- Пайка металла. История пайки

Содержание
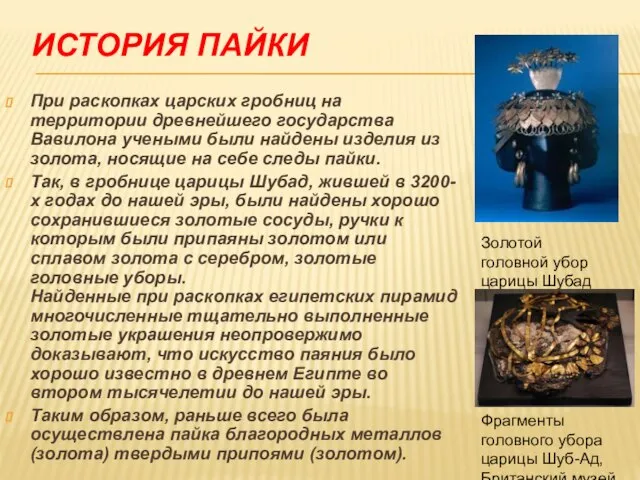
- 2. ИСТОРИЯ ПАЙКИ При раскопках царских гробниц на территории древнейшего государства Вавилона учеными были найдены изделия из
- 3. ИСТОРИЯ ПАЙКИ Превращение древнего ремесла - пайки в один из важнейших технологических процессов современного производства произошло
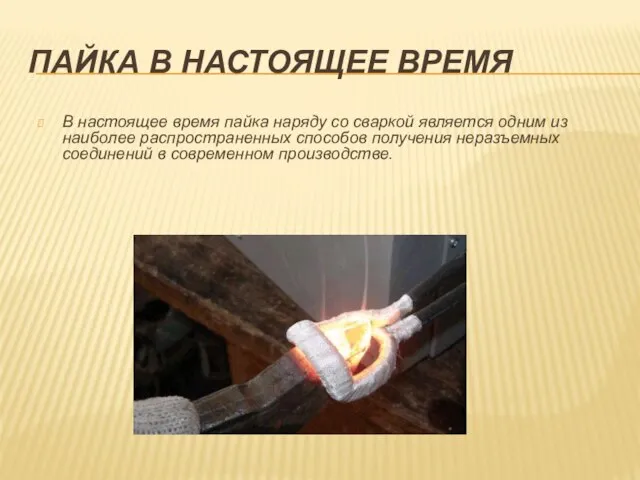
- 4. ПАЙКА В НАСТОЯЩЕЕ ВРЕМЯ В настоящее время пайка наряду со сваркой является одним из наиболее распространенных
- 5. МЕТОДЫ ПАЙКИ Пайка легкоплавкими (мягкими) припоями На зачищенную деталь наносят флюс, а затем нагретым и залуженным
- 6. ДОСТОИНСТВА ПАЙКИ Важнейшее достоинство пайки — формирование паяного шва при температуре ниже температуры автономного плавления соединяемых
- 7. НЕДОСТАТКИ ПАЯННЫХ СОЕДИНЕНИЙ Особо важное значение имеют вопросы обеспечения равнопрочности паяных соединений. Как известно, препятствиями для
- 8. ПАЙКА И ЕЕ ФИЗИКО-ХИМИЧЕСКИЕ ОСОБЕННОСТИ, ТЕХНОЛОГИЯ И ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС Паяние - процесс соединения твердых металлических тел
- 9. При пайке автономного плавления паяемого материала не происходит, так как процесс осуществляется при нагреве до температуры
- 10. Переход термодинамической системы паяемый материал — припой из неустойчивого состояния в более стабильное или метастабильное состояние
- 11. ТЕРМИНОЛОГИЯ Припой - чистый металл или сплав, применяемый для соединения металлических деталей при паянии. Припой должен
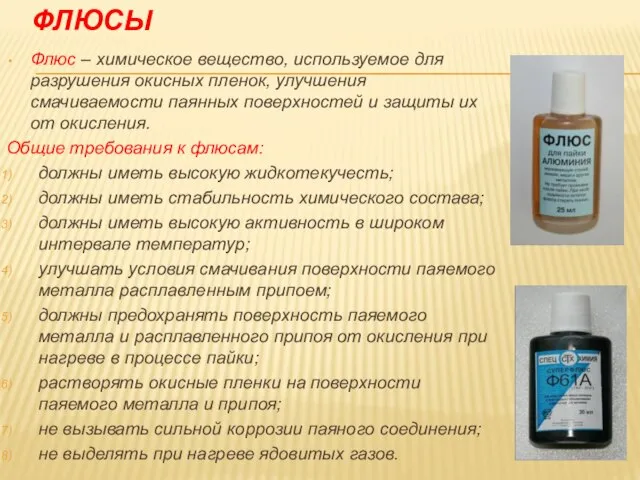
- 12. ФЛЮСЫ Флюс – химическое вещество, используемое для разрушения окисных пленок, улучшения смачиваемости паянных поверхностей и защиты
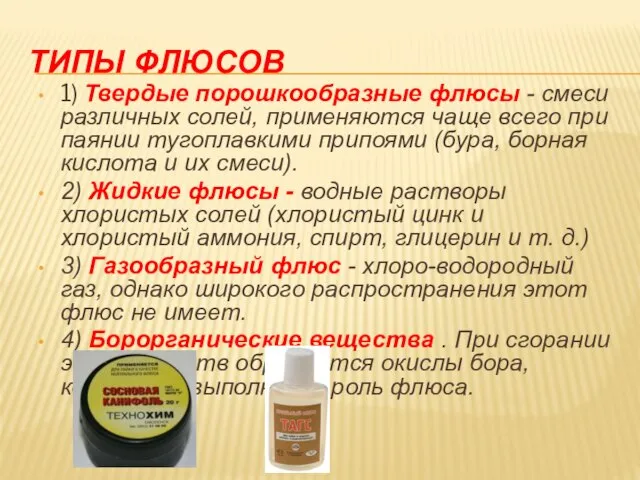
- 13. ТИПЫ ФЛЮСОВ 1) Твердые порошкообразные флюсы - смеси различных солей, применяются чаще всего при паянии тугоплавкими
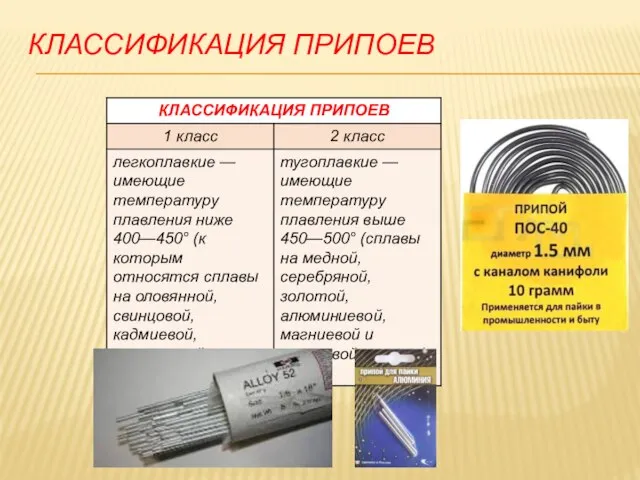
- 14. КЛАССИФИКАЦИЯ ПРИПОЕВ
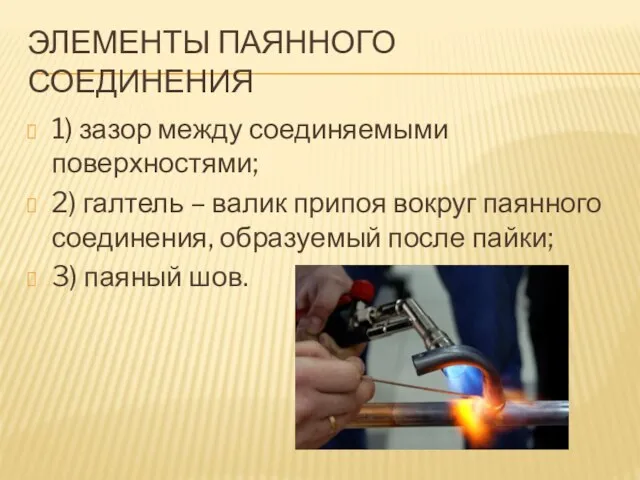
- 15. ЭЛЕМЕНТЫ ПАЯННОГО СОЕДИНЕНИЯ 1) зазор между соединяемыми поверхностями; 2) галтель – валик припоя вокруг паянного соединения,
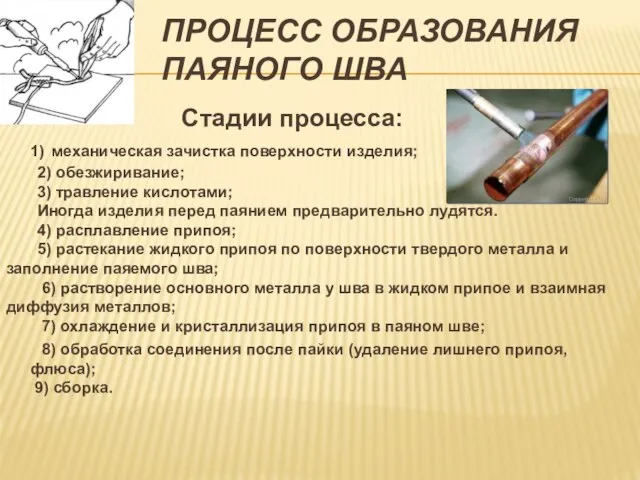
- 16. ПРОЦЕСС ОБРАЗОВАНИЯ ПАЯНОГО ШВА Стадии процесса: 1) механическая зачистка поверхности изделия; 2) обезжиривание; 3) травление кислотами;
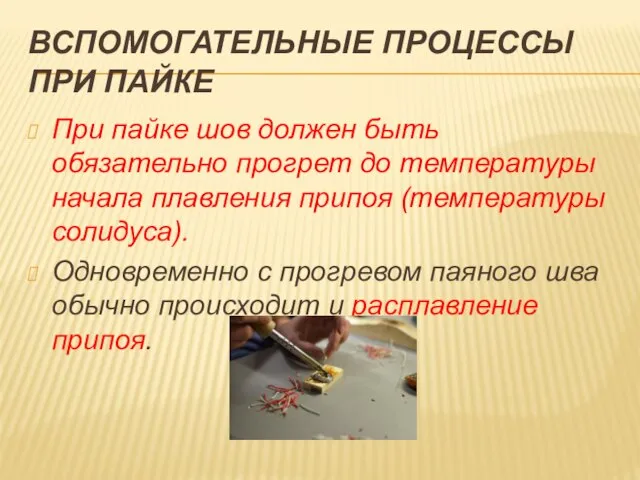
- 17. ВСПОМОГАТЕЛЬНЫЕ ПРОЦЕССЫ ПРИ ПАЙКЕ При пайке шов должен быть обязательно прогрет до температуры начала плавления припоя
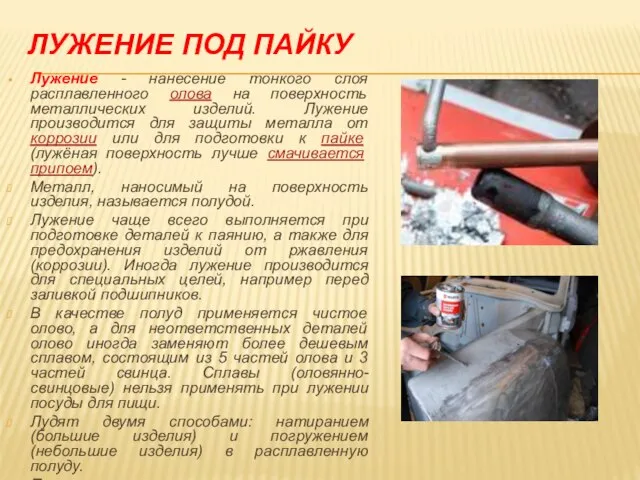
- 18. ЛУЖЕНИЕ ПОД ПАЙКУ Лужение - нанесение тонкого слоя расплавленного олова на поверхность металлических изделий. Лужение производится
- 19. ПОДГОТОВКА ПОВЕРХНОСТИ К ЛУЖЕНИЮ Поверхность, подлежащая лужению, должна быть тщательно очищена от грязи, окалины, жиров и
- 20. ОБЕЗЖИРИВАНИЕ Обезжиривание- процесс удаления жиров и масла с поверхности металла. Обезжиривание в органических растворителях Детали погружают
- 21. ТРАВЛЕНИЕ МЕТАЛЛОВ Удаление с поверхности металлов окислов, ржавчины и окалины в растворах кислот, солей или щелочей
- 22. ХИМИЧЕСКОЕ ТРАВЛЕНИЕ Химическое травление стальных изделий выполняется путем погружения изделий в раствор серной или соляной кислот.
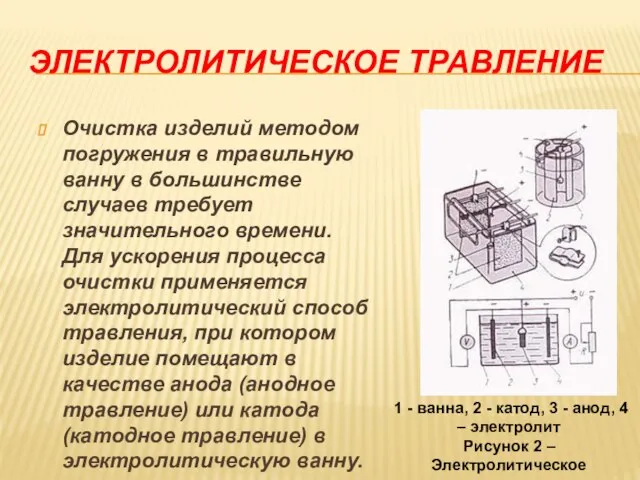
- 23. ЭЛЕКТРОЛИТИЧЕСКОЕ ТРАВЛЕНИЕ Очистка изделий методом погружения в травильную ванну в большинстве случаев требует значительного времени. Для
- 24. СБОРКА И ЗАКРЕПЛЕНИЕ ДЕТАЛЕЙ ПЕРЕД ПАЙКОЙ Во избежание смещения и перекосов сборных деталей при транспортировке и
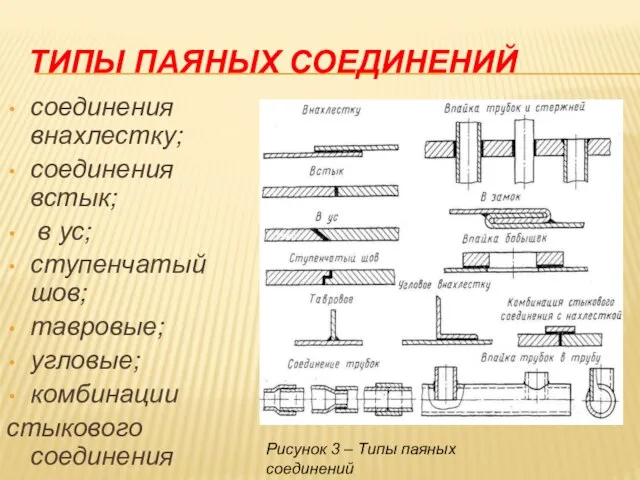
- 25. ТИПЫ ПАЯНЫХ СОЕДИНЕНИЙ соединения внахлестку; соединения встык; в ус; ступенчатый шов; тавровые; угловые; комбинации стыкового соединения
- 26. СТРУКТУРА ПАЯНОГО СОЕДИНЕНИЯ 1, 5 – соединяемые детали; 2 , 4 – зоны диффузии; 3 –
- 27. ПАЯЛЬНИКИ Основным инструментом при пайке легкоплавкими припоями служит паяльник. Простейший паяльник представляет собой медный брусок, заостренный
- 29. Скачать презентацию
Слайд 2ИСТОРИЯ ПАЙКИ
При раскопках царских гробниц на территории древнейшего государства Вавилона учеными были
ИСТОРИЯ ПАЙКИ
При раскопках царских гробниц на территории древнейшего государства Вавилона учеными были
Слайд 3ИСТОРИЯ ПАЙКИ
Превращение древнего ремесла - пайки в один из важнейших технологических процессов
ИСТОРИЯ ПАЙКИ
Превращение древнего ремесла - пайки в один из важнейших технологических процессов
Слайд 4ПАЙКА В НАСТОЯЩЕЕ ВРЕМЯ
В настоящее время пайка наряду со сваркой является одним
ПАЙКА В НАСТОЯЩЕЕ ВРЕМЯ
В настоящее время пайка наряду со сваркой является одним
Слайд 5МЕТОДЫ ПАЙКИ
Пайка легкоплавкими (мягкими) припоями
На зачищенную деталь наносят флюс, а затем
МЕТОДЫ ПАЙКИ
Пайка легкоплавкими (мягкими) припоями
На зачищенную деталь наносят флюс, а затем
Слайд 6ДОСТОИНСТВА ПАЙКИ
Важнейшее достоинство пайки — формирование паяного шва при температуре ниже температуры
ДОСТОИНСТВА ПАЙКИ
Важнейшее достоинство пайки — формирование паяного шва при температуре ниже температуры
Слайд 7НЕДОСТАТКИ ПАЯННЫХ СОЕДИНЕНИЙ
Особо важное значение имеют вопросы обеспечения равнопрочности паяных соединений. Как
НЕДОСТАТКИ ПАЯННЫХ СОЕДИНЕНИЙ
Особо важное значение имеют вопросы обеспечения равнопрочности паяных соединений. Как
Слайд 8ПАЙКА И ЕЕ ФИЗИКО-ХИМИЧЕСКИЕ ОСОБЕННОСТИ, ТЕХНОЛОГИЯ И ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Паяние - процесс соединения
ПАЙКА И ЕЕ ФИЗИКО-ХИМИЧЕСКИЕ ОСОБЕННОСТИ, ТЕХНОЛОГИЯ И ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Паяние - процесс соединения

Слайд 9При пайке автономного плавления паяемого материала не происходит, так как процесс осуществляется
При пайке автономного плавления паяемого материала не происходит, так как процесс осуществляется
Слайд 10Переход термодинамической системы паяемый материал — припой из неустойчивого состояния в более
Переход термодинамической системы паяемый материал — припой из неустойчивого состояния в более
Слайд 11ТЕРМИНОЛОГИЯ
Припой - чистый металл или сплав, применяемый для соединения металлических деталей при
ТЕРМИНОЛОГИЯ
Припой - чистый металл или сплав, применяемый для соединения металлических деталей при
Слайд 12ФЛЮСЫ
Флюс – химическое вещество, используемое для разрушения окисных пленок, улучшения смачиваемости паянных
ФЛЮСЫ
Флюс – химическое вещество, используемое для разрушения окисных пленок, улучшения смачиваемости паянных
Слайд 13ТИПЫ ФЛЮСОВ
1) Твердые порошкообразные флюсы - смеси различных солей, применяются чаще всего
ТИПЫ ФЛЮСОВ
1) Твердые порошкообразные флюсы - смеси различных солей, применяются чаще всего
Слайд 14КЛАССИФИКАЦИЯ ПРИПОЕВ
КЛАССИФИКАЦИЯ ПРИПОЕВ
Слайд 15ЭЛЕМЕНТЫ ПАЯННОГО СОЕДИНЕНИЯ
1) зазор между соединяемыми поверхностями;
2) галтель – валик припоя вокруг
ЭЛЕМЕНТЫ ПАЯННОГО СОЕДИНЕНИЯ
1) зазор между соединяемыми поверхностями;
2) галтель – валик припоя вокруг
Слайд 16ПРОЦЕСС ОБРАЗОВАНИЯ ПАЯНОГО ШВА
Стадии процесса:
1) механическая зачистка поверхности изделия;
2) обезжиривание;
ПРОЦЕСС ОБРАЗОВАНИЯ ПАЯНОГО ШВА
Стадии процесса:
1) механическая зачистка поверхности изделия;
2) обезжиривание;
Слайд 17ВСПОМОГАТЕЛЬНЫЕ ПРОЦЕССЫ ПРИ ПАЙКЕ
При пайке шов должен быть обязательно прогрет до температуры
ВСПОМОГАТЕЛЬНЫЕ ПРОЦЕССЫ ПРИ ПАЙКЕ
При пайке шов должен быть обязательно прогрет до температуры
Слайд 18ЛУЖЕНИЕ ПОД ПАЙКУ
Лужение - нанесение тонкого слоя расплавленного олова на поверхность металлических
ЛУЖЕНИЕ ПОД ПАЙКУ
Лужение - нанесение тонкого слоя расплавленного олова на поверхность металлических
Слайд 19ПОДГОТОВКА ПОВЕРХНОСТИ К ЛУЖЕНИЮ
Поверхность, подлежащая лужению, должна быть тщательно очищена от грязи,
ПОДГОТОВКА ПОВЕРХНОСТИ К ЛУЖЕНИЮ
Поверхность, подлежащая лужению, должна быть тщательно очищена от грязи,
Слайд 20ОБЕЗЖИРИВАНИЕ
Обезжиривание- процесс удаления жиров и масла с поверхности металла.
Обезжиривание в органических растворителях
ОБЕЗЖИРИВАНИЕ
Обезжиривание- процесс удаления жиров и масла с поверхности металла.
Обезжиривание в органических растворителях
Слайд 21ТРАВЛЕНИЕ МЕТАЛЛОВ
Удаление с поверхности металлов окислов, ржавчины и окалины в растворах кислот,
ТРАВЛЕНИЕ МЕТАЛЛОВ
Удаление с поверхности металлов окислов, ржавчины и окалины в растворах кислот,
Слайд 22ХИМИЧЕСКОЕ ТРАВЛЕНИЕ
Химическое травление стальных изделий выполняется путем погружения изделий в раствор серной
ХИМИЧЕСКОЕ ТРАВЛЕНИЕ
Химическое травление стальных изделий выполняется путем погружения изделий в раствор серной
Слайд 23ЭЛЕКТРОЛИТИЧЕСКОЕ ТРАВЛЕНИЕ
Очистка изделий методом погружения в травильную ванну в большинстве случаев требует
ЭЛЕКТРОЛИТИЧЕСКОЕ ТРАВЛЕНИЕ
Очистка изделий методом погружения в травильную ванну в большинстве случаев требует
Слайд 24СБОРКА И ЗАКРЕПЛЕНИЕ ДЕТАЛЕЙ ПЕРЕД ПАЙКОЙ
Во избежание смещения и перекосов сборных деталей
СБОРКА И ЗАКРЕПЛЕНИЕ ДЕТАЛЕЙ ПЕРЕД ПАЙКОЙ
Во избежание смещения и перекосов сборных деталей
Слайд 25ТИПЫ ПАЯНЫХ СОЕДИНЕНИЙ
соединения внахлестку;
соединения встык;
в ус;
ступенчатый шов;
тавровые;
угловые;
комбинации
стыкового соединения
телескопические.
Рисунок 3
ТИПЫ ПАЯНЫХ СОЕДИНЕНИЙ
соединения внахлестку;
соединения встык;
в ус;
ступенчатый шов;
тавровые;
угловые;
комбинации
стыкового соединения
телескопические.
Рисунок 3
Слайд 26СТРУКТУРА ПАЯНОГО СОЕДИНЕНИЯ
1, 5 – соединяемые детали;
2 , 4 – зоны диффузии;
СТРУКТУРА ПАЯНОГО СОЕДИНЕНИЯ
1, 5 – соединяемые детали;
2 , 4 – зоны диффузии;

Слайд 27ПАЯЛЬНИКИ
Основным инструментом при пайке легкоплавкими припоями служит паяльник. Простейший паяльник представляет собой
ПАЯЛЬНИКИ
Основным инструментом при пайке легкоплавкими припоями служит паяльник. Простейший паяльник представляет собой

 Презентация на тему лошадь
Презентация на тему лошадь Технология изготовления и термической обработки обсадных труб из стали
Технология изготовления и термической обработки обсадных труб из стали Уикенд. Нургисаева Айжана
Уикенд. Нургисаева Айжана Масленица
Масленица Предложение по благоустройству территории
Предложение по благоустройству территории Моя правовая грамотность
Моя правовая грамотность Факторы профессионального стресса
Факторы профессионального стресса Богатство недр (4 класс)
Богатство недр (4 класс) «Опыт внедрения превентивного обучения в образовательном учреждении»
«Опыт внедрения превентивного обучения в образовательном учреждении» Живое кино 2019
Живое кино 2019 Общие положения о предпринимательском праве. Лекция №2
Общие положения о предпринимательском праве. Лекция №2 РЕЗЮМЕ СЕВАРА
РЕЗЮМЕ СЕВАРА История возникновения бумаги
История возникновения бумаги ОБУСТРОЙСТВО СЕЛЬСКИХ ТЕРРИТОРИЙ – ПЕРСПЕКТИВНОЕ НАПРАВЛЕНИЕ РАЗВИТИЯ СТРАНЫ
ОБУСТРОЙСТВО СЕЛЬСКИХ ТЕРРИТОРИЙ – ПЕРСПЕКТИВНОЕ НАПРАВЛЕНИЕ РАЗВИТИЯ СТРАНЫ Кобрендинг в fashion-индустрии
Кобрендинг в fashion-индустрии МНЕМОТЕХНИКА (или мнемоника) – от греческого mnemonikon - искусство запоминания, означает совокупность приемов и способов, облегчающи
МНЕМОТЕХНИКА (или мнемоника) – от греческого mnemonikon - искусство запоминания, означает совокупность приемов и способов, облегчающи Демонология романа "Мастер и Маргарита"
Демонология романа "Мастер и Маргарита" Виртуальная экскурсия Элементы марийского женского национального костюма
Виртуальная экскурсия Элементы марийского женского национального костюма ДЕЯТЕЛЬНОСТЬ СОВЕТА ПО АККРЕДИТАЦИИ В 2010 ГОДУ И ЗАДАЧИ НА 2011ГОД.
ДЕЯТЕЛЬНОСТЬ СОВЕТА ПО АККРЕДИТАЦИИ В 2010 ГОДУ И ЗАДАЧИ НА 2011ГОД. Допы коротко
Допы коротко Беспилотная доставка
Беспилотная доставка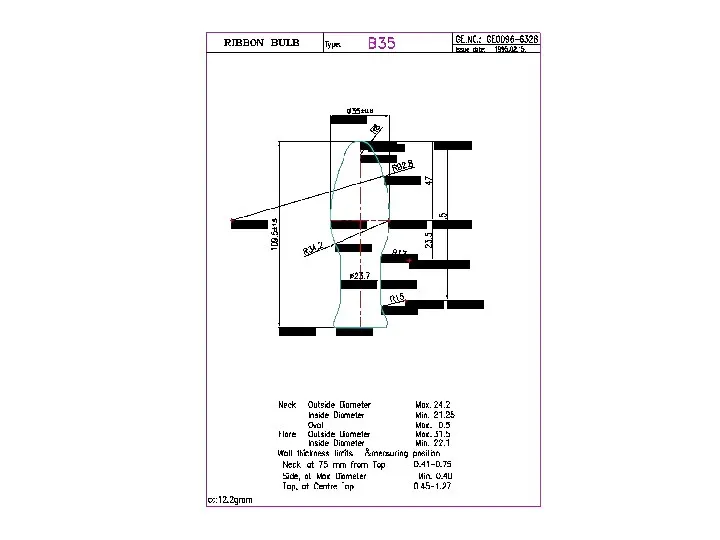 Ribbon bulb. Чертёж
Ribbon bulb. Чертёж Путевые проверки. Лекция №7
Путевые проверки. Лекция №7 Македония
Македония «НАШИ ПАЛЬЧИКИ ИГРАЮТ» ПОДГОТОВИЛИ: ЛАЗАРЕВА М.М. РЖАКОВА Т.А.
«НАШИ ПАЛЬЧИКИ ИГРАЮТ» ПОДГОТОВИЛИ: ЛАЗАРЕВА М.М. РЖАКОВА Т.А. Загляните в школьный альбом
Загляните в школьный альбом Институт выборов в современной России: проблемы и перспективы
Институт выборов в современной России: проблемы и перспективы Методичні вказівки щодо виконання, оформлення та захисту курсових робіт
Методичні вказівки щодо виконання, оформлення та захисту курсових робіт