- Оценка влияния технологических факторов на качество сопряжения поверхностей собираемых деталей

Содержание
- 2. Объект исследования – точность сопрягаемых поверхностей при концевом фрезеровании нежестких деталей. Предмет исследования. Влияние составляющих силы
- 3. Цель работы – разработка методики, позволяющей достичь плотного прилегание сопрягаемых поверхностей и возможности их точного взаимного
- 4. Задачи работы: провести обзор технологических факторов, влияющих на точность механической обработки деталей машин; сравнить известные методики
- 5. Актуальность работы - повысить эффективность технологической подготовки производства изделий машиностроения, в которых необходимо обеспечить плотное прилегание
- 6. Научная новизна – разработка модели составляющих силы резания с учетом суммарной площади срезаемого слоя, включающей фрезу
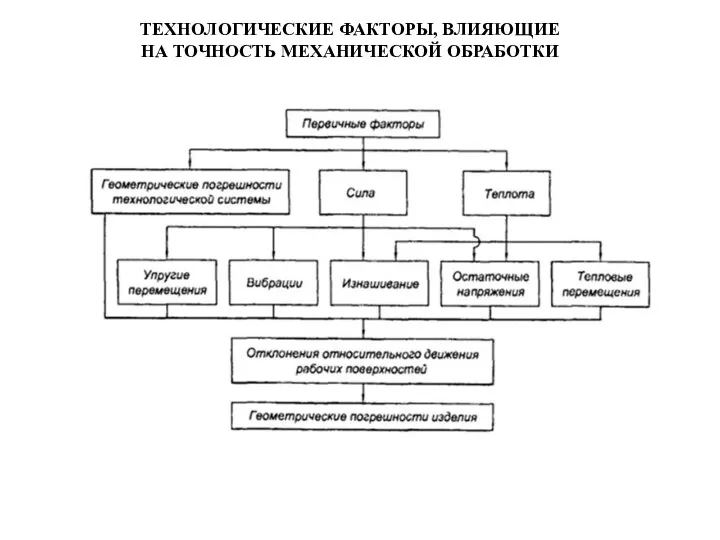
- 7. ТЕХНОЛОГИЧЕСКИЕ ФАКТОРЫ, ВЛИЯЮЩИЕ НА ТОЧНОСТЬ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
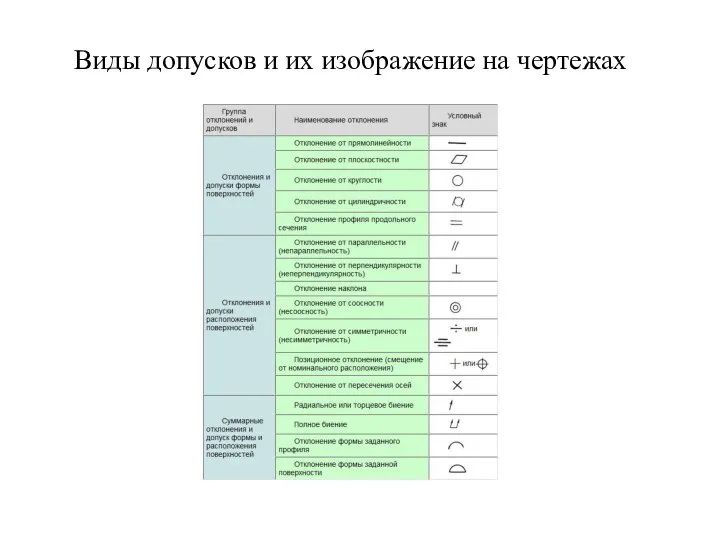
- 8. Виды допусков и их изображение на чертежах
- 9. МЕТОДЫ ДОСТИЖЕНИЯ ТОЧНОСТИ ЗАМЫКАЮЩЕГО ЗВЕНА
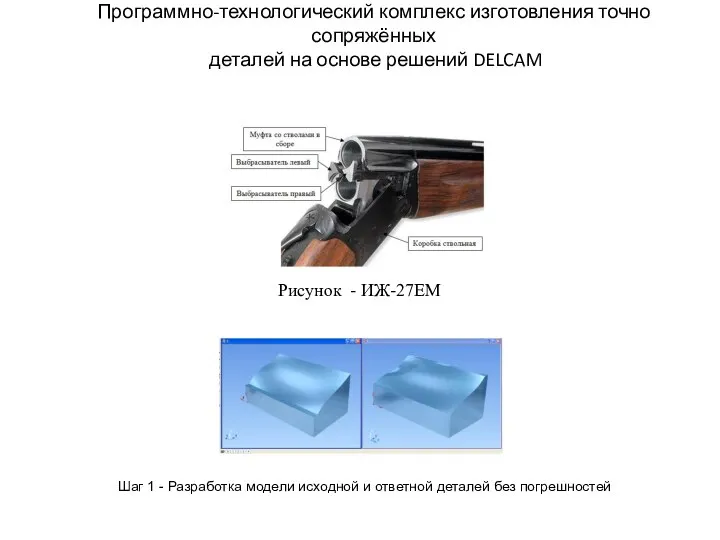
- 10. Шаг 1 - Разработка модели исходной и ответной деталей без погрешностей Рисунок - ИЖ-27ЕМ Программно-технологический комплекс
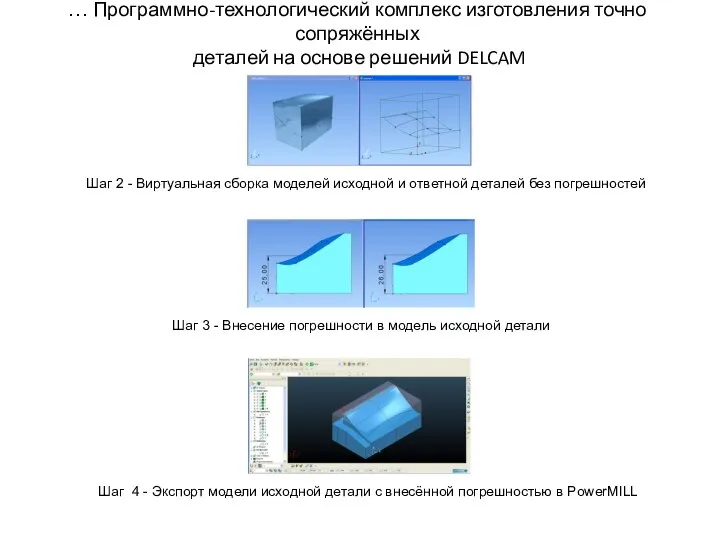
- 11. … Программно-технологический комплекс изготовления точно сопряжённых деталей на основе решений DELCAM Шаг 2 - Виртуальная сборка
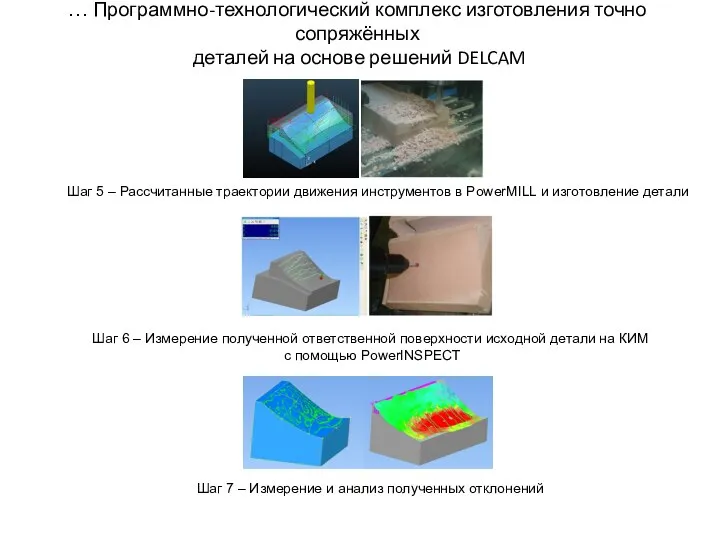
- 12. Шаг 5 – Рассчитанные траектории движения инструментов в PowerMILL и изготовление детали Шаг 6 – Измерение
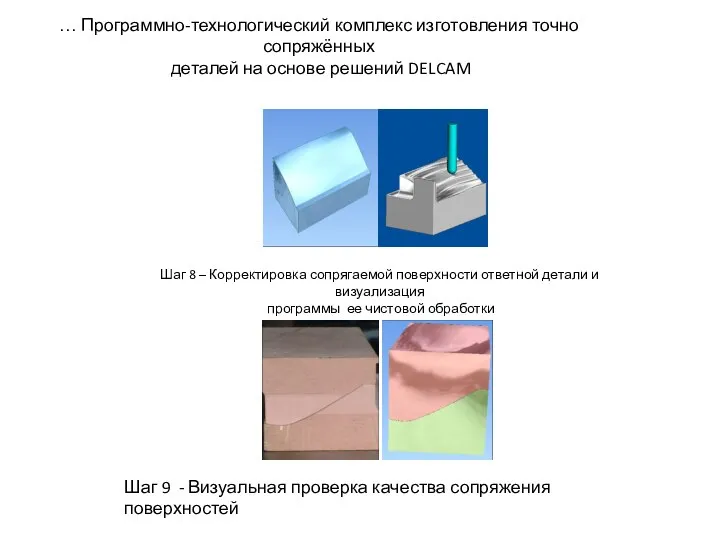
- 13. Шаг 9 - Визуальная проверка качества сопряжения поверхностей Шаг 8 – Корректировка сопрягаемой поверхности ответной детали
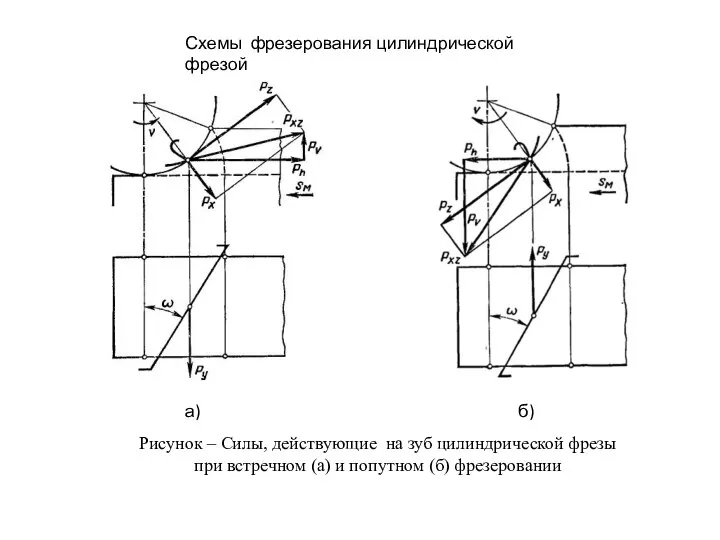
- 14. Рисунок – Силы, действующие на зуб цилиндрической фрезы при встречном (а) и попутном (б) фрезеровании Схемы
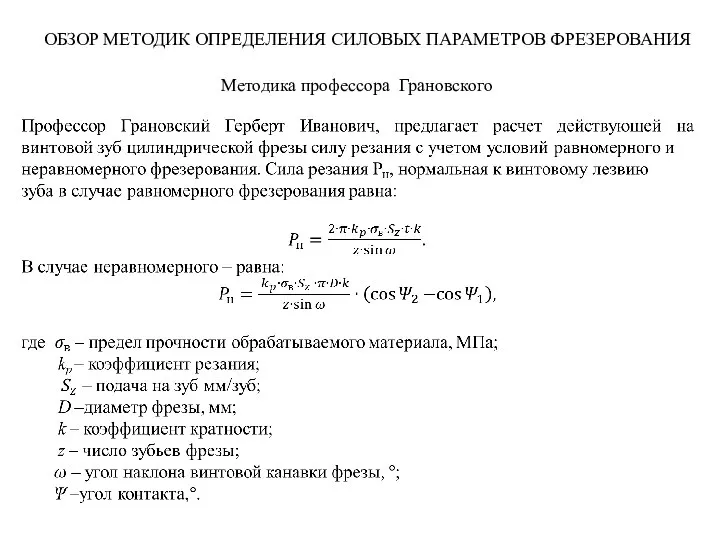
- 15. Методика профессора Грановского ОБЗОР МЕТОДИК ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ ФРЕЗЕРОВАНИЯ
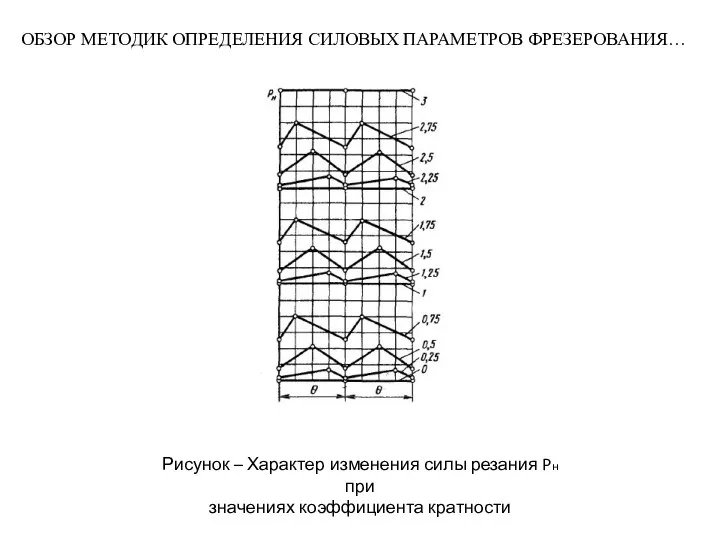
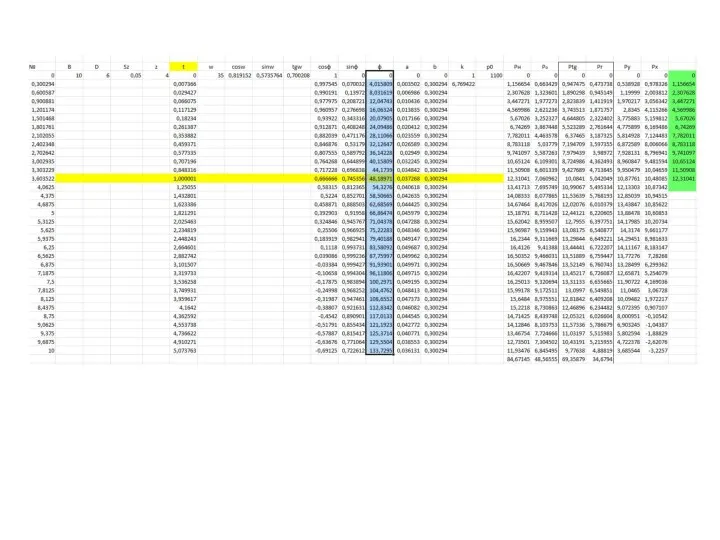
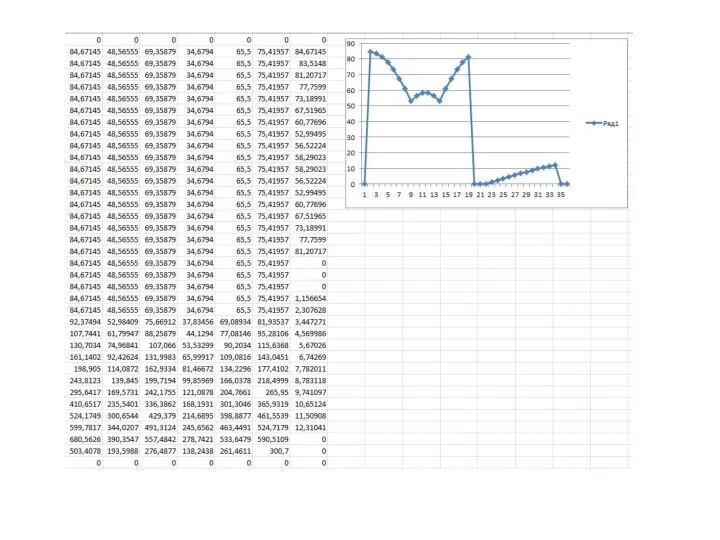
- 16. Рисунок – Характер изменения силы резания Pн при значениях коэффициента кратности ОБЗОР МЕТОДИК ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ
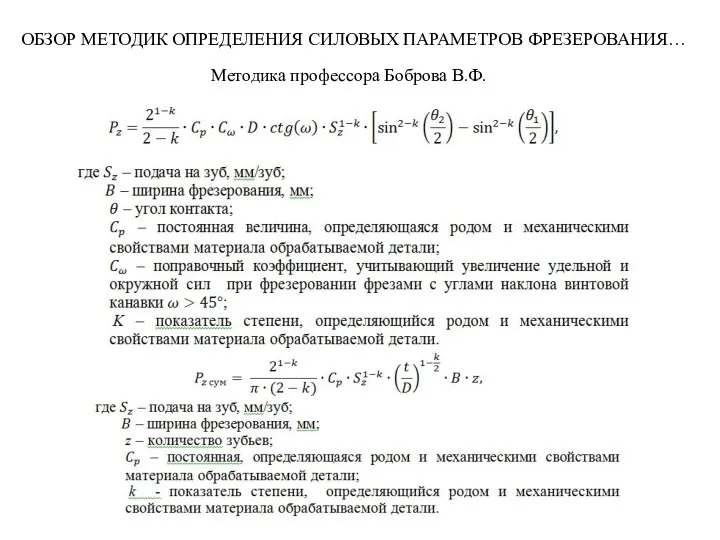
- 17. Методика профессора Боброва В.Ф. ОБЗОР МЕТОДИК ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ ФРЕЗЕРОВАНИЯ…
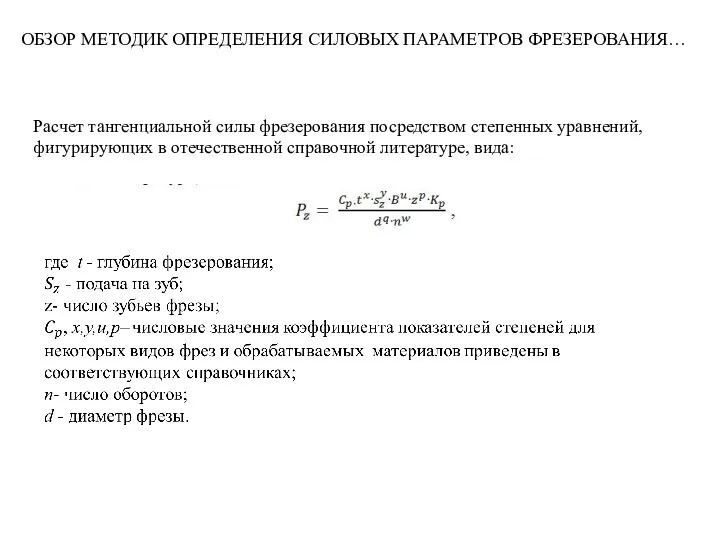
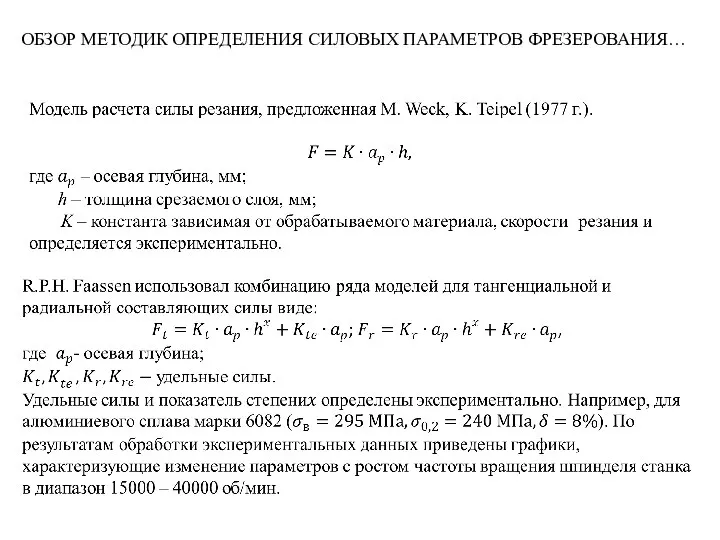
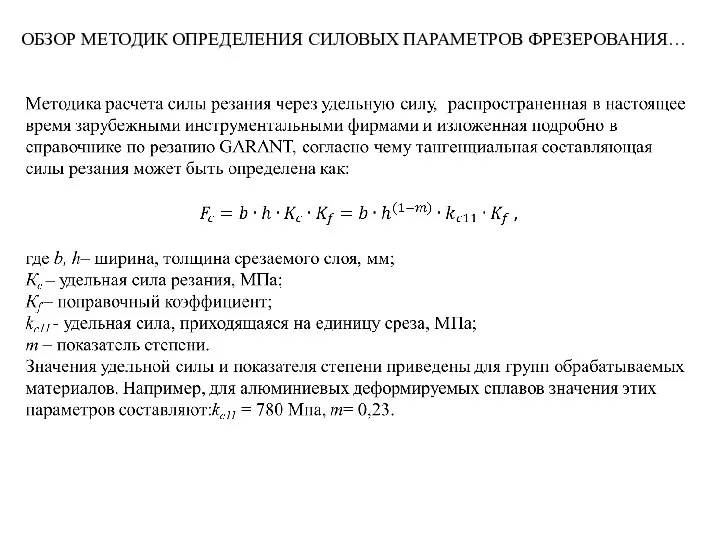
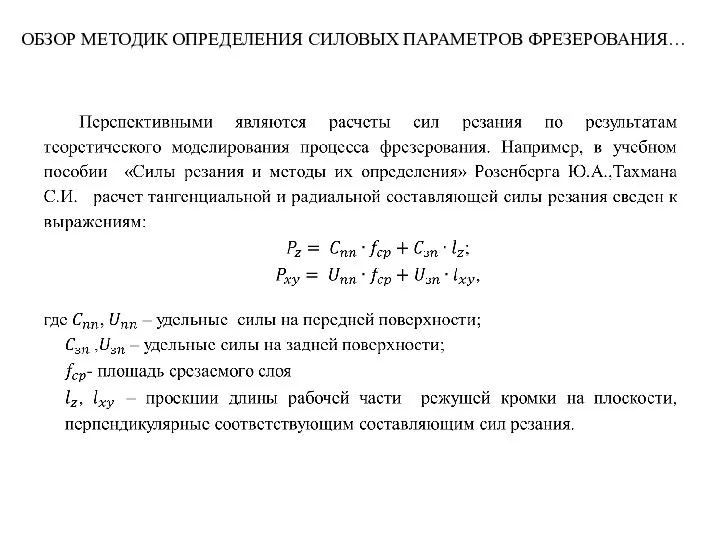
- 18. Расчет тангенциальной силы фрезерования посредством степенных уравнений, фигурирующих в отечественной справочной литературе, вида: ОБЗОР МЕТОДИК ОПРЕДЕЛЕНИЯ
- 19. ОБЗОР МЕТОДИК ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ ФРЕЗЕРОВАНИЯ…
- 20. ОБЗОР МЕТОДИК ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ ФРЕЗЕРОВАНИЯ…
- 21. ОБЗОР МЕТОДИК ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ ФРЕЗЕРОВАНИЯ…
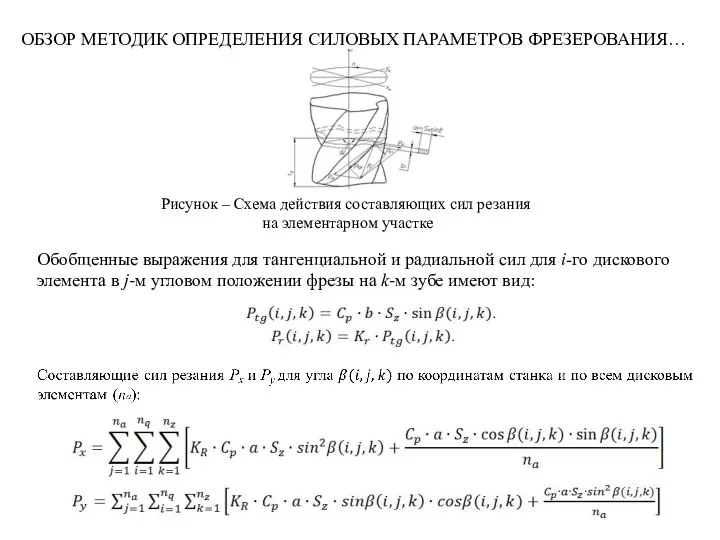
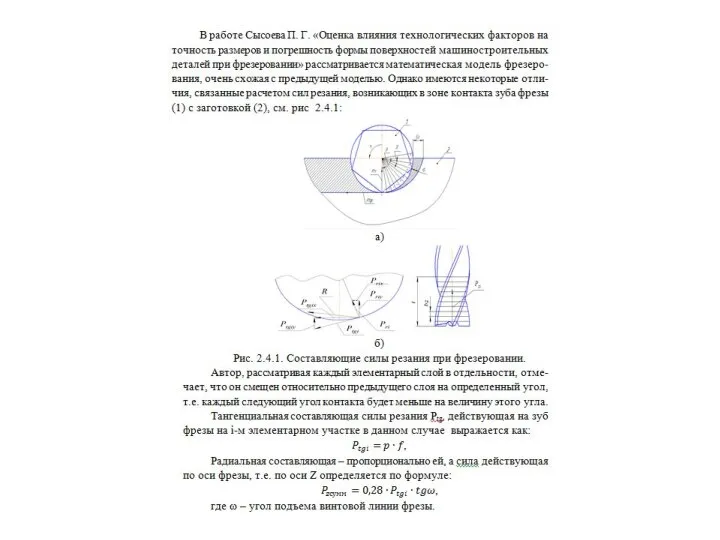
- 22. ОБЗОР МЕТОДИК ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ ФРЕЗЕРОВАНИЯ… Рисунок – Схема действия составляющих сил резания на элементарном участке
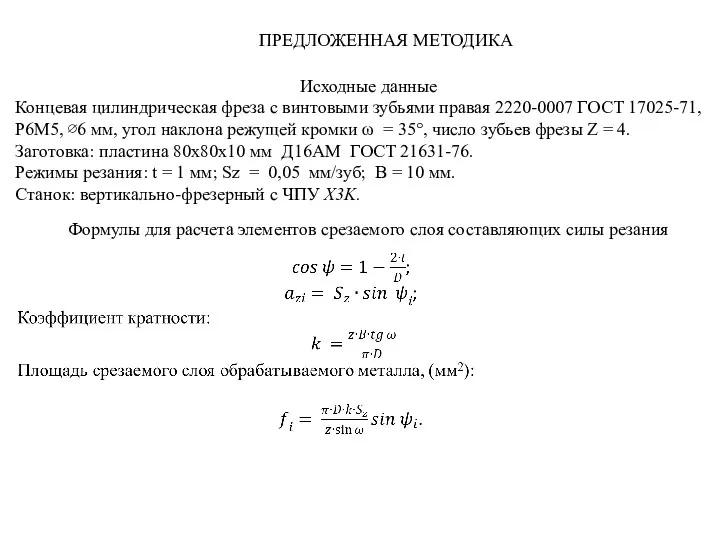
- 24. ПРЕДЛОЖЕННАЯ МЕТОДИКА Исходные данные Концевая цилиндрическая фреза с винтовыми зубьями правая 2220-0007 ГОСТ 17025-71, Р6М5, ∅6
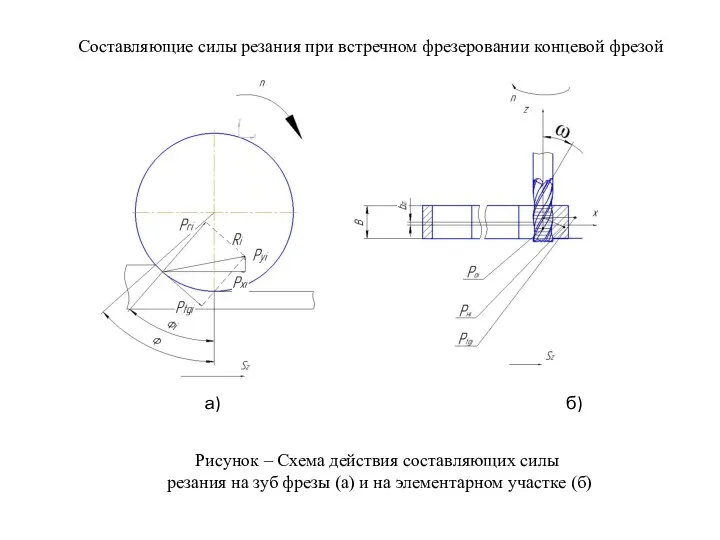
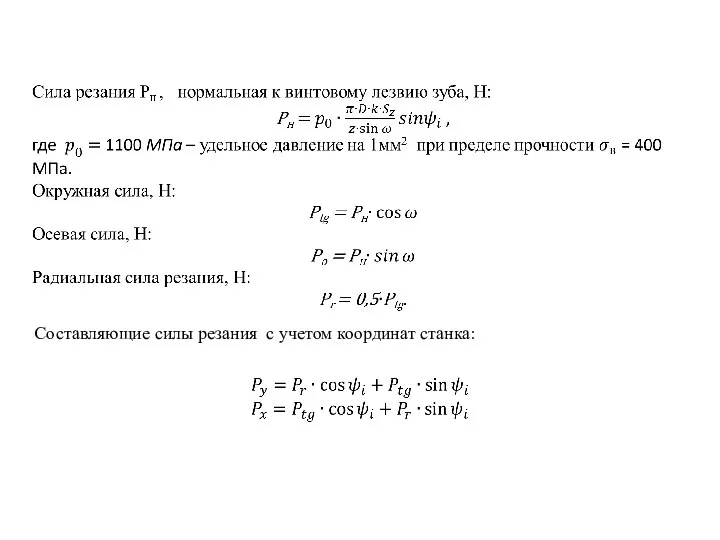
- 25. Составляющие силы резания при встречном фрезеровании концевой фрезой Рисунок – Схема действия составляющих силы резания на
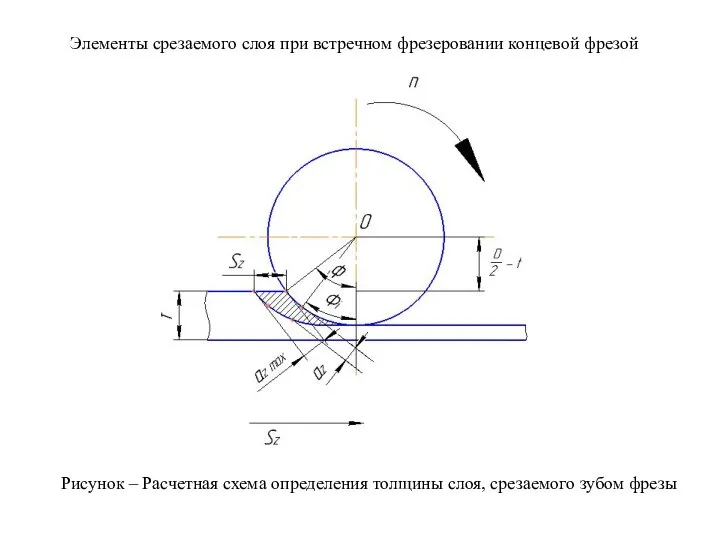
- 26. Элементы срезаемого слоя при встречном фрезеровании концевой фрезой Рисунок – Расчетная схема определения толщины слоя, срезаемого
- 27. Составляющие силы резания с учетом координат станка:
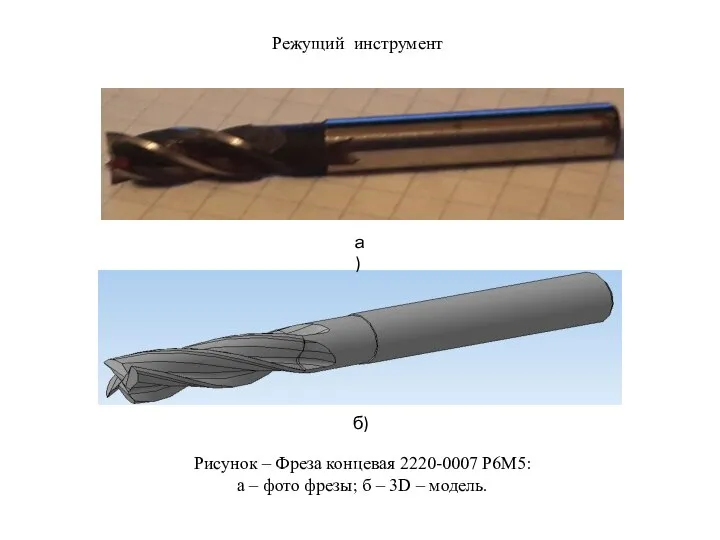
- 28. Режущий инструмент Рисунок – Фреза концевая 2220-0007 Р6М5: а – фото фрезы; б – 3D –
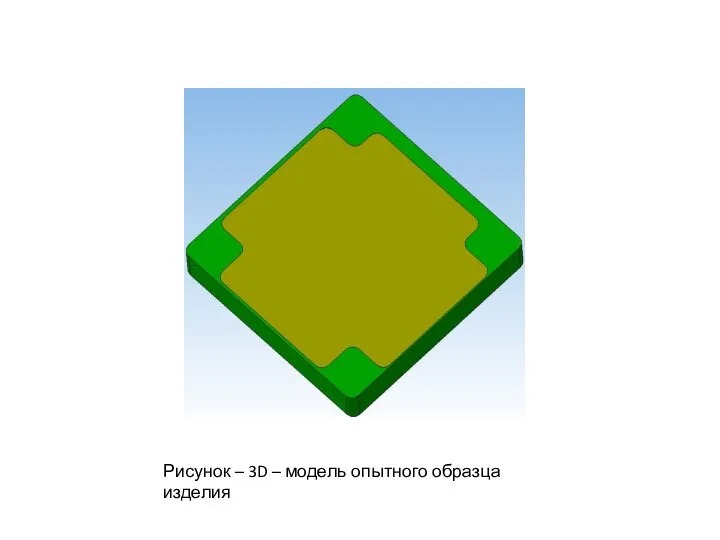
- 29. Рисунок – 3D – модель опытного образца изделия
- 30. Вертикально-фрезерный станок с ЧПУ X3K
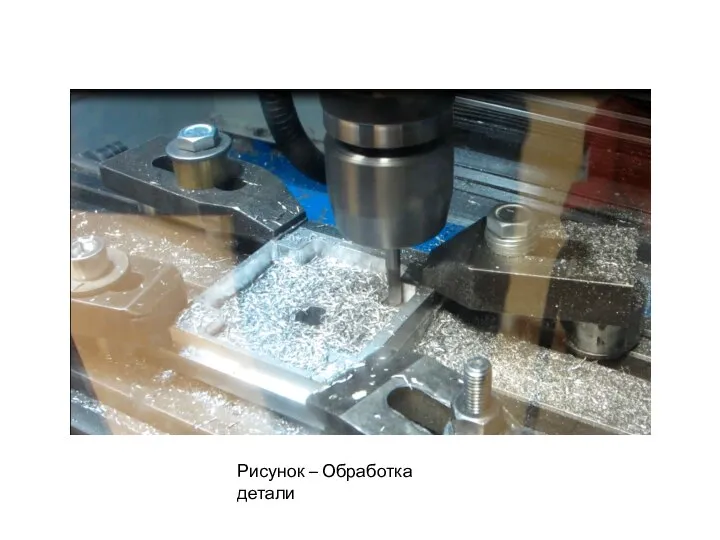
- 31. Рисунок – Обработка детали
- 32. Рисунок – Эскиз опытного образца нежесткой детали
- 38. Скачать презентацию
Слайд 2Объект исследования – точность сопрягаемых
поверхностей при концевом фрезеровании
нежестких деталей.
Предмет исследования. Влияние составляющих
силы
Объект исследования – точность сопрягаемых
поверхностей при концевом фрезеровании
нежестких деталей.
Предмет исследования. Влияние составляющих
силы
Слайд 3Цель работы – разработка методики, позволяющей достичь плотного прилегание сопрягаемых поверхностей и
Цель работы – разработка методики, позволяющей достичь плотного прилегание сопрягаемых поверхностей и
Слайд 4Задачи работы:
провести обзор технологических факторов,
влияющих на точность механической обработки
деталей машин;
сравнить
Задачи работы:
провести обзор технологических факторов,
влияющих на точность механической обработки
деталей машин;
сравнить
Слайд 5Актуальность работы - повысить эффективность
технологической подготовки производства изделий
машиностроения, в которых
Актуальность работы - повысить эффективность
технологической подготовки производства изделий
машиностроения, в которых
Слайд 6Научная новизна – разработка модели составляющих
силы резания с учетом суммарной площади срезаемого
слоя,
Научная новизна – разработка модели составляющих
силы резания с учетом суммарной площади срезаемого
слоя,
Слайд 7 ТЕХНОЛОГИЧЕСКИЕ ФАКТОРЫ, ВЛИЯЮЩИЕ НА ТОЧНОСТЬ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ТЕХНОЛОГИЧЕСКИЕ ФАКТОРЫ, ВЛИЯЮЩИЕ НА ТОЧНОСТЬ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Слайд 8Виды допусков и их изображение на чертежах
Виды допусков и их изображение на чертежах
Слайд 9МЕТОДЫ ДОСТИЖЕНИЯ ТОЧНОСТИ
ЗАМЫКАЮЩЕГО ЗВЕНА
МЕТОДЫ ДОСТИЖЕНИЯ ТОЧНОСТИ
ЗАМЫКАЮЩЕГО ЗВЕНА

Слайд 10Шаг 1 - Разработка модели исходной и ответной деталей без погрешностей
Рисунок -
Шаг 1 - Разработка модели исходной и ответной деталей без погрешностей
Рисунок -
Слайд 11… Программно-технологический комплекс изготовления точно сопряжённых
деталей на основе решений DELCAM
Шаг 2
… Программно-технологический комплекс изготовления точно сопряжённых
деталей на основе решений DELCAM
Шаг 2
Слайд 12
Шаг 5 – Рассчитанные траектории движения инструментов в PowerMILL и изготовление
Шаг 5 – Рассчитанные траектории движения инструментов в PowerMILL и изготовление
Слайд 13Шаг 9 - Визуальная проверка качества сопряжения поверхностей
Шаг 8 – Корректировка сопрягаемой
Шаг 9 - Визуальная проверка качества сопряжения поверхностей
Шаг 8 – Корректировка сопрягаемой
Слайд 14Рисунок – Силы, действующие на зуб цилиндрической фрезы
при встречном (а) и
Рисунок – Силы, действующие на зуб цилиндрической фрезы
при встречном (а) и
Слайд 15
Методика профессора Грановского
ОБЗОР МЕТОДИК ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ ФРЕЗЕРОВАНИЯ
Методика профессора Грановского
ОБЗОР МЕТОДИК ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ ФРЕЗЕРОВАНИЯ
Слайд 16Рисунок – Характер изменения силы резания Pн при
значениях коэффициента кратности
ОБЗОР МЕТОДИК
Рисунок – Характер изменения силы резания Pн при
значениях коэффициента кратности
ОБЗОР МЕТОДИК
Слайд 17Методика профессора Боброва В.Ф.
ОБЗОР МЕТОДИК ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ ФРЕЗЕРОВАНИЯ…
Методика профессора Боброва В.Ф.
ОБЗОР МЕТОДИК ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ ФРЕЗЕРОВАНИЯ…
Слайд 18
Расчет тангенциальной силы фрезерования посредством степенных уравнений,
фигурирующих в отечественной справочной литературе,
Расчет тангенциальной силы фрезерования посредством степенных уравнений,
фигурирующих в отечественной справочной литературе,
Слайд 19
ОБЗОР МЕТОДИК ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ ФРЕЗЕРОВАНИЯ…
ОБЗОР МЕТОДИК ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ ФРЕЗЕРОВАНИЯ…
Слайд 20
ОБЗОР МЕТОДИК ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ ФРЕЗЕРОВАНИЯ…
ОБЗОР МЕТОДИК ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ ФРЕЗЕРОВАНИЯ…
Слайд 21ОБЗОР МЕТОДИК ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ ФРЕЗЕРОВАНИЯ…
ОБЗОР МЕТОДИК ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ ФРЕЗЕРОВАНИЯ…
Слайд 22ОБЗОР МЕТОДИК ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ ФРЕЗЕРОВАНИЯ…
Рисунок – Схема действия составляющих сил резания
ОБЗОР МЕТОДИК ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ ФРЕЗЕРОВАНИЯ…
Рисунок – Схема действия составляющих сил резания
Слайд 24ПРЕДЛОЖЕННАЯ МЕТОДИКА
Исходные данные
Концевая цилиндрическая фреза с винтовыми зубьями правая 2220-0007 ГОСТ
ПРЕДЛОЖЕННАЯ МЕТОДИКА
Исходные данные
Концевая цилиндрическая фреза с винтовыми зубьями правая 2220-0007 ГОСТ
Слайд 25Составляющие силы резания при встречном фрезеровании концевой фрезой
Рисунок – Схема действия
Составляющие силы резания при встречном фрезеровании концевой фрезой
Рисунок – Схема действия
Слайд 26Элементы срезаемого слоя при встречном фрезеровании концевой фрезой
Рисунок – Расчетная схема определения
Элементы срезаемого слоя при встречном фрезеровании концевой фрезой
Рисунок – Расчетная схема определения
Слайд 27
Составляющие силы резания с учетом координат станка:
Составляющие силы резания с учетом координат станка:
Слайд 28Режущий инструмент
Рисунок – Фреза концевая 2220-0007 Р6М5:
а – фото фрезы; б
Режущий инструмент
Рисунок – Фреза концевая 2220-0007 Р6М5:
а – фото фрезы; б
Слайд 29Рисунок – 3D – модель опытного образца изделия
Рисунок – 3D – модель опытного образца изделия
Слайд 30Вертикально-фрезерный станок с ЧПУ X3K
Вертикально-фрезерный станок с ЧПУ X3K

Слайд 31Рисунок – Обработка детали
Рисунок – Обработка детали
Слайд 32Рисунок – Эскиз опытного образца нежесткой детали
Рисунок – Эскиз опытного образца нежесткой детали


 Презентация на тему Древнегреческая цивилизация
Презентация на тему Древнегреческая цивилизация  Деловой китайский с Гибким Павлом_Урок 3
Деловой китайский с Гибким Павлом_Урок 3 Cовременные тенденции подготовки учителей
Cовременные тенденции подготовки учителей А.С.Пушкин и Няня
А.С.Пушкин и Няня Конструкция и декоративное убранство татарского традиционного жилища
Конструкция и декоративное убранство татарского традиционного жилища Мелашич Оксана Викторовна
Мелашич Оксана Викторовна Технология оценивания профессиональной компетентности педагогических работников в рамках аттестации на присвоение квалификаци
Технология оценивания профессиональной компетентности педагогических работников в рамках аттестации на присвоение квалификаци Модернизация физического воспитания в системе образования
Модернизация физического воспитания в системе образования Коррекция личностных особенностей подростков с девиантным поведением
Коррекция личностных особенностей подростков с девиантным поведением Презентация учителя начальных классов МОУ СОШ № 4 Андреевой Н.Ф.
Презентация учителя начальных классов МОУ СОШ № 4 Андреевой Н.Ф. «Анализ проблем классификации товаров в таможенных целях и пути их совершенствования на примере 13 и 14 групп товаров в ТН ВЭД » Под
«Анализ проблем классификации товаров в таможенных целях и пути их совершенствования на примере 13 и 14 групп товаров в ТН ВЭД » Под Социальные инновационные технологии+
Социальные инновационные технологии+ Эффективность освоения Ленской золотоносной провинции
Эффективность освоения Ленской золотоносной провинции Увеличиваем, уменьшаем число на 1
Увеличиваем, уменьшаем число на 1 Я маркетолог
Я маркетолог Живая и неживая природа
Живая и неживая природа Презентация на тему Животные живого уголка (1 класс)
Презентация на тему Животные живого уголка (1 класс) Крупные природные районы
Крупные природные районы Презентация школьной библиотеки
Презентация школьной библиотеки Понятие вероятности
Понятие вероятности Презентация на тему История возникновения Олимпийских игр
Презентация на тему История возникновения Олимпийских игр Управление разработкой продукта –как добиться максимальной результативности и не получить инфаркт
Управление разработкой продукта –как добиться максимальной результативности и не получить инфаркт Научный поиск. День аспиранта
Научный поиск. День аспиранта Урок презентация на тему Азбука – первая учебная книга
Урок презентация на тему Азбука – первая учебная книга  Орфограммы гласные и согласные. Повторение изученного в начальных классах
Орфограммы гласные и согласные. Повторение изученного в начальных классах Проектно-исследовательская деятельность обучающихся - основа их профессионального становления
Проектно-исследовательская деятельность обучающихся - основа их профессионального становления Клуб L&S
Клуб L&S Инклюзивное образование как один из приоритетов работы школы по реализации республиканского экспериментального проекта
Инклюзивное образование как один из приоритетов работы школы по реализации республиканского экспериментального проекта