого материала при спекании вызывает уменьшение его открытой пористости. Поэтому степень спекания глин часто характеризуется
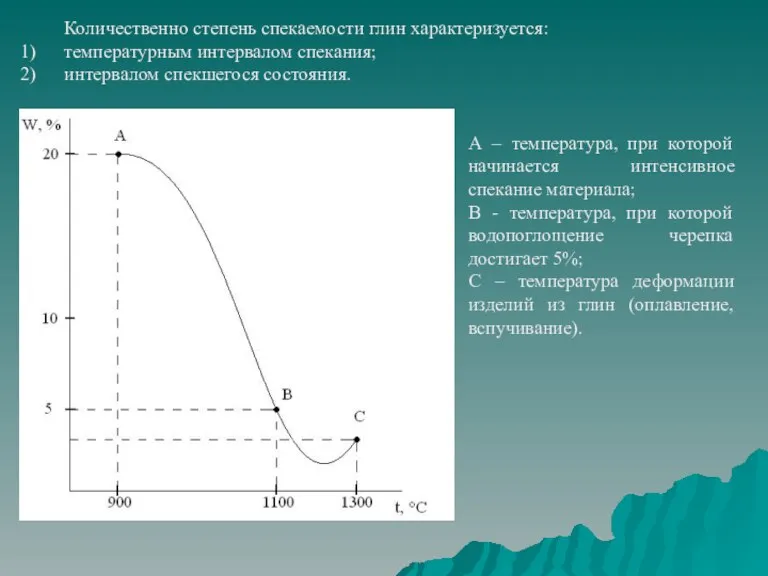
- 4. Количественно степень спекаемости глин характеризуется: температурным интервалом спекания; интервалом спекшегося состояния. А – температура, при которой
- 5. Температурный диапазон спекания – важнейший технологический показатель. Он определяет режим конечной стадии обжига изделия, при котором
- 6. Добавки В зависимости от назначения непластичные материалы делятся на: отощающие (песок, шамот). Вводятся для снижения пластичности
- 7. Технология производства Технологический процесс изготовления керамических изделий из глинистых веществ включает следующие основные стадии: приготовление керамической
- 8. Пластичный способ подготовки массы наиболее простой, но увеличивает продолжительность технологического цикла за счет длительных процессов сушки
- 9. Для формования изделий из пластичных масс применяют ленточные горизонтальные и вакуумные ленточные прессы. Прессование из порошкообразных
- 10. Наливной метод основан на обезвоживании шликера посредством двух гипсовых поверхностей (наружный и внутренний), расстояние между которыми
- 11. Процесс обжига изделий делится на операции: досушка. Сырье поступает с влажностью до 8 – 10%. 2)
- 12. Изделия для облицовки фасадов Ввиду того, что керамика долговечна, разнообразна по цвету и фактуре и создание
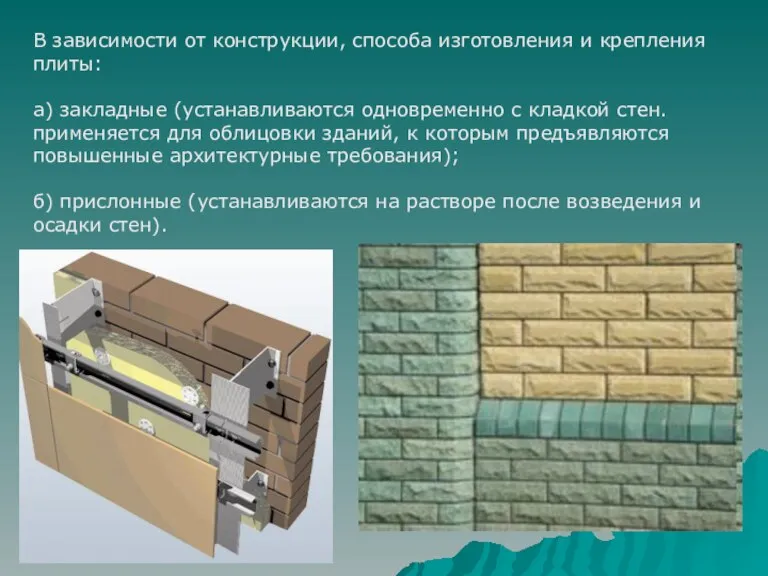
- 13. В зависимости от конструкции, способа изготовления и крепления плиты: а) закладные (устанавливаются одновременно с кладкой стен.
- 14. В зависимости от прочности на сжатие и изгиб плиты делятся на марки: 75; 100; 150. Водопоглощение
- 15. 4. Плитки керамические фасадные малоразмерные и ковры из них. Для отделки поверхностей индустриальных конструкций используют в
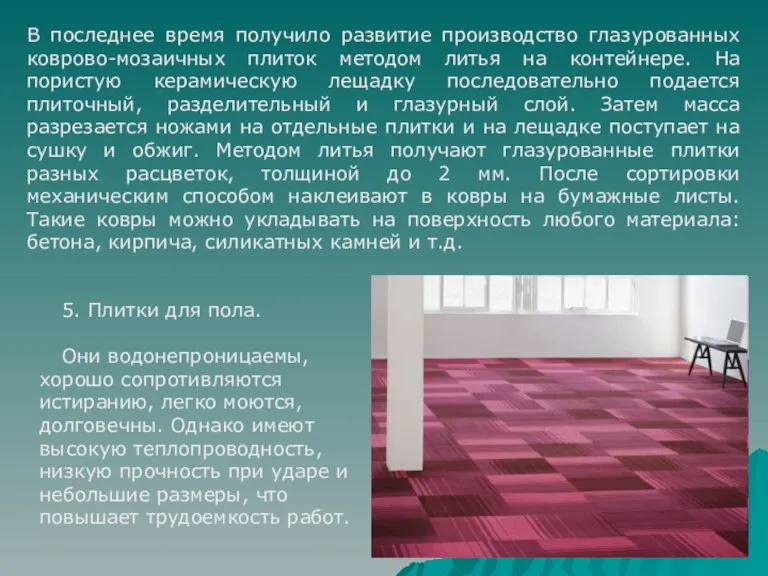
- 16. В последнее время получило развитие производство глазурованных коврово-мозаичных плиток методом литья на контейнере. На пористую керамическую
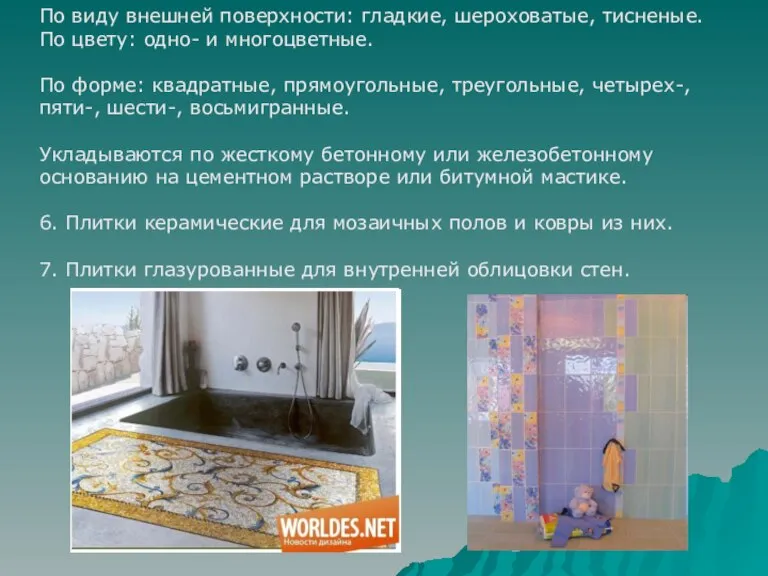
- 17. По виду внешней поверхности: гладкие, шероховатые, тисненые. По цвету: одно- и многоцветные. По форме: квадратные, прямоугольные,
- 19. Скачать презентацию
Слайд 3Уплотнение обжигаемого материала при спекании вызывает уменьшение его открытой пористости. Поэтому степень
Уплотнение обжигаемого материала при спекании вызывает уменьшение его открытой пористости. Поэтому степень
Слайд 4Количественно степень спекаемости глин характеризуется:
температурным интервалом спекания;
интервалом спекшегося состояния.
А – температура, при
Количественно степень спекаемости глин характеризуется:
температурным интервалом спекания;
интервалом спекшегося состояния.
А – температура, при
Слайд 5Температурный диапазон спекания – важнейший технологический показатель. Он определяет режим конечной стадии
Температурный диапазон спекания – важнейший технологический показатель. Он определяет режим конечной стадии
Слайд 6Добавки
В зависимости от назначения непластичные материалы делятся на:
отощающие (песок, шамот). Вводятся для
Добавки
В зависимости от назначения непластичные материалы делятся на:
отощающие (песок, шамот). Вводятся для
Слайд 7Технология производства
Технологический процесс изготовления керамических изделий из глинистых веществ включает следующие основные
Технология производства
Технологический процесс изготовления керамических изделий из глинистых веществ включает следующие основные
Слайд 8Пластичный способ подготовки массы наиболее простой, но увеличивает продолжительность технологического цикла за
Пластичный способ подготовки массы наиболее простой, но увеличивает продолжительность технологического цикла за
Слайд 9Для формования изделий из пластичных масс применяют ленточные горизонтальные и вакуумные ленточные
Для формования изделий из пластичных масс применяют ленточные горизонтальные и вакуумные ленточные
Слайд 10Наливной метод основан на обезвоживании шликера посредством двух гипсовых поверхностей (наружный и
Наливной метод основан на обезвоживании шликера посредством двух гипсовых поверхностей (наружный и
Слайд 11Процесс обжига изделий делится на операции:
досушка. Сырье поступает с влажностью до 8
Процесс обжига изделий делится на операции:
досушка. Сырье поступает с влажностью до 8
Слайд 12Изделия для облицовки фасадов
Ввиду того, что керамика долговечна, разнообразна по цвету и
Изделия для облицовки фасадов
Ввиду того, что керамика долговечна, разнообразна по цвету и

Слайд 13В зависимости от конструкции, способа изготовления и крепления плиты:
а) закладные (устанавливаются одновременно
В зависимости от конструкции, способа изготовления и крепления плиты:
а) закладные (устанавливаются одновременно
Слайд 14В зависимости от прочности на сжатие и изгиб плиты делятся на марки:
В зависимости от прочности на сжатие и изгиб плиты делятся на марки:

Слайд 154. Плитки керамические фасадные малоразмерные и ковры из них.
Для отделки поверхностей индустриальных
4. Плитки керамические фасадные малоразмерные и ковры из них.
Для отделки поверхностей индустриальных
Слайд 16В последнее время получило развитие производство глазурованных коврово-мозаичных плиток методом литья на
В последнее время получило развитие производство глазурованных коврово-мозаичных плиток методом литья на
Слайд 17По виду внешней поверхности: гладкие, шероховатые, тисненые.
По цвету: одно- и многоцветные.
По форме:
По виду внешней поверхности: гладкие, шероховатые, тисненые.
По цвету: одно- и многоцветные.
По форме:
 Positive traits of character - Persistence
Positive traits of character - Persistence слайд-шоу фокусника-иллюзиониста Леонида Зангиева
слайд-шоу фокусника-иллюзиониста Леонида Зангиева Ножницы вашей мечты
Ножницы вашей мечты Металлы. Общая характеристика металлов (нахождение в природе и физические свойства)
Металлы. Общая характеристика металлов (нахождение в природе и физические свойства) Оказание первой помощи. Современные требования
Оказание первой помощи. Современные требования ГАРАНТИРОВАННЫЙ ОБЪЕМ БЕСПЛАТНОЙ МЕДИЦИНСКОЙ ПОМОЩИ(ГОБМП)
ГАРАНТИРОВАННЫЙ ОБЪЕМ БЕСПЛАТНОЙ МЕДИЦИНСКОЙ ПОМОЩИ(ГОБМП) ГЕОГРАФИЯ РОССИИ СТРУКТУРА КУРСА
ГЕОГРАФИЯ РОССИИ СТРУКТУРА КУРСА Геологичекое строение и рельеф
Геологичекое строение и рельеф История происхождения фамилий жителей села Батурино
История происхождения фамилий жителей села Батурино Специальные налоговые режимы_Упрощенная система налогобложения
Специальные налоговые режимы_Упрощенная система налогобложения «Компьютерная зависимость детей»
«Компьютерная зависимость детей» Реклама в фильме Римские каникулы (1953)
Реклама в фильме Римские каникулы (1953) Описание памятника архитектуры
Описание памятника архитектуры Coca-Cola
Coca-Cola Унитазы Culto
Унитазы Culto Графическй дизайн в школьной тетраде
Графическй дизайн в школьной тетраде От Сиднея вдоль Большого Водораздельного хребта
От Сиднея вдоль Большого Водораздельного хребта Matematika_19_09_1
Matematika_19_09_1 Портфолио Агентства маркетинговых коммуникаций Чистяковой Ирины PR сопровождение проекта "ГлавМаркет"
Портфолио Агентства маркетинговых коммуникаций Чистяковой Ирины PR сопровождение проекта "ГлавМаркет" Критерии и показатели оценки деятельности таможенных органов России
Критерии и показатели оценки деятельности таможенных органов России  Развитие культуры
Развитие культуры Иркутск, 2011
Иркутск, 2011 Дорога на родину И.С.Тургенева
Дорога на родину И.С.Тургенева Теория привязанностей
Теория привязанностей Рабочая группаРоссийской академии медицинских наук
Рабочая группаРоссийской академии медицинских наук Стоимость нефти и авиаГСМ
Стоимость нефти и авиаГСМ Мучные изделия
Мучные изделия Понятие вектора
Понятие вектора